Часто задаваемые вопросы о сетках для трафаретной печати
Как можно узнать, вызван ли дефект оттиска неправильным выбором сетки или чем-то другим?
Дефекты оттиска из-за качества сетки встречаются, но не так часто как, вызванные неправильным выбором сетки, ее натяжением или технологией печати. Некачественное плетение сетки даст отпечатки нитей на больших заливках или пятна заметные на световых коробах. Наиболее вероятны дефекты оттиска, такие как искажение, смазывание, пачканье сетки — результат неправильного натяжения сетки или выбора трафарета/экспозиции и т.д.
Какое оптимальное натяжение сетки?
Хорошие результаты печати для большинства задач, можно получить при уровне натяжения 20-25 Н/см. Высокоточная печать с малыми допусками может потребовать более высокого уровня натяжения, в то же время при печати на цилиндрических издеиях, например контейнерах, потребуется меньший уровень натяжения. Более важно, чтобы при многоцветной печати, натяжение на всех рамках было одинаково (разница в пределах ±1Н/см). Ваше оборудование для натяжения сетки, рамы и печатное оборудование будут определять какое натяжение вы сможете получить для поставленных задач.
Что можно сказать о чрезмерном натяжении сетки?
Чрезмерное натяжение не является такой часто встречающейся проблемой, как недостаточное натяжение, но это также влияет на печать и может привести к разрушению сетки. С увеличением натяжения, уменьшается толщина сетки и увеличивается размер ячейки. Это приведет к увеличению слоя краски на изделии, вам решать — хорошо это или плохо. При превышении порога текучести происходит разрушение «эластичной памяти» поэтому натяжение не должно достигать этого порога. При этом сетка не будет физически разрушена, но потеряет свойства держать натяжение во время печати или при перенатяжке.
Сколько времени нужно подождать, прежде чем приклеить сетку к раме или зафиксировать на раме-роллере?
Необходимо провести некоторые тесты. LE сеткам необходимо меньше времени, чем обычным полиэстерным. Многие печатники находят, что сетки можно приклеивать сразу, но если вы заинтересованы в минимальной потери натяжения после приклеивания, тогда придерживайтесь следующих правил:
Слегка натяните сетку и уменьшите натяжение по углам. Натяните 4-5 раз сетку с приращением 1Н/м в секунду с пятиминутными паузами между натяжками. Это должно занять около 30 минут. Очень большие рамы могут требовать большего времени для достижения нужного результата. Для высокоточных работ (многоцветная растровая печать) мы советуем дать сетке постоять 24 часа перед печатью, независимо от типа сетки.
Что такое быстрое натяжение и для всех ли типов сетки это подходит?
После того как были разработаны сетки из LE полиэстера, стало возможным использовать метод быстрого натяжения за счет сокращения времени «релаксации» сетки. Ряд проведенных экспериментов показал, что сетка может быть натянута до рабочего уровня за один раз. Этот способ натяжения «за один раз» должен использоваться только с LE полиэстерными сетками.
Какова формула подбора сетки для растровой печати?
Существует определенная зависимость между линеатурой растра (lpi) и номером сетки. Чем выше линеатура растра, тем мельче растровые точки особенно в подсвеченных и затененных областях дизайна. Минимальный номер сетки (дюймовый) должен быть в 3.5 раза больше величины линеатуры растра. Например, для линеатуры 65 lpi минимальный номер сетки должен быть 230 (90 метрический). Не забудьте учитывать толщину нити, влияющую на диапазон печати. Более тонкие нити позволяют получить лучшую резолюцию в подсвеченных и затененных областях.
Всегда ли я должен ослаблять углы при натяжке сетки?
Да, особенно когда уровень натяжения больше 20Н/см и всегда при использовании сетки с номерами больше 305 (120 метрический) или с тонкими нитями. Неослабленные углы могут привести к разрыву сетки.
Окрашенные и неокрашенные сетки. В чем разница?
Сетки предлагаются в двух цветах: золотисто-желтом (янтарном) и белом. В зависимости от номера, сетки могут быть как в обоих, так и в каком-нибудь одном из этих цветов. Цвет, прежде всего, влияет на разрешающую способность трафарета и на время экспозиции. Белая сетка, как и любая белая поверхность, хорошо отражает свет, что приводит к уменьшению времени экспонирования. Окрашенные сетки требуют более длительной экспозиции, так как желтый цвет поглощает УФ излучение. Время экспозиции увеличивается примерно на 25%, но значительно улучшается разрешающая способность за счет уменьшения нежелательного отражения. Окрашенные сетки настоятельно рекомендуются для растровой и высокодетальной печати. Белые сетки рекомендуются использовать для некритичных работ и, как правило, с малыми номерами (крупные сетки).
