Унификация конструктивных элементов

Элементы, выявляющиеся в процессе компонования, следует многократно использовать для всей конструкции, усредняя расчетные параметры и добиваясь максимального сокращения их номенклатуры.
Унификации в первую очередь подлежат посадочные соединения (по номинальным размерам, типу посадок и квалитету), резьбы (по диаметру, шагу и квалитету), шлицевые и шпоночные соединения, крепежные детали и т. д. Целесообразно сокращать номенклатуру материалов, виды отделочных операций, гальванических покрытий, типы сварки, форму сварных швов и др.
На рис. 284, а — в приведен пример компонования вала с насадной деталью, опертой в бронзовой втулке. В конструкции а выбор посадочных диаметров не продуман. Правильно назначен основной посадочный размер (диаметр опорной шейки) из числа нормальных (диаметр 50). Далее допущены ошибки. С целью уменьшения расхода бронзы конструктор принимает толщину стенок втулки равной 3,5 мм, вследствие чего получается нестандартный размер наружного диаметра втулки (диаметр 57).
Стремясь увеличить прочность вала в насадном соединении, конструктор уменьшает диаметр нала по отношению к диаметру шейки на 2 мм на сторону, в результате чего получается нестандартный диаметр 46, который приводит к размеру резьбы М45 под затяжную гайку.

В компоновке на основе нормальных размеров (конструкция б) наружный диаметр втулки 60 мм, диаметр насадного соединения 45 мм. Отсюда следует размер резьбы М42. Однако стандартизация размеров в данном случае приводит к некоторому снижению прочности вала и увеличению массы бронзовой втулки. В более рациональной конструкции в диаметр шейки 55 мм, наружный диаметр втулки 60 мм, диаметр насадного соединения 50 мм.
В конструкции г допущен значительный разнобой в размерах посадочных диаметров, резьб, шпонок и модулей зуба. В рациональной конструкции д сокращено число посадочных размеров, унифицированы шпонки и модули зубьев (m = 4). Необходимая прочность зуба малых зубчатых колес достигнута увеличением их длины. Итоги унификации представлены в табл. 32. В общей сложности номенклатура элементов сокращена с 16 до 7 наименований.

В качестве примера унификации размеров под ключ приведем узел регулирования редукционного клапана (рис. 285).

В конструкции а применены три размера (1—3), в унифицированной конструкции б — один размер (4).
Унификация конструктивных элементов детали
Перед разработкой технологического процесса изготовления детали необходимо оценить технологичность детали «гайка».
Технологичность конструкции изделия представляет собой совокупность конструктивных и технологических мероприятий по получению изделия требуемого качества при минимальных затратах материалов и ресурсов.
Конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом.
Это можно оценить с помощью одного из показателей технологичности: коэффициента унификации конструктивных элементов, который определяется по формуле:
QЭ –общее число конструктивных элементов детали.
К конструктивным элементам детали относятся: линейные размеры, углы, отверстия, радиусы закругления, конусы, резьбы, галтели, фаски, проточки, крепления и т.д.
Числовые значения параметров конструктивных элементов определяется по справочнику [3].
В соответствии с чертежом детали, представленном на рисунке 1, разобьем ее на конструктивные элементы, и проанализируем их размеры, путем сравнения с нормальными рядами из справочника [3], нормальные линейные размеры представлены в соответствии с ГОСТ 6636-69, нормальные углы в соответствии с ГОСТ 8908-58.
Общее количество конструктивных элементов детали гайка получилось: QЭ =22 штук, унифицированных QУЭ =14 штук.
-линейные Æ5,5х4мм, 1,6мм, 12мм, М5,5;
— 4 фаски  ;
;
— два угла  , угол
, угол  ;
;
-линейные 2,2мм, 3мм, 7мм, 45мм, М48х2, Æ75мм, Æ64мм, Æ6мм.
 = QУЭ/QЭ =14/22=0.64 [3]
= QУЭ/QЭ =14/22=0.64 [3]
Из анализа детали видно, что более половины размеров унифицированы, коэффициент унификации достаточно высокий, значит деталь по данному параметру технологична.
Унификация конструктивных элементов




