Зашлаковка шва у начинающих
Достаточно распространёнными проблемами при сварке у начинающих является непровар и сильная зашлаковка шва. Вроде бы и электроды сухие, и сварочный ток подобран правильно, а металл никак не хочет свариваться.
Причин этому может быть несколько, но, как правило, основная из них связана с нарушение технологии самой сварки. Чаще всего непровары образуются в корне шва и между слоями расплавленного металла. Также непровар может возникнуть вдоль кромок основного и наплавленного металла.
Обильное же количество шлаковых включений возникает в результате высокой скорости затвердевания металла, а также из-за использования электродов низкого качества. Про зашлаковку сварочного шва, а также о проблемах непровара, мы и поговорим в этой статье.
Из-за чего происходит непровар металла при сварке
Непровар — это серьёзный дефект сварки, который характеризуется частичным или даже полным отсутствием сплавления металлов. Вроде бы шов и наложен, но при отбивании шлака молотком, сварное соединение разваливается.

Происходит это по причине того, что металл недостаточно хорошо расплавлен в корне шва или вдоль кромок. Зачастую начинающий сварщик выдерживает слишком большое расстояние между металлом и электродом, что приводит к нестабильному горению сварочной дуги и к разбрызгиванию металла.
Чтобы решить проблемы нужно удерживать электрод как можно ближе к поверхности заготовки, практически «втыкая» в неё конец электрода. Также виной непровара могут быть неправильные настройки сварочного тока или слабое напряжение в сети.

Все это приводит к тому, что в зоне сварки не обеспечивается нужное количество тепла для полноценного проплавления металла. Кроме этого, слишком быстрое движение электродом, что как раз и характерно для начинающих сварщиков (спешка), также приводит к образованию непровара.
Сильная зашлаковка сварного шва
Чаще всего непровар металла характеризуется сильной зашлаковкой сварочного шва. То есть, ведя быстро электрод вдоль соединения, расплавленного металла, образуется слишком мало, что и приводит к зашлаковке шва.

Поэтому главной причиной зашлаковки и возникновения обильного количества шлака при сварке, являются недостаточный объем расплавленного металла и его быстрое застывание. В результате этого шлак остается в сварочной ванне и не успевает вовремя из неё выйти.
Также зашлаковка может происходить и по вине электродов низкого качества, а также при использовании неподходящих электродов. Причинами могут быть и не соблюдение технологий сварки, например, неправильный угол наклона электрода или высокая скорость его передвижения вдоль свариваемых кромок изделия.

Избавиться и от той, и от другой проблемы можно, если изучить азы сварочного дела и набраться опыта. Со временем, рассматривая те или иные дефекты, получится полностью от них избавиться. Однако на это нужно время и практика.
Шлак сварочный — как не перепутать с металлом
При сварке металла, прямо над сварочным швом, образуется шлак, который представляет собой продукт окисленного металла и электродной обмазки. Шлак защищает сварочную ванну от попадания кислорода, и не даёт соединению слишком быстро остыть, что приводит к потере прочности и появлению различных дефектов сварки.
Однако, попав в ванну вместе с жидким металлом, шлак становится причиной разрушения сварочного соединения. Вот почему так важно при сварке уметь выгнать шлак из сварочной ванны, и не дать ему перемешаться с металлом. При этом новичку-сварщику очень непросто определить, в начале своей карьеры, где шлак, а где непосредственно сам металл.
Шлак сварочный — учимся отличать от металла
Не допустить попадание шлака в сварочную ванну, можно подобрав правильный режим сварки и изменив положение свариваемых деталей. Однако для этого важно разглядеть шлак и отличить его от металла. Только так получится выбрать угол наклона электрода и выгнать шлак, тем самым, с места соединения металлов.