Какой критерий при выборе сетки более важен: номер сетки или диаметр нити?
Всегда рассматривайте различные параметры, включая и толщину сетки, но номер сетки — наиболее важный параметр. Более мелкие сетки изготавливаются из более тонких нитей, по сравнению с крупными сетками, что позволяет получить высокую детализацию оттиска. Многие краски требуют использования сеток определенного диапазона номеров, поэтому всегда следуйте рекомендациям производителей красок. Если рекомендованный номер сетки не подходит для выполняемой работы, возможно, придется изменить один из параметров, например, уменьшить линеатуру растра.
В каком направлении печатать — вдоль рулона или поперек рулона?
В не зависимости от печати — растровой или плашечной, печатать нужно в одном направлении. Мы рекомендуем печатать по возможности в направлении «поперек рулона».
Сетки для шелкографии, свойства и методы натяжения
Для получения качественного результата в трафаретной печати существует много важных составляющих, одно из которых, самое важное — это печатная форма (рама с натянутой на нее сеткой). Речь пойдет о правильном выборе сеток в шелкографии.
Наиболее часто проблемы возникают при низком уровне натяжения сетки, в результате чего сокращается срок эксплуатации сетки, ухудшается качество оттиска и замедляется процесс работы.
Неравномерность натяжения сетки по площади рамки приводит к искажению изображения (оттиска) и цветопередачи. Различная степень натяжения на рамках при многоцветной печати приводит к трудностям цветосовмещения и другим проблемам печати. Именно поэтому значение правильного выбора сетки и натяжения не может быть приуменьшено. Рассмотрим некоторые параметры сеток и способы их натяжения.
Параметры сеток для трафаретной печати
Из всего выбора сеток для шелкографии, представленных сегодня на рынке, остановимся на монофиламентных полиэстерных (monofilament polyester) сетках, так как именно они в наибольшей степени отвечают требованиям современной трафаретной печати. Сетки описываются следующими характеристиками: номер сетки (mesh count), диаметр нити (thread diameter), размер ячейки (mesh opening) / открытое пространство (open area), толщина сетки (fabric thickness), свойства нити.
Номер сетки (mesh count)
Количество нитей на сантиметр или количество нитей на дюйм (2.54 см). Например, номер 120 нитей/см = 305 нитей/дюйм (120*2.54=305). Дюймовые размеры сеток широко используются в США. Измерения проводятся в обоих направлениях: вдоль рулона и поперек. Неправильный выбор номера сеток приводит к проблемам с оттиском: зубчатый край, муар и потеря детализации.
Диаметр нити (thread diameter)
Измеряется в микронах. Обычно фирмы производители указывают номинальный диаметр. Это означает, что диаметр измерен перед процессом плетения сетки. В результате последующей финишной обработки сетки диаметр нити может увеличиться до 5 микрон.
Размер ячейки (open area)
Расстояние между двумя соседними нитями в обоих направлениях, измеренное в микронах.
Открытое пространство (open area)
Процентное отношение площади открытого пространства к площади занятого нитями. Процесс плетения сетки и финальной обработке оказывает влияние на профиль открытой ячейки, которая выглядит как квадрат с слегка утолщенными сторонами, поэтому размер ячейки измеряют посередине (между параллельными нитями).
Размер ячейки (mesh opening) и открытое пространство (open area) — очень важные показатели. Например, сетка 230 нитей/дюйм с диаметром нитей 48 мкм имеет открытое пространство 32%, а сетка с таким же номером 230 нитей/дюйм, но с диаметром нитей 40 мкм имеет открытое пространство 41%, таким образом, вы можете контролировать толщину слоя краски на изделии.
Толщина сетки (fabric thickness)
Главный фактор определения толщины слоя краски, который можно достигнуть с данной сеткой.