![]()
![]()
Элементы, выявляющиеся в процессе компонования машины, следует многократно использовать для всей конструкции. Унификация конструктивных элементов заключается в многократном использовании элементов конструкции, выявленных в процессе компонования, путем усреднения расчетных параметров с целью максимального сокращения их номенклатуры.
Унификации в первую очередь подлежат:
—посадочные соединения (по номинальным размерам, типу посадок и классуточности);
— резьбы (по диаметру, шагу и классу точности);
— шлицевые и шпоночные соединения;
— крепежные детали и т.д.
В компоновке на основе нормальных размеров (рис. 8.1,б) наружный диаметр втулки – 60мм, диаметр вала в соединении со второй деталью принят 45мм. Отсюда следует назначение резьбы М45, которая соответствует стандартному диаметру (Ø 45). Однако такая стандартизация размеров, в данном случае, приводит к некоторому снижению прочности вала и увеличению массы бронзовой втулки.
Рассмотрим пример компонования многоступенчатого цилиндрического вала с закрепленными на нем деталями, опирающегося в корпусе на подшипники скольжения (рис. 8.1,г,д).
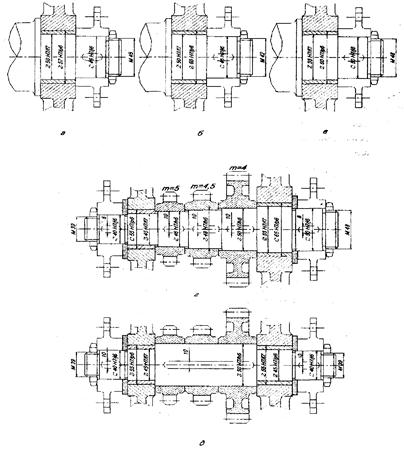
Рис. 8.1. Унификация элементов конструкции
В конструкции (рис. 8.1,г) допущен значительный разнобой в размерах посадочных диаметров, резьб, шпонок и модулей зубьев. В рациональной конструкции (рис.8.1,д) сокращено число посадочных размеров, унифицированы шпонки и модули зубьев (m=4).
Необходимая прочность зубьев малых зубчатых колес достигнута увеличением их длин. Итоги унификации представлены в табл. 8.1.
Таблица 8.1.Унификация элементовконструкции вала
| Элементы конструкции вала | Исходная конструкция | Число | Унифицированная конструкция | Число |
| Диаметры и посадки | ǿ 40  ǿ45 ǿ45  ǿ46 ǿ46  ǿ48 ǿ50 ǿ48 ǿ50  ǿ50 ǿ55 ǿ50 ǿ55  ǿ55 ǿ55  ǿ65 ǿ65  | ǿ40  ǿ45 ǿ45  ǿ50 ǿ55 ǿ50 ǿ55 | ||
| Резьбы | М39 М48 | М39 | ||
| Шпонки, мм | ||||
| Модули зубьев | 4,5 | |||
| Всего наименований |
Пример оформления оценки технологичности конструкции детали
Пример качественной оценки ТКИ
Пример количественной оценки ТКИ
Количественные оценки технологичности определяются на основе сравнения показателей, которые выражаются в числовых значениях.
Коэффициент унификации конструктивных элементов:
 ,
,
где Еy – число унифицированных типоразмеров элементов; Ny=74.
Еобщ – число конструктивных элементов; N=86.
 , коэффициент унификации сравнительно высокий, значит деталь является унифицированной.
, коэффициент унификации сравнительно высокий, значит деталь является унифицированной.
Коэффициент использования материала:

где Мд – масса детали фактическая, кг;
Мз – масса заготовки, кг;
 , Ким >0,6, значит способ получения заготовки выбран верно, заготовка технологична.
, Ким >0,6, значит способ получения заготовки выбран верно, заготовка технологична.
Коэффициент точности обработки:
 ,
,
где  — средний квалитет точности;
— средний квалитет точности;
Тогда 
Таблица – Расчет коэффициента точности
| Квалитет поверхности, Аi | Количество поверхностей, ni |

 ;
;
где ni – число поверхностей детали, подлежащих механической обработке;
Таблица – Расчет коэффициента шероховатости
| Параметр шероховатости, Ra | Класс шероховатости, Бi | Количество поверхностей, ni |
| 12,5 | ||
| 6,3 | ||
| 3,2 | ||
| 1,25 |