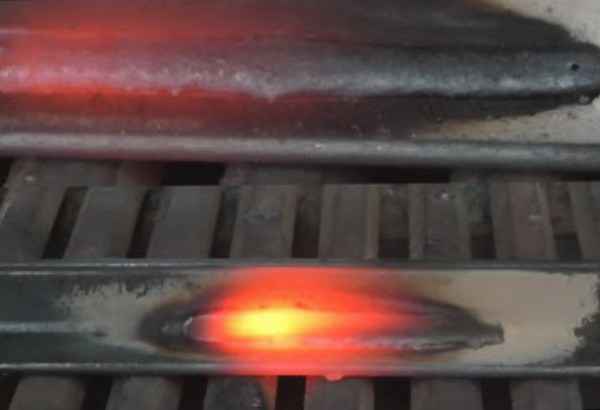
Сварочный шлак и металл имеют различную степень плотности, а также у них разная вязкость. В результате этого, шлак и металл имеют отличные температуры нагрева — металл нагревается быстрее, но и остывает, также, быстрее в отличие от шлака. После остывания, шлак становится намного светлее металла.
В начале нагревания, шлак темнее раскалённого металла, который имеет красный цвет. Поэтому отличить шлак от металла можно по цвету: в начале нагрева он темней металла, а по мере остывания становится светлей. Таким образом, можно видеть, где раскалённый металл, а где шлак.
На первых порах начинающему сварщику может показаться, что особых различий нет, но все приходит с опытом. Со временем, когда вы будете более спокойно относиться к сварочному процессу, результат не заставит себя долго ждать.
Из-за чего появляются шлаковые включения в металле
Очень частой проблемой у начинающих сварщиков, является застывание шлака прямо в металле. В результате этого сварочный шов имеет непрезентабельный внешний вид и множество различных дефектов: крупные поры, дыры и т. д. Как правило, связано это с тем, что шлак не успел вовремя выйти из жидкого металла до остывания.

Причинами этому может быть:
Если при сварке ток слишком занижен, то образование шлака в соединении будет слишком заметным. Рекомендуется увеличить значения сварочного тока, чтобы металл смог выбрасывать шлак наружу из ванны. Также, необходимо подобрать правильное положение электрода во время сварки. Это позволит не допустить попадание шлака в сварочную ванну.

Не стоит держать электрод строго под прямым углом к свариваемой заготовке. Угол наклона должен составлять приблизительно 10-15 градусов (на себя). В месте соединения сваркой, металл необходимо очистить от ржавчины и грязи. Только так можно будет получить качественный контакт между электродом и заготовкой, что будет являться залогом прочного и надёжного соединения.
Что такое сварочный шлак и как отличить от металла
Из всех видов сварки первое место по распространенности занимает дуговая электросварка. Для ее выполнения не требуется сложное оборудование и дорогостоящие материалы. Отличительной чертой технологии считают побочный продукт ― шлак сварочный, который образуется при плавлении металла. В зависимости от количества и места расположения он может быть полезным или вредным отходом.

Что такое и причины появления
Сварочный шлак ― это пористая корка черного цвета, которая образуется на поверхности шва. После остывания легко отбивается молотком. В состав отхода входят оксиды материала заготовок и электродов, марганца, кремния и других элементов. Содержание расплавленных компонентов флюса или обмазки электродов незначительно и существенно не влияет на структуру отхода. По технологии слой шлака должен защищать расплавленное железо от окисления кислородом воздуха и быстрого остывания, предотвращая тем самым образование трещин. Однако если его частицы после остывания остаются внутри сварочного шва, прочность соединения значительно снижается. Это может стать причиной разрушения конструкции во время эксплуатации, если она подвергается механическим нагрузкам.
Внутренние шлаковые включения появляются, если:

Как отличить шлак от металла
Для предотвращения засорения соединения нужно уметь отличать шлак от металла при сварке. Их различают по характерным признакам:
Отследить появление отхода можно в процессе расплавления металла. В свете дуги хорошо видны границы стыка и сварочной ванны. Все что светлое ― металл, темное ― шлак. Распознать различия между ними будет проще, если вести сварку углом назад.
Почему много шлака при сварке
Когда образуется много шлаков при сварке, они мешают следить за качеством формируемого шва и выполнять операцию, так как плохо проводят ток. Причинами появления большого количества отходов могут стать:
Зачем нужно удалять шлак
Если отход не удалить, оксиды, из которых он состоит, вступают в химическую реакцию с металлом и разрушают шов. Поэтому, как только соединение остынет, почерневшую корку удаляют. Кроме этого сварочный шов очищают от шлака, чтобы:
Как избавиться
Не стоит стремиться полностью избавляться от шлака во время сварки, так как расплавленный металл останется без защиты. Но значительно уменьшить его количество необходимо, чтобы снизить риск застывания пористых частиц внутри соединения.
Борьбу с лишними отходами начинают на этапе подготовки. Свариваемые поверхности зачищают до блеска, затем обезжиривают. Диаметр электродов выбирают в соответствии с толщиной деталей, а марку для выполнения конкретной операции (резка, наплавка, сварка) с толстым слоем обмазки. Детали размещают с минимально допустимым зазором между ними. Чтобы шлак из сварочной ванны стекал вниз, заготовки устанавливают с небольшим уклоном, сварку начинают сверху.
Не нужно избавляться от шлака полностью, нужно уменьшить его количество — слой шлака защищает металл от окисления и быстрого остывания, но он не должен попасть внутрь шва, иначе снижается качество сварного соединения.
Если положение деталей изменить нельзя, для очистки сварочной ванны от отходов электрод ведут с наклоном. При этом будет легче выявить места его образования. Однако при большом наклоне вместе со шлаком начнет выдуваться расплавленный металл. Поэтому надо уметь находить оптимальный угол положения электрода.
Если варить большим током или короткой дугой, частицы сварочного шлака будут быстрее всплывать на поверхность за счет вскипания металла. Но такой способ не годится для работы с тонкостенными деталями, так как высока вероятность прожига заготовок. Для того, чтобы весь шлак успел подняться на поверхность при сварке легированных марок стали, увеличивают время охлаждения. Для этого заготовки предварительно нагревают до 200 — 400⁰C.
Чистые швы без шлаковых примесей получаются при сварке инвертором методом обратного тока. Перед началом операции заготовки соединяют с минусовой клеммой, держатель с электродом подключают к плюсовой. За счет дополнительных функций на таком аппарате новички быстрее осваивают основы сварочного дела. У большинства инверторов есть защита от залипания электродов и стабилизация тока дуги, поэтому проще научиться вести сварку с равномерной скоростью без задержек на одном месте.
На промышленных предприятиях отходы сварочного производства сдают на металлолом. После сортировки по составу огарки электродов и шлак используют как добавки при выплавке легированных марок стали. В результате получают сплавы с нужным набором химических элементов. Для экономии флюса в него можно добавлять небольшое количество дробленой шлаковой корки.
Без умения отличать шлак от металла и освоения способов его удаления создавать качественные швы не получится. Хорошо если у начинающего сварщика есть опытный наставник, который подскажет что и как делать. В противном случае учиться придется методом проб и ошибок, экспериментируя на ненужных металлических обрезках.
Дефекты сварных соединений
Открыв ГОСТ 30242 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения» конечно можно прочитать какие бывают дефекты сварных швов, а вот понять… А вот понять, что такое дефекты сварки мы поможем в данной статье. И в отличие от книги Юхин Н.А. Дефекты сварных швов и соединений здесь представлены не изображения, а фотографии.
Содержание
В п. 2.1. ГОСТ 30242 сказано: «Дефекты при сварке плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом». Т.е. если сказать проще из-за нарушения технологии сборки и сварки.
Также согласно ГОСТ 30242 сварные дефекты делятся на шесть следующих групп:
Сразу уточним, что в ГОСТ 30242 присвоено:
Приступим к подробному рассмотрению дефектов согласно классификации.
Трещины
Трещины являются недопустимыми дефектами, так как являются концентратором напряжения и очагом разрушения. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции.
Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Образованию трещин способствует повышенное содержание углерода в расплавленном металле, а также кремния, никеля и особенно вредных примесей серы, фосфора и водорода.
Причинами образования трещин чаще всего является несоблюдение технологии и режимов сварки. Это может проявляться, например, в неправильном расположении швов в сварной конструкции, что приводит к высокой концентрации напряжений. Большие напряжения в сварных конструкциях могут возникнуть также при несоблюдении заданного порядка наложения сварных швов.
Кстати, более подробно об образовании трещин в сталях мы уже писали в статье.
Удаление трещин. Поверхностные трещины в сварных конструкциях устраняются в следующем порядке: сначала засверливают концы трещины, чтобы она не распространялась дальше по шву, затем трещину удаляют механическим путем или строжкой, после чего место удаления дефекта зачищают и заваривают.
Внутренние трещины (как впрочем, и остальные внутренние дефекты) удаляют механическим способом или строжкой с последующей заваркой данного участка.
По происхождению трещины подразделяются на:
Холодные трещины
Холодные трещины возникают при температурах ниже 300°С, то есть сразу после остывания шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны. Холодные трещины на изломе имеют чистый блестящий вид кристаллов.
Горячие трещины
По размерам трещины подразделяются на:
Макроскопические трещины