Свойства нитей
Монофиламентные полиэстерные нити или волокна, как их называют производители, экструдированы из нагретой полиэфирной смолы в одиночную нить перед вытяжкой к точному диаметру нити. Процесс экструдирования приводит к молекулярному выравниванию. В конечном счете, нить становится эластичной и приобретает «память», означающее, что нить может быть растянута под воздействием усилия и вернется в статическое (нейтральное) положение после снятия усилия. Эта «эластичная память» имеет порог (предел текучести) после которого нить не способна держать натяжение. Существует еще один показатель — механическая прочность при растяжении, превысив который, сетка будет механически разрушена. Свойства эластичности или эластичная память сетки определяется в процессе производства сетки на фабрике. После плетения, процессы окончательной обработки сетки закладывают пределы эластичности сетки на растяжение в обоих направлениях.
Два вида нити получили наибольшее распространение:
Разница заключается в ограничении силы натяжения, достижения уровня натяжения и способности стабильно удерживать натяжение. Стандартные нити теряют натяжение сильнее, по сравнению с LE нитями. LE нити обеспечивают лучшую эластичную память за счет выравнивания молекулярной структуры полиэстера, в результате сетка имеет большую стойкость к натяжению и гибкость. Уровень натяжения, который можно достигнуть для LE сеток на 8-10 Н/см больше чем для обычных. LE сетки прочнее и имеют выше точку текучести. Если вы уже используете или только собираетесь использовать LE сетку, давайте рассмотрим, какой тип системы для натяжения вы используете, так как это сказывается на конечном результате. Некоторые системы имеют ограничения по возможностям и не всегда способны обеспечить должное натяжение для LE сеток.
Системы для натяжения сеток
Обычно системы для натяжения включают в себя: системы с несколькими механическими или пневматическими захватами (от 4-х и более), рамы-роллеры. Все эти устройства имеют как плюсы, так и минусы, однако некоторые из них более совместимы с рекомендуемыми методами натяжения сеток. Существует три основных метода натяжения: ступенчатое, быстрое, импульсное, которые мы рассмотрим ниже.
Системы с несколькими захватами (от 4-х и более)
Главное отличие между механическими и пневматическими системами это способность последних растянуть сетку одновременно сразу в четырех направлениях, что позволяет добиться разницы в уровне натяжения в пределах 2 Н/см в продольном и поперечном направлении. Как мы увидим позже, пневматические системы незаменимы в одном из самых новых методов натяжения — импульсном.
Системы с несколькими захватами (от 4-х и более) используются с жесткими рамами, стороны которые предварительно выгибают, для того чтобы достичь максимального натяжения и уменьшить потери натяжения, так как после того как сетка приклеена к рамке, усилие натяжения сетки может прогнуть рамку и натяжение может уменьшиться. После того как сетка приклеена к рамке ее невозможно будет «подтянуть», поэтому растягивайте сетку до максимально возможного уровня, не достигая порога текучести. Все производители сеток рекомендуют определённые уровни натяжения для каждого номера своих сеток. Эти рекомендации должны быть неукоснительно соблюдены.
Рамы-роллеры
Получили очень широкое распространение в шелкографии, так как совмещают в себе как натяжное устройство, так и саму раму. Одно из главных преимуществ рам-роллеров — это возможность подтянуть сетку и компенсировать уровень натяжения, потерянный во время работы.
рамы-роллеры натягивают сетку за счет поворачивания роллеров ключами. Существуют также специальные столы с захватами, управляемыми пневматикой, которые поворачивают роллеры, что позволяет равномерно растянуть сетку в четырех направлениях. При натяжке необходимо также ослаблять углы.
Подробнее о рамах-роллерах см. здесь.
Плоские самонатягивающиеся рамы
Имеют встроенный механизм внутри металлических стенок рамы. Недостатком этих рам является неравномерное натяжение сетки на углах, поэтому дизайн необходимо располагать не ближе 5-15 см от внутренних краев рамки, в зависимости от размера рамки. Необходимо перед натяжением, закрепив сетку зажимами, ослабить углы, нажатием пальца в каждом углу. Это будет уменьшать риск повреждения сетки во время натяжки. Как у всех механических систем, у таких рам имеется еще один недостаток — невозможность растянуть сетку одновременно в четырех направлениях.
Методы натяжения сеток трафаретных печатных форм
Существует несколько различных методов натяжения сеток, основная задача которых, достигнуть максимального уровня с минимальными потерями натяжения, после того как процесс натяжки завершен, а также, особенно, после процесса печати. С рамами-роллерами дело обстоит проще, так как всегда можно компенсировать ослабление сетки поднатяжкой. Не так хорошо обстоит дело с рамами, к которым сетка должна приклеиваться. Многие современные методы натяжения базируются на использовании систем с несколькими механическими или пневматическими захватами.
