Технология сварки ручным экструдером

2 Основные формы экструзионных сварных швов
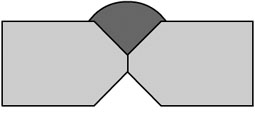
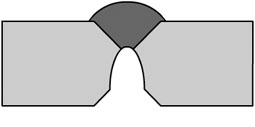
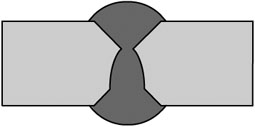
Нормы DVS 2207-4 (Германия) описывают следующие основные формы экструзионных сварных швов для листов и пленок:
 |  | 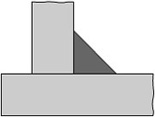 |
| Шов V-типа | Шов X-типа | Шов K-типа |
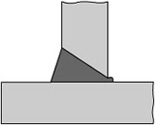 | 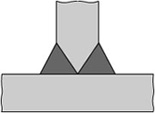 |  |
| Шов HV-типа | Шов Double HV-типа | Шов E-типа |
 | ||
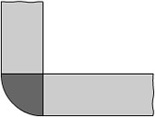
| Шов F-типа | ||
Экструзионный сварной шов обычно выполняется за один проход.
По возможности следует делать швы двусторонними – как, например, швы X-типа и Double HV-типа. Двусторонний шов уменьшает количество присадочного материала и позволяет уменьшить неизбежную деформацию сварной детали во время остывания шва.
ГОСТ 16310-80 уделяет значительно меньше внимания подготовке свариваемых поверхностей и технологии выполнения сварки и совершенно не описывает форму сварочных башмаков. Зато очень подробно описывает многочисленные формы сварных соединений.
3 Форма сварочного башмака
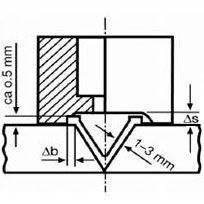
Пластифицированный присадочный материал подается в зону шва через сварочный башмак. Башмак прижимает присадочный материал и сообщает ему давление, необходимое для сварки. Одновременно с этим, башмак формирует сварной шов и сглаживает его поверхность. Таким образом, форма и размеры рабочих поверхностей сварочного башмака должны соответствовать форме и размеру предполагаемого сварного шва (рис.6 и 7).
 | 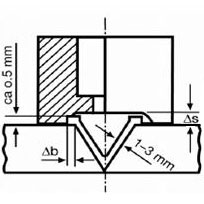 |
| Рис. 6 Сварочный башмак V-типа | Рис. 7 Геометрия сварочного башмака |
Сварочный башмак изготавливается из ПТФЭ (фторопласт-4), который отличается высокой рабочей температурой и прекрасными антиадгезионными свойствами.
Расстояние Δb должно быть не менее 0,2 глубины шва и не менее 3 мм. Глубина подреза должна быть около 0,5 мм и расширяться к переду. Таким образом, зона опоры не повреждает поверхности свариваемых деталей, только что нагретые горячим воздухом.
Глубина Δs зоны создания давления должна быть 0,1-0,2 глубины шва.
Нос сварочного башмака предотвращает течение присадочного материала в неверном направлении. Кроме того, присадочный материал, давя на нос башмака, заставляет экструдер продвигаться вперед.
Нос сварочного башмака должен повторять форму свариваемых поверхностей, но не должен их касаться. Для обеспечения этого условия расстояние между носом и свариваемыми поверхностями должно быть 1-3 мм в зависимости от размеров шва. Передняя кромка носа и передняя кромка зоны опоры должны быть скруглены.
Зона опоры не позволяет присадочному материалу выдавливаться в стороны за пределы сварного шва. Для этого в процессе сварки следует прижимать сварочный башмак к свариваемым деталям с заметным усилием.
4 Подготовка зоны сварки
Подготовка свариваемых поверхностей должна производиться непосредственно перед проведением сварки, т.к. поверхность многих термопластов быстро окисляется на воздухе. Кроме того, даже небольшое запыление или другое загрязнение свариваемых поверхностей может губительно повлиять на прочность сварного шва при экструзоинной сварке. Если после подготовки кромок прошло более 20 минут, следует очистить поверхности и сразу приступать к сварке. Очистка растворителями неэффективна. Используйте скребки для механической очистки.
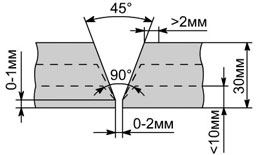 | 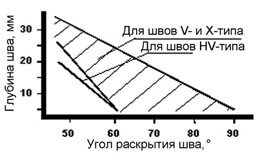 |
| Рис. 8 Подготовка сварочной канавки перед сваркой швом V-типа | Рис. 9 Зависимость угла раскрытия шва от его глубины |
Перед проведением сварки двух листов швом V-типа необходимо подготовить кромки листов (рис.8). Для этого можно использовать инструменты, обычные для работы с деревом – пилу, рубанок, рашпиль и пр.