Выводы о технологичности детали:
— рассчитанный коэффициент унификации можно расценивать как сравнительно высокий. Чем больше унифицированных поверхностей, тем выше коэффициент унификации, следовательно, повышается технологичность детали.
— рассчитанный коэффициент использования материала больше критического значения, следовательно, способ получения заготовки является рациональным.
— коэффициент точности равен 0,92. Чем выше коэффициент точности, тем с меньшей точностью обрабатывается деталь, следовательно, технологичность повышается.
— коэффициент шероховатости равен 0,29. Чем выше коэффициент шероховатости, тем «грубее» обрабатывается деталь, тем технологичнее конструкция.
Конструктивные и технологические элементы деталей на чертеже
При чтении и выполнении рабочих чертежей деталей людям часто приходится сталкиваться с необходимостью распознавания различных конструктивных элементов. Следует учесть, что в этой статье рассмотрены далеко не все конструктивные элементы, а только типовые, то есть многократно встречающиеся на деталях.
Деталью машиностроения согласно ГОСТ 2.101- 68 называется изделие изготовленное из однородного материала без применения сборочных операций. По своей конфигурации детали могут быть от самых простых, для понимания формы которых достаточно лишь одной текстовой записи в спецификации, до самых сложных, форма которых требует показа нескольких видов, разрезов, сечений или выносных элементов. Форма детали обусловлена прежде всего той функцией, которую деталь выполняет.
Следует различать понятия: элемент конструкции детали и конструктивный элемент детали. Например, на рисунке приведена деталь под названием звездочка. Она состоит из таких элементов конструкции детали, как: зубья звездочки, ступица с отверстием 35Н7 и M8-6H и конструктивного элемента в отверстии под названием шпоночный паз 10.
Под конструктивным элементом детали понимают местные изменения ее формы или поверхности для придания ей дополнительных свойств при изготовлении, сборке или эксплуатации. Размеры конструктивных элементов относительно формы и поверхности детали не велики и в целом не меняют их. Так цилиндрическая часть детали после нанесения на нее рифления все равно остается цилиндрической.
Технологические элементы обеспечивают удобство изготовления детали (опоры детали при обработке) и её сборки с другими деталями (фаски, проточки) или связаны с особенностями изготовления детали (литейные скругления и уклоны для литых деталей) и её элементов (сбеги и недорезы резьб, центровые отверстия и канавки для выхода шлифовального круга и т. д.).
Виды отверстий по форме:
по проходимости сквозь тело детали
Лыска – это плоский срез с поверхности детали цилиндрической, конической или сферической формы, расположенный параллельно оси. Односторонние лыски применяют для предохранения режущего инструмента от поломки при соприкосновении с криволинейной поверхностью детали, а также для ее плотного соединения с плоскостью другой детали
Буртик. На валах и осях часто применяют упорные буртики (уступы), в торцы которых упираются детали, насаживаемые на вал.
Фаской (указывается длинна с 4 и угол 45°) называется срезанная под углом кромка детали. Срез материала осуществляется плоскостью или конической поверхностью. Размеры катета фасок «с» выбираются по ГОСТ 10948-64 из следующего ряда: 0,1; (0,12); 0.16;(0.20); 0.25; (0.30); 0,40; (0,50); 0,60; (0,80); 1,0; 1,2; 1,6; (2,0); 2,5; (3,0); 4,0; (5,0); 6,0; (8,0); 10; 12; 16 и т.д. до 250 мм. Размеры без скобок предпочтительнее.Фаски облегчают соединение деталей центрируя их во время сборки.
Допускается надпись в технических требованиях чертежа: Острые кромки притупить фаской или радиусом 0,16 max мм.
Скругление – это плавный переход от одной поверхности детали к другой по указанному радиусу. При этом образуется переходная поверхность являющаяся частью цилиндра или тора касательного к сопрягаемым поверхностям. Поэтому центр радиуса скругления в конструктивных элементах, как правило, не указывают. Скругления предназначены для удаления острых кромок, облегчения сборки, придания эстетического вида.
Рифление (обработка поверхности для придания ей шероховатости нанесение узких острых бороздок рифлей) предотвращает проскальзывание пальцев руки при завинчивании детали. На чертеже указывают, согласно ГОСТ 21474—75, тип рифления (прямое или сетчатое) и его шаг, выбираемый из ряда: 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0 (последний только для сетчатого). Угол рифления, отличный от 45°, указывается на изображении.
При обработке или контроле деталей типа тел вращения в центровые отверстия детали входят центры станка или приспособления, на которых установлена деталь. Если в изготовленной детали требуется наличие центровых отверстий, то их отмечают условным знаком ᐸ, с указанием на полке обозначения по ГОСТ 14034—74. Если центровые отверстия в готовом изделии недопустимы, то наносят знак ⵏᐸ. Пример условного обозначения центрового отверстия формы А диаметром d = 2 мм:
Отв. центр. А2 ГОСТ 14034– 74.
Ребро жёсткости – это элемент детали, который нужен для повышения механических характеристик, позволяют уменьшить сечения отдельных элементов детали, снизить напряжения в местах сопряжения стенок различного сечения, повысить устойчивость и прочность конструкций. Толщина ребер жесткости у их основания должна быть равной толщине основной стенки детали.