Ступенчатое натяжение
Наиболее распространенный способ при котором достигается стабилизация и уменьшается потеря натяжения перед печатью. Сетка сначала растягивается до начального уровня, затем «отдыхает» некоторое время. Этот процесс повторяется до пяти раз, пока оптимальное натяжение не будет достигнуто. Этот способ долгое время был самым эффективным для получения качественного натяжения, однако, недостатком его является длительное время процесса натяжки, что не всегда хорошо.
Быстрый способ
Сокращает время натяжки. Этот способ применяется в течение последних пяти лет, но он не универсален, так как не подходит для большеформатных рам, требующих уровня натяжения более 19 Н/см.
Импульсный метод
Новая концепция, которая совмещает в себе преимущества как ступенчатого, так и быстрого метода натяжки. Рекомендован только для систем с несколькими пневматическими захватами, которые могут растягивать сетку одновременно в четырех направлениях.
Процедура натяжки выглядит так:
1. Сначала удостоверьтесь, что размер куска сетки достаточен для вашей рамы. Разместите сетку поверх рамы (разматывая рулон вдоль длинной стороны рамы) и заправьте ее в фиксаторы.
2. Ослабьте сетку на углах, это будет предотвращать разрыв. Убедитесь в одинаковом расстоянии между последним пневматическим зажимом и концом рамы на обоих сторонах угла. Удерживая сетку, с усилием проведите пальцем по сетке от угла в направлении центра, по крайней мере, на 2.5 см и затем надавите вниз. Рамы небольшого размера требуют большего ослабления на углах, так как из-за небольшого размера сетки усилие на углах намного больше.
3. Натяните сетку до Уровня 1 (см. справочную таблицу производителя сеток). Производители сеток обычно заявляют три уровня натяжки сеток. Убедитесь, что давление воздуха распределено равномерно вдоль и поперек.
4. Проверьте с помощью тензометра (ньтонометра) натяжение сетки вдоль и поперек в центре рамы. Затем проверьте натяжение на углах. Разница должна составлять 1-2 Н/см. Если натяжение на углах значительно выше или непропорционально ниже, ослабьте или подтяните углы.
5. Ослабьте натяжение до нуля. Сетка должна постоять некоторое время. После «релаксации» сетку необходимо подтянуть в фиксаторах, так как она немного растянулась. Это необходимо применять всякий раз, когда вы работаете с рамами более 60″ (150 см) или когда зажимы проскальзывали во время натяжки. Проверьте установку сетки и стопорных зажимов, чтобы предотвратить проскальзывание сетки.
6. Верните натяжение до Уровня 1 и увеличить натяжение не более чем на 2 Н/см (для сеток с номером более 200 нитей/дюйм проверьте натяжение в центре и углах).
7. Снова кратковременно ослабьте сетку.
8. Растяните сетку до уровня п.6 и увеличьте натяжение не более чем на 2 Н/см.
9. Снова ослабьте сетку.
10. Снова растяните сетку до уровня, достигнутого в п.8
12. Растяните сетку до уровня предыдущей натяжки. Имейте в виду, что уровень натяжения сетки должен отличаться от начального не более чем на 5 Н/см.
13. Вы можете приклеить сетку к раме или повторить цикл ослабления-натяжения еще один раз. Конечное натяжение после обрезки сетки будет на 2-3 Н/см меньше.
Основная идея импульсного натяжения состоит в том, чтобы дать короткое время для релаксации сетки для хорошей и быстрой стабилизации. Этим способом сетку можно натянуть менее чем за 5-10 минут. Импульсный метод применяется для рам любых размеров, но наиболее эффективен для рам большого размера (более 48″ / 122 см длиной). Сетка натянутая таким способом более стабильна, чем при быстром натяжении.
Увеличение срока службы сетки трафаретной сетки
Некоторые проблемы оттиска, связанные с низким натяжением сетки, включают потерю детализации, пачканье сетки, смазанное или двойное изображение, муар.
Низкое натяжение может привести к порче сетки от ракеля и контрракеля и существенно снизить производительность. Это может быть причиной затруднения регенерации трафарета, если краска проникла в трафарет в результате чрезмерного давления ракеля, которое часто происходит от слабого натяжения сетки.
Вдобавок к правильному натяжению имеются другие моменты, которые влияют на срок службы сетки. Используйте только вещества, рекомендованные для работы с сеткой, чистите и обезжиривайте сетку перед использованием, остерегайтесь применять абразивы, которые ослабляют нити сетки.