Микроскопические трещины

По расположению трещины подразделяются на:
Продольная трещина
Продольная трещина может располагаться :
— в металле сварного шва (1011)




— на границе сплавления (1012)

— в зоне термического влияния (1013)



— в основном металле (1014)

Поперечная трещина
Поперечная трещина может располагаться:
— в металле сварного шва (1021)


— в зоне термического влияния (1023)

— в основном металле (1024)

Также согласно ГОСТ 30242 трещины бывают:
Радиальные трещины
Радиальные трещины могут располагаться:
Трещина в кратере


Трещина в кратере бывает:
Раздельные трещины

Разветвленные трещины

Разветвленные трещины могут располагаться:
Порами в сварном шве называют полости, заполненные газами. Возникают в жидком металле шва вследствие интенсивного газообразования, при котором не все газовые пузырьки успевают выйти наружу до затвердевания сварного шва. Размеры пор, образующихся в металле, бывают как микроскопические, так и достигающие нескольких миллиметров. В сварном шве, помимо одиночных пор, могут возникать и скопления пор, а иногда даже раковины и свищи. Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов.
Причины образования пор в сварных швах следующие:
Наличие пористости в сварном соединении снижает механические свойства металла (прочность, ударную вязкость и т.п.), а также герметичность изделия.
Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой или строжкой с последующей механической обработкой.
Газовая полость

Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора

Равномерно распределенная пористость

Скопление пор



Цепочка пор

Продолговатая полость





Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора


Усадочная раковина


Кратер



Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Подобные включения ослабляют сечение шва, снижают его прочность и становятся зонами концентрации напряжений.
Места швов с твердыми включениями вырубают до здорового металла или удаляют строжкой и впоследствии заваривают.
Твердое включение



Шлаковое включение


В зависимости от условий образования такие включения могут быть:
Шлак, образующийся при плавлении электродного покрытия или флюса, всегда всплывает на поверхность сварочной ванны. Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).
При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Они уменьшают сечение шва и приводят к концентрации напряжений в нем.
Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке и переварке.
Флюсовое включение
В зависимости от условий образования флюсовые включения могут быть:
Флюсовые включения образуются из-за флюса, не вступившего в реакцию с расплавленным металлом шва и не всплывшего на поверхность сварного шва. Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Оксидное включение
Оксидные включения получаются в результате образования труднорастворимых тугоплавких пленок. Чаше всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения и могут привести к. его разрушению под приложенной в процессе эксплуатации нагрузкой.
Металлическое включение
Различают металлические включения из:
Вольфрамовые включения возникают при нарушении зашиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Несплавление
— по боковой стороне (4011)


— между валиками (4012)

— в корне сварного шва (4013)

Несплавления образуются при дуговой сварке из-за того, что дуга не расплавила часть кромки стыка и не сформировала шов с ее участием.
Чаще всего несплавления образуются из-за неправильного выбора формы угла и разделки, плохо зачищенной поверхности кромок, из-за плохой зачистки шва между проходами, химической неоднородности металла, неправильных режимов сварки (маленькая сила тока, завышенная скорость сварки).
Непровар



Неполное проплавление (непровар) в стыковых соединениях может возникать в середине сечения при двусторонней сварке или в корне шва при односторонней сварке, как без подкладки, так и на формирующей подкладке, за счет неравномерного ее прилегания.
Характерной особенностью непровара являются его окончания, имеющие вид трещины, размеры которых, например для сплава АМг6, соизмеримы с межзеренными расстояниями. Непровар может также сопровождаться присутствием пор и оксидных включений.
В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%.
Участки с непроварами приходится вырубать до основного металла, зачищать и вновь заваривать.
Группа 5. Нарушение формы шва
Нарушение формы
Подрез непрерывный протяженный


Подрез перемежающийся локальный


Подрезы часто образуются при сваривании горизонтальных швов на вертикальной плоскости. При ручной дуговом сварке угловых соединении причиной возникновения подрезов часто является неправильная техника выполнения швов, в частности неправильное положение электрода по отношению к оси шва, особенно при работе в стесненных условиях. Иногда подрезы образуются на внутренних валиках швов, выполненных аргонодуговой сваркой. Причиной их образования могут быть плохая сборка (смешение кромок), неточное ведение электрода по разделке.
Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы подлежит заварке тонким (ниточным) швов электродами малого диаметра.
Усадочная канавка