Клин — элемент в виде призмы, рабочие поверхности которого сходятся под острым углом. Наиболее распространены клиновые зажимные механизмы. Они позволяют закреплять деталь непосредственно или через прижимные планки и рычаги. Для обеспечения самоторможения угол клина не должен превышать 6 градусов.
Эксцентриковые зажимы являются разновидностью клина (криволинейные клинья) и выполняются в виде секторов, дисков, цилиндров, рабочая поверхность которых может быть очерчена по окружности, по логарифмической или архимедовой спирали. Эксцентриком принято называть только сам диск (вал) со смещённой осью вращения, а созданные на его основе механизмы и приспособления, как правило, носят самостоятельные названия. Наибольшее распространение получили круглые эксцентриковые зажимы
Канавка – это протяженное углубление на поверхности детали различной траектории и, как правило, простого поперечного сечения. Канавки предназначены для разделения поверхностей с разной характеристикой обработки, для выхода режущего инструмента при изготовлении детали или для обеспечения определенных условий при сборке и эксплуатации. Канавки используют для подвода, распределения и удержания смазки. Некоторые канавки предназначены для фиксации уплотнений различной формы. Траектория канавки может быть самой разной: по прямой, по кольцу, по винтовой линии и др.
Например в машиностроении используются канавочные (щелевые) уплотнения.
Щели концентрических проточек заполняют пластичной смазкой. Образуемый затвор препятствует вытеканию масла и ограничивает проникновение посторонних веществ извне.
Применять щелевые уплотнения рекомендуется для узлов, работающих в сравнительно чистой окружающей среде. Щелевые уплотнения не обеспечивают полной герметизации, их целесообразно применять в комбинации с уплотнениями другого типа.
Для лучшего удержания смазки канавки делают в крышке корпуса и на валу. Канавочные уплотнения применяют для подшипниковых узлов, работающих при скоростях до 5 м/сек и консистентной смазке. Температура разжижения смазки, заполняющей щели, должна быть выше рабочей температуры узла, чтобы не было вытекания масла из щели.
Канавки очень полезны в комбинации с, уплотнениями другого типа.
Кольцевая канавка выполненная на внешней цилиндрической или конической поверхности называется проточкой. На основных изображениях проточки, как правило, дают с упрощениями, а их действительные формы и размеры раскрывают выносными элементами.
Пазом называется канавка с прямолинейной траекторией. Пример условного обозначения Т-образного направляющего паза шириной а= 18 мм и полем допуска Н8: Паз Т-образный 18Н8 ГОСТ 1574—91. Формы поперечного сечения пазов могут быть довольно сложными. Пазы служат для подвижного соединения деталей друг с другом. Прорезью называется узкая канавка прорезающая насквозь стенку детали.
Шпоночное соединение (шпоночный паз 10 JS9) предназначено для закрепления и передачи крутящего момента от вала на колесо или же наоборот. Шпонка позволяет это осуществить, сохраняя при этом возможность разъемного соединения деталей. Обычно в соединение ставят по одной шпонке. При передаче большого крутящего момента могут быть поставлены две или три шпонки через 180 – 120°. Шпонки всех основных видов стандартизированы. Размеры шпонок выбираются в зависимости от диаметра вала по таблицам стандарта. Чертежи на шпонки не выполняют, а все необходимые данные указывают в спецификации в разделе «Стандартные изделия».
Шлицевые соединения (шлицевой паз) предназначаются, как правило, для передачи крутящего момента, например от вала на звездочку или наоборот. При этом возможно еще дополнительное перемещение звездочки вдоль оси. В зависимости от формы профиля различают соединения с прямобочными, эвольвентными и треугольными шлицами.Условное обозначение шлицевого соединения на учебном чертеже (рис. 8.10) должно быть следующим:
где n – элемент центрирования* ;
d – внутренний диаметр;
D – внешний диаметр; b – ширина зуба вала.
В конце обозначения указывается номер стандарта (например, d –
8×36×42×7 ГОСТ 1139–80).
Риска (штрих) линия в виде продольного узкого углубления с закругленным или плоским дном, наносимая на изделие при разметке его под обработку сверлением, строжкой, фрезеровкой или чертилкой слесарной для точной разметки, измерительные шкалы приборов и т.д. Номенклатура подобных деталей достаточно велика, поэтому конструкцию и оформление чертежа рассмотрим только на наиболее характерных их представителях.
Шлицем называется прорезь на головке винта, в которую вставляется конец отвертки при ввертывании и вывертывании винта. Шлицы выполняют также на шлицевых гайках, вращение которых производят соответствующими ключами.
Если у вас есть, что добавить по теме, не стесняйтесь. Как и всегда, если есть какие-то вопросы, мысли, дополнения и всё такое прочее, то добро пожаловать в комментарии к этой записи.
Если у вас есть необходимость в создании высококачественного чертежа ISO, DIN, ANSI, ЕСКД или трехмерной модели в Автокад, Компас 3D? Можно связаться и поддерживать со мной связь с помощью электронной почты указана в профиле или заполните форму и я свяжусь с вами. Мы детально обсудим ваш проект. Я разрабатываю индивидуальные решения в точном соответствии с вашими потребностями. Также дополнительно осуществляю подбор производителей, фабрик, поставщиков комплектующих в любой точке мира.