Старайтесь удалить трафарет сразу после окончания печати для уменьшения необходимости применения haze remover (вещество для удаления пятен после удаления трафарета) которое травит волокна. Обратите внимания на моменты, которые показывают, что расстояние между сеткой и столом (off-contact) слишком велико:
Значение сетки не может быть приуменьшено и правильный выбор техники натяжения будет увеличивать срок службы трафарета.
Азбука шелкографии: параметры трафаретных сеток
Технология трафаретной печати за последние годы расширила свои границы, и сегодня этот способ воспроизведения изображений уже не воспринимается полиграфистами только как метод отделки офсетных оттисков глянцевым УФ-лаком. Его возможности и преимущества по достоинству оценены многими технологами и руководителями типографий, оснастивших свои предприятия трафаретным оборудованием.
Впрочем, далеко не все типографии, имеющие в своем арсенале трафаретное оборудование, в полной мере используют возможности этой технологии, обедняя себя и своих заказчиков. Одной из основных причин такого положения дел можно назвать недостаток «трафаретной грамотности» среди технологов и печатников. Причем пробелы обнаруживаются не только в тонких нюансах технологии, но даже в ее основах.
Как показывает практика, даже специалисты тех типографий, в которых давно используется трафаретная печать для лакирования офсетной продукции, не всегда хорошо ориентируются в параметрах трафаретных сеток и зависимости от них характеристик оттисков.
Трафаретная технология имеет принципиальное отличие от офсетной – она заключается в особой конструкции печатной формы, основой которой является ситовая ткань или, проще говоря, сетка.
Разумеется, конструкция печатной формы и основные принципы трафаретной технологии сегодня ни для кого не секрет. И, конечно, для любого полиграфиста очевидно, что от правильности выбора характеристик и качества изготовления печатной формы самым непосредственным образом зависит результат печати, и что исправить в печатном процессе ошибки, допущенные при изготовлении формы, невозможно. Это прописная истина, и все же далеко не во всех типографиях, использующих трафаретную технологию, эта истина воплощена в практику.
Такая ситуация весьма распространена и обусловлена, главным образом, недостаточной осведомленностью технологов-офсетчиков в вопросах шелкографии вообще и технологии формного процесса в частности. Этой статья открывает серию публикаций, посвященных материалам, оборудованию и технологии изготовления трафаретных печатных форм.
Основа
Итак, основа основ трафаретной печати – сетка. Диапазон используемых в графической печати сеток лежит в очень широких пределах – от 10-12 до 180-200 нит./см. Трафаретная технология начинается с выбора сетки и от правильности этого выбора зависит результат печати. Качество оттисков, четкость воспроизведения печатающих и пробельных элементов, разрешающая способность формного и печатного процессов, определяющая воспроизводимую линиатуру растра, получение всевозможных специальных эффектов, яркость и насыщенность красок – все это заложники грамотного выбора сеток.
Для того, чтобы не ошибиться в выборе, прежде всего, необходимо научиться определять параметры сеток и понять взаимосвязь между ними и факторами печатного процесса, влияющими на характеристики оттисков. Почти все параметры сеток заложены в их артикулах, а те характеристики, которые явно не описаны в артикуле, можно найти в таблицах технических характеристик.
Сегодня на российском трафаретном рынке наибольшую популярность и распространение получили сетки двух крупнейших мировых производителей: SEFAR (Швейцария) и SAATI (Италия).
История компании SEFAR насчитывает уже более 170 лет. Бесспорно, это весьма солидный возраст для фирмы, позволивший ей накопить немалый опыт в производстве сеток. Годом рождения фирмы считается 1833, когда Pierre A. Dufour основал компанию по производству сит для просеивания муки «Dufour&Co». В середине 19 в. технология трафаретной печати с использованием ситовых тканей была еще на заре своего развития, несмотря на то, что изобретению Юзенсая Миосаки к тому времени минуло уже более 100 лет.