При сварке внутреннем валике иногда образуется усадочная канавка, расположенная по оси шва. Устранить ее можно уменьшением объема сварочной ванны. Для этого необходимо уменьшить притупление или изменить режим сварки увеличить ее скорость или уменьшить силу сварочного тока.
Превышение выпуклости стыкового шва

Превышение выпуклости углового шва

В процессе сварки из-за неправильных режимов сварки, а также по ряду других причин (низкая скорость сварки, неудобное пространственное положение, однопроходная сварка в узкую разделку) при формировании шва избыток металла кристаллизуется в центре сварочной ванны в виде выпуклости, превышающей допустимые значения. Чрезмерную выпуклость другими словами называют превышением усиления шва.
Превышение проплава


Превышение проплава чаще всего возникает из-за плохой подготовки сварочных кромок (неодинаковый зазор в стыке, разной толщины металла по длине шва) и химической неоднородности свариваемого металла.
Неправильный профиль сварного шва

Причины образования неправильного профиля сварного шва тождественны причинам превышения проплава.
Наплав

Линейное смещение


Угловое смещение

Натек

В зависимости от условий это может быть:
Чаще всего натеки образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования натеков и методы их устранения одинаковы с наплавами (наплывами).
Прожог


Прожоги чаще всего образуются на тонкостенных соединениях или соединениях с подкладными полосами, кольцами, когда сварку выполняют на повышенном режиме или при увеличенном зазоре между кромками. В местах прожога металл окисляется и становится рыхлым, непрочным, неплотным. По возможности такие участки тщательно зачищают до полного удаления некачественного металла. В недоступных для зачистки местах, где могут появиться прожоги, при сварке первого слоя следует обдувать обратную сторону шва защитным газом. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита.
Прожоги являются характерным дефектом сварки тонкостенных изделий: обечаек сильфонных компенсаторов, труб гибких металлических шлангов, арматуры с трубами. В процессе сборки этих деталей особенно важно соблюдать требования по точности обработки сопрягаемых поверхностей и качеству сборки. Размеры ванны здесь настолько малы, что малейшее нарушение в обработке или сборке приводит к изменению теплоотвода, а значит, к резкому изменению нагрева. В результате чрезмерного нагрева свариваемых кромок ванна мгновенно разрывается, каждая кромка оплавляется самостоятельно и образуется прожог.
Прожоги исправляют путем их вырубки, зачистки дефектных мест и заваривания.
Неполное заполнение разделки кромок


Неполное заполнение разделки кромок возникает при неправильно выбранных режимов сварки (силы сварочного тока, скорости сварки), а также при неправильном выборе разделки кромок. Устранить данный дефект можно после зачистки и заварки дефектного места.
Чрезмерная асимметрия углового шва

Чрезмерная асимметрия углового шва характерна при сварке металлов с различной теплопроводностью и неудобных пространственным положением сварки.
Нижеследующие дефекты в объяснениях не нуждаются т.к. причины возникновения неравномерной ширины шва, неровной поверхности, вогнутость корня шва заключается чаще всего в неправильно подобранных режимах сварки, неудобном положении при сварке, неправильным выбором разделки кромок.
Неравномерная ширина шва


Неровная поверхность

Вогнутость корня шва


Пористость в корне сварного шва

Возобновление

Группа 6. Прочие дефекты
Прочие дефекты
Случайная дуга


Случайная дуга особенно опасна для нержавеющих сталей т.к. может быть причиной начала коррозии. При сварке закаливающихся сталей случайная дуга может стать причиной образования трещин.
Брызги металла


Да, да, да брызги металла тоже является дефектом (особенно в это трудно вериться начинающим сварщикам). Брызги на сваренном металле не только портят внешний (товарный) вид шва, но и являются очагами образования коррозии для нержавеющих сталей и местом образования трещин для закаливающихся сталей.
Поверхностные задиры
Вышеуказанные дефекты 6 группы достаточно легко исправимы необходимо просто удалить шлифованием данные места до «здорового» металла.