Кромки должны быть скошены таким образом, чтобы угол раскрытия шва составлял 45-90° (рис.9) – меньший угол для более толстых листов и больший угол для тонких листов. Угол раскрытия должен быть достаточно большим, чтобы вязко-текучий материал уверенно заполнил всю зону шва. Ограничение угла раскрытия для более толстых листов вызвано тем, что общая ширина шва, включая зоны перехлеста на поверхности шва, должна быть не более 30 мм. В противном случае оператор не сможет прижать сварочный башмак с усилием, гарантирующим, что присадочный материал не будет выступать за зону опоры сварочного башмака.
В корневом слое шва необходимо оставить нескошенные участки толщиной до 1 мм. В противном случае малейшая неравномерность продвижения экструдера вызовет неравномерное оплавление корневого слоя горячим воздухам и, как следствие, заметную неравномерность ширины зазора между свариваемыми листами.
Перед экструзионной сваркой листы необходимо зафиксировать друг относительно друга, оставив между ними в корневом слое зазор шириной до 2 мм. В этом случае присадочный материал будет немного выдавливаться на противоположную сторону листов, гарантированно проваривая корневой слой.
Принимая во внимание, что перехлест «шляпки» шва в обе стороны может составлять до 2 мм, механическую очистку необходимо провести также и на верхней плоскости листов, на расстояние не менее 2 мм от скоса кромок.
Шов X-типа, фактически, является двусторонним швом V-типа. Поэтому основные рекомендации по подготовке шва здесь те же, что и для швов V-типа. Отличие состоит в том, что при сварке швов X-типа невозможно проконтролировать, насколько хорошо проварен коневой слой. Поэтому подход к корневому слою здесь другой (рис.10).
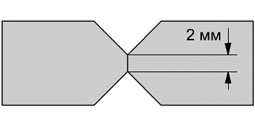 |  |
| 1. Подготовленная зона сварки | 2. Готовый верхний шов |
 |  |
| 3. Подготовка корневого слоя | 4. Готовый сварной шов Х-типа |
| Рис. 10 Последовательность сварки шва X-типа | |
Вначале с обеих сторон листов выполняются скосы как для швов V-типа. Угол раскрытия шва – согласно рис.9. Верхняя плоскость листов механически очищается на расстояние не менее 2 мм от скоса кромок.
Листы закрепляются без зазора в корневом слое, можно даже скрепить их по корневому слою, проварив с помощью ручного термофена со специальным соплом для сшивки. Затем выполняется экструзионная сварка верхнего шва V-типа.
Перевернув листы на другую сторону, вырезаем корневой слой. Очистив зоны перехлеста на плоскости листов, выполняем экструзионную сварку обычного шва V-типа с этой стороны.
Сварка пластика: выбор ручного сварочного экструдера
Двадцать первый век без сомнения можно назвать веком пластика. Из него изготавливается всё больше технических деталей и предметов обихода. Разработаны полимерные материалы твёрдые, как камень, крепкие, как сталь. Ну а в коррозионной стойкости и химической инертности пластику просто нет равных. Кроме того, он лёгкий, не бьётся и может принять практически любую форму и свойства.
Использование полимерных материалов во всех областях промышленности и бытовых условиях делает актуальным ремонт пластиковых изделий, а также соединение деталей. Как и в случае с металлом, эти работы получили название сварочных. В основе схожий принцип: материал разогревается и подаётся на соединяемые поверхности.
Правда, низкая температура плавление поливинилхлорида, полиэтилена и полистирола позволяет не так сильно разогревать предварительно заготовки, с которыми ведётся работа, в отличие от сварки металлов. Не получится и использовать для разогрева высокое напряжение: пластик является диэлектриком и не проводит электрический ток. На помощь приходит ручной сварочный экструдер.
Устройство и принцип действия ручного аппарата для сварки пластика
Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
В конструкцию любого экструдера входят следующие элементы:
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.
www.rosecology.ru
You are using an outdated browser.
Please upgrade your browser to improve your experience.




Пластифицированный присадочный материал подается в зону шва через сварочный башмак. Башмак прижимает присадочный материал и сообщает ему давление, необходимое для сварки. Одновременно с этим, башмак формирует сварной шов и сглаживает его поверхность. Таким образом, форма и размеры рабочих поверхностей сварочного башмака должны соответствовать форме и размеру предполагаемого сварного шва (рис.6 и 7).
 |  |