В те далекие времена техника и технологии развивались куда медленнее, чем сегодня, и столетиями почти не претерпевали изменений. В те годы трафаретные печатники не были избалованы широким ассортиментом специальных материалов и для изготовления печатных форм использовали сетки для просеивания. В 1930 г. все мануфактуры компании, а к тому времени она представляла собой объединение шести швейцарских ткацких фабрик и называлась «SST Thal», были оснащены ткацкими станками, и ручные операции плетения сит были механизированы. Наращивая производственные мощности и оснащаясь все более производительным и технологичным оборудованием, в 1950 г. компания начала производство специально предназначенных для трафаретной печати сеток из мультифиламентного шелкового волокна. В этом году была изготовлена первая трафаретная сетка линиатурой 90 нит./см из натурального шелка, а уже через 5 лет компания начала производство сеток из полиамидного мультифиламентного волокна. Безусловно, для технологии шелкографии это был большой шаг вперед.
 Десятилетие за десятилетием шла модернизация техники и усовершенствование технологии, и развитие шелкографии было неразрывно связано с развитием ткацкого производства. Современные технологии позволяют сегодня ткать сетки из полимерных волокон до 200 нит./см, обеспечивая равномерность плетения с точностью до 3%.
Десятилетие за десятилетием шла модернизация техники и усовершенствование технологии, и развитие шелкографии было неразрывно связано с развитием ткацкого производства. Современные технологии позволяют сегодня ткать сетки из полимерных волокон до 200 нит./см, обеспечивая равномерность плетения с точностью до 3%.
В научно-исследовательском центре SEFAR постоянно ведутся исследования и разработки, направленные на усовершенствование технологии трафаретной печати во всех областях ее применения, а в современнейшем учебном центре компании обучаются специалисты всего мира.
Собственные инновационные технологии позволяют с уверенностью назвать SEFAR одним из ведущих производителей трафаретных сеток в мире. О контроле качества, внедренном на производстве, стоит сказать отдельно: равномерность плетения полотна, параметры сеток и их стабильность на всех квадратных километрах строго контролируется операторами в процессе плетения, затем каждый рулон подвергается аппаратной проверке в отделе контроля качества, где проводятся замеры количества нитей в единице длины, толщины нитей и размера ячеек в долевом и поперечном направлении, а также стабильность сеток к растяжению и прочность на разрыв.
Параметры сеток, как уже было отмечено, зашифрованы в артикулах, напечатанных на обрезной кромке каждого рулона через каждый метр, таким образом, вся информация о характеристиках сеток доступна печатникам и операторам формных процессов в типографиях. На рис. 2 – фотография кромки сетки с напечатанным артикулом. Рассмотрим на этом примере, как расшифровать информацию о параметрах сетки, содержащуюся в артикуле.
 Итак, перед нами сетка SEFAR PET 1500 165/420-31 Y PW. Это одна из самых популярных сеток, используемых для печати УФ-красками. Что же означают все эти буквенные и численные обозначения?
Итак, перед нами сетка SEFAR PET 1500 165/420-31 Y PW. Это одна из самых популярных сеток, используемых для печати УФ-красками. Что же означают все эти буквенные и численные обозначения?
Слово SEFAR в расшифровке не нуждается, поэтому пойдем сразу дальше: PET 1500 – наименование марки сетки, сотканной из полиэфирного монофиламентного волокна и подвергшейся специальной физико-химической обработке, обеспечившей повышенную гидрофильность ее поверхности, проходимость краски сквозь ячейки и адгезию копировальных слоев прямых эмульсий и капиллярных пленок.
Обработка сетки – последний этап ее производства – стала применяться сравнительно недавно. Это ноу-хау фирмы, результат труда специалистов научного центра SEFAR. Маркой PET 1500 на складах компании и дистрибуторов во всем мире замещается марка PET 1000 – полиэфирная сетка, имеющая те же параметры, но без специальной обработки.
Гидрофильность сеток
Гидрофильность сеток – очень важная характеристика, отвечающая за равномерность нанесения копировального слоя (эмульсии или капиллярной пленки), которая, в свою очередь, является важнейшим критерием качества печатной формы. Хорошо известно, что сетки перед нанесением эмульсии необходимо тщательно обезжирить. Смысл этой операции – придание поверхности сетки максимальной гидрофильное™.
При работе с сетками PET 1000 эта операция является очень важным этапом формного процесса, и если ей не придавать достаточного значения, копировальный слой получается неровным, с проколами и дефектами, известными печатникам под названием «рыбий глаз». С использованием марки PET 1500 вероятность появления этих дефектов сведена к минимуму.
По-прежнему не стоит отказываться от операции обезжиривания, так как она позволяет очистить сетку от пыли и возможных загрязнений, полученных в процессе транспортировки и натяжки, но гидрофильность ее поверхности даже без обезжиривания на порядок выше, чем у необработанных сеток марки PET 1000. А вот в операции шерохования, которой необходимо подвергать необработанные сетки перед началом их использования, при работе с сетками PET 1500 нет необходимости.
Шерохование специальной абразивной пастой призвано обеспечить максимальное сцепление копировального слоя с поверхностью нитей сеток. PET 1000 нуждается в этой операции, так как поверхность нитей этой марки сеток очень гладкая, и адгезия эмульсионного слоя может быть недостаточной, чтобы обеспечить необходимую тиражеустойчивость формы. PET 1500 уже в процессе производстве приобретает хорошую способность сцепления с эмульсией и обеспечивает высокую тиражеустойчивость печатным формам без операции шерохования. PET 1500 также обеспечивает максимально свободное протекание краски сквозь ячейки, что позволяет получить более равномерную толщину красочного слоя, чем при работе с PET 1000 или с другими необработанными сетками.
Численные обозначения
Численные обозначения 165/420-31 – это номер сетки и, пожалуй, самая важная информация о ней, которая, собственно, и является основанием для ее выбора. Первое число обозначает количество нитей на сантиметр длины, как в продольном, так и в поперечном направлении, то есть ее частоту, число после косой черты – количество нитей на дюйм, а число после точки – диаметр каждой нити в микрометрах.
Таким образом, перед нами сетка, имеющая 165 нит./см или 420 нит./дюйм, и толщина каждой ее нити составляет 31 мкм. Толщина нитей и частота плетения сетки определяет также некоторые другие важные параметры, не описанные в артикуле, но которые всегда доступны в таблицах технических характеристик ситовых тканей. Это размер ячейки сетки, ее толщина, коэффициент открытой поверхности и теоретический красочный объем. Все эти параметры необходимо учитывать при выборе сетки.
Частота ситовой ткани (число нитей на сантиметр) определяет разрешающую способность формного и печатного процессов, то есть минимальный размер печатающих и пробельных элементов. Чем выше линиатура сетки, то есть чем чаще расположены нити, тем меньше размер пробельных элементов, сформированных в копировальном слое, способных удержаться на нитях.
Линиатура сетки
Линиатура сетки и диаметр ее нитей определяют размер ячеек – расстояние между соседними нитями утка и основы, – который, в свою очередь, определяет дисперсность пигментов краски или других частиц, содержащихся в красках или лаках (глиттеров, световозвращающих шариков, фритты и других). Точнее, наоборот, дисперсность пигмента или частиц должна определять выбор сетки по размеру ячеек.
Если сетка выбрана без учета размера частичек, которые должны проникнуть сквозь нее в процессе печати, это может привести к тому, что эти частички окажутся больше, чем ячейки сетки, и не будут проходить сквозь них на запечатываемый материал, и процесс печати превратится в процесс фильтрации. Этот эффект довольно часто наблюдается при нанесении лаков с глиттерами, когда сетка выбрана неправильно, без учета размера частиц глиттера.
В нашем примере размер ячейки составляет 23 мкм, и это значит, что такую сетку нельзя использовать для нанесения низкодисперсных красок или паст и, тем более глиттеров. Для них надо выбирать низколиниатурные сетки с размерами ячеек, соответствующими размерам частиц. Есть еще один аспект выбора сетки в соответствии с размерами ячеек: тип краски. Если работа предполагается с краской или лаком УФ-отверждения, которые не сохнут на сетке в процессе печати, рекомендуется выбирать сетки с малым размером ячеек. При работе с красками на сольвентной основе необходимо иметь в виду, что они, подсыхая на сетке, имеют тенденцию блокировать маленькие ячейки, что приводит к непропечаткам.
Коэффициент открытой поверхности
Еще одна немаловажная характеристика сетки, являющаяся следствием совокупности линиатуры и толщины нити, – коэффициент открытой поверхности. Это расчетная величина, представляющая собой отношение суммарной площади ячеек к общей площади сетки, выраженное в процентах. Коэффициент открытой поверхности показывает, какая доля всей площади сетки приходится на открытые ячейки, через которые проникает краска или лак. Для нашей сетки – это 14,5%. Только 14,5% всей площади сетки пропускают лак или краску, остальные же 85,5% приходятся на нити, препятствующие проникновению лака на запечатываемый материал. Для низковязких текучих УФ-красок этих 14,5% достаточно, но сольвентными красками печатать с такой сетки мы не рекомендуем. Обычно для растровой печати сольвентными красками рекомендуется использовать сетку 140-34, у которой коэффициент открытой поверхности 19,4% или 150-31 с коэффициентом 23,3.
Теоретический объем краски
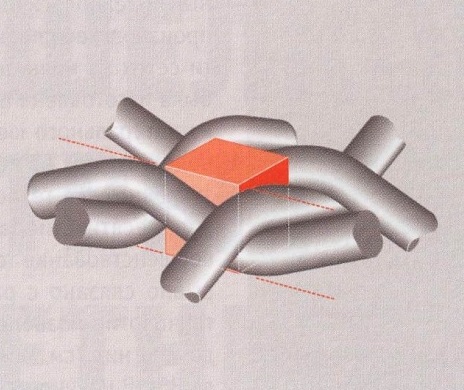 Еще один важный параметр сетки, вытекающий из ее линиатуры и диаметра нитей. На рисунке схематично показана ячейка сетки, в которую вписан куб, представляющий собой свободный объем ячейки, заполняемый краской. Если принять, что краска, заполнившая этот объем вся осталась на запечатываемой поверхности, мы получим, что этот объем и есть количество краски пропускаемое данной сеткой.
Еще один важный параметр сетки, вытекающий из ее линиатуры и диаметра нитей. На рисунке схематично показана ячейка сетки, в которую вписан куб, представляющий собой свободный объем ячейки, заполняемый краской. Если принять, что краска, заполнившая этот объем вся осталась на запечатываемой поверхности, мы получим, что этот объем и есть количество краски пропускаемое данной сеткой.
После информации о толщине нитей мы видим два буквенных »6означения: Y и PW. Они информируют нас о цвете сетки и ее плетении. Y – это первая буква слова YELLOW и означает она, разумеется, что эта сетка желтого цвета.
Цвет сетки
Цвет сетки – отнюдь не элемент эстетического восприятия. Он имеет принципиальное значение для процесса изготовления печатных форм и самым непосредственным образом влияет на их качество. SEFAR производит сетки белого и лимонно-желтого цветов. Белая сетка обозначается буквой W (white). Во время экспонирования эмульсионного слоя, нанесенного на сетку, актиничный УФ-свет частично преломляется и частично отражается, встречаясь с поверхностями нитей и его направление меняется. То есть свет рассеивается внутри сетки, в результате чего, если сетка белая, происходит подкопирование эмульсии под печатающими элементами фотоформы.
Печатающие элементы уменьшаются в размерах, их края получаются нечеткими, часто это приводит к формированию пилообразного края печатающих и пробельных элементов на форме. При использовании желтой сетки светорассеяние также происходит, только свет, прошедший через нити или отразившийся от них, окрашивается в желтый цвет и уже не является актиничным для копировального слоя, сохраняя четкость краев печатающих элементов. Очевидно, что в случае использования желтых сеток необходимо увеличивать время зкспонирования.
Сплетения сеток
Последнее обозначение в артикуле – PW – аббревиатура, расшифровывающаяся как PLANE WAVE, что в переводе значит – холщовое плетение.
Существует два вида сплетения сеток, используемых при их производстве:
Саржевое плетение – характеристика, главным образом, высокономерных сеток. Оно используется в тех случаях, когда номер сетки, то есть количество нитей на сантиметр длины и толщина нити выходят за пределы технологической возможности холщового плетения. Например, сетки марки PET 1500 с номерами 165-34,180-31,190-31 имеют саржевое плетение только потому, что современная технология ткацкого производства не позволяет пропустить нити утка таких толщин при такой их частоте через каждую нить основы. Сетки 165 и 180 нит./см с более тонкими нитями – 31 и 27 мкм соответственно – имеют холщовое плетение. Более высокономерные сетки (190 и 200 нит./см) плетутся только саржевым способом. Поэтому не всегда оправдан выбор максимального номера сеток, даже если необходимо воспроизводить на оттисках очень тонкие штриховые элементы или изображения с высокой линиатурой растра, так как более качественное воспроизведение изображения получится с использованием сетки холщового плетения.
Описать подробно все нюансы выбора сеток для изготовления трафаретных печатных форм и все факторы, на которые влияют параметры сеток в рамках одной статьи невозможно. Но мы надеемся, что эта статья поможет полиграфистам, осваивающим технологию трафаретной печати, сориентироваться в огромном ассортименте ситовых тканей и не ошибаться в их выборе.