Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
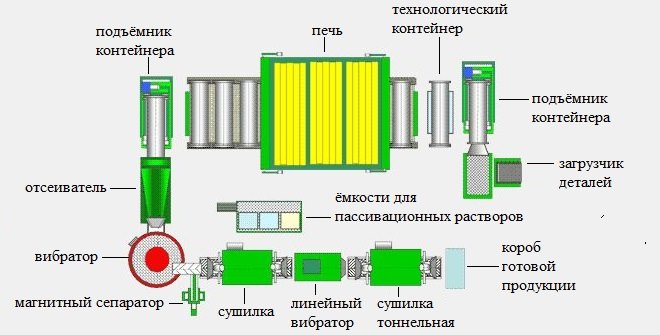
Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
Термодиффузионное цинкование деталей из металла, технология процесса
Цинкование давно используется для защиты металлов от воздействия атмосферных и агрессивных сред. Разработано множество способов нанесения цинкового слоя. Но сравнительно недавно стала применяться технология термодиффузионного цинкования. Кроме коррозионной защиты, обработанные детали стойки к механическим и электрохимическим повреждениям.
Суть процесса
Термодиффузия представляет собой процесс проникновения атомов цинка в поверхностный слой металла, происходящий под действием высокой температуры в восстановительной или инертной газовой среде.
Рабочая температура зависит от толщины покрытия и варьируется в пределах 280°С-470°С. Внедряясь, в кристаллическую решетку металла,
цинк создает на поверхности защитный слой толщиной в несколько микрон. Процесс протекает в газовой среде водорода.
Выбор в качестве антикоррозионной защиты пал на цинк неслучайно. Находясь на стальной поверхности, он распространяется по ней со скоростью 2 мм в год, но при температуре окружающей среды 70 °С. Такое свойство позволяет затягивать поверхностные микроповреждения.
Практика показывает, что этот способ более перспективен и имеет свои достоинства.
Технология процесса
Термодиффузионное цинкование технологический процесс которого разбит на шесть последовательных операций. Строгое следование по маршруту залог получения качественного результата.
Достоинства и недостатки
На протяжении применения метода антикоррозионной защиты были выявлены характерные для него черты. Термодиффузионное цинковое покрытие обладает рядом достоинств, среди которых выделяются:
На фоне достоинств у метода есть и недостатки:
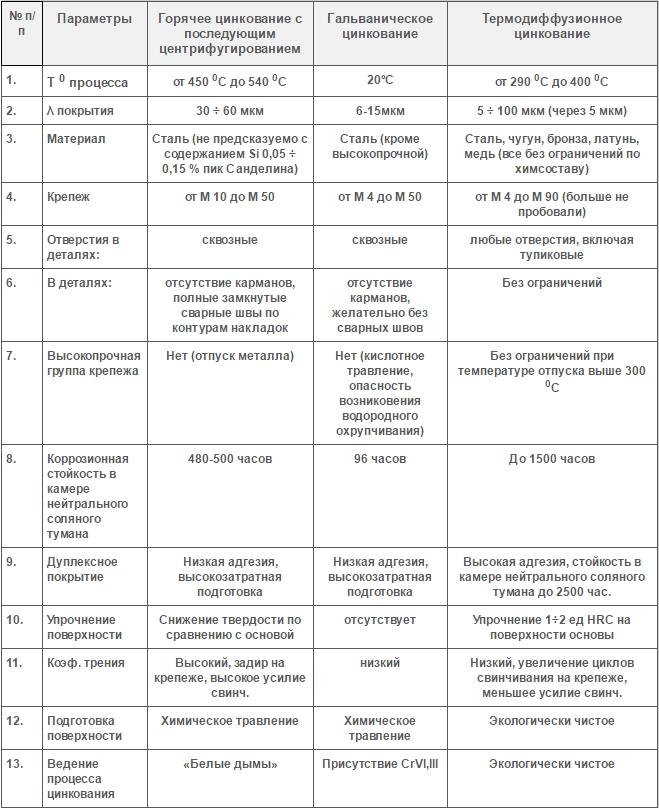
Оцинкование деталей различными методами и проведенный сравнительный анализ показал следующие данные.
| № п.п. | Метод цинкования | |||
| Горячее | Гальваническое | Термодиффузионное | ||
| 1 | Температурный режим протекания процесса, °С | 450–540 | 20 | 280–470 |
| 2 | Толщина нанесенного слоя, мкм | 30–60 | 6–15 | 5–100 |
| 3 | На какой материал наносится | Сталь с незначительным содержанием кремния | Сталь (ограничение для высокопрочных марок) | Черные металлы и сплавы на основе меди |
| 4 | Размер обрабатываемых метизов | М10–50 | М4–50 | М4–90 |
| 5 | Типы обрабатываемых отверстий | Сквозные | Сквозные | Сквозные, глухие |
| 6 | Ограничения по обработке | Карманы, сплошные сварные швы | Карманы, отсутствие сварных швов | Без ограничений |
| 7 | Закаленный крепеж | Не подлежит обработке (температура протекания процесса близка к низкому отпуску) | Не подлежит обработке (кислотная обработка, повышение водородной хрупкости) | Без ограничений |
| 8 | Стойкость к солям (лабораторный тест), час | 500 | 96 | 1500 |
| 9 | Свойства покрытия | Сниженная адгезия, ресурсозатратная подготовка | Сниженная адгезия, ресурсозатратная подготовка | Адгезия высокая |
| 10 | Твердость | Снижается | Отсутствует | Плюс 1…2 HRC |
| 11 | Коэффициент трения | Повышенный | Пониженный | Пониженный при выкручивании |
| 12 | Подготовка к нанесению покрытия | Химическая | Химическая | Нейтральная |
| 13 | Испарения вовремя цинкования | Обильное дымовыделение | Выделение хрома | Отсутствие дымовыделения |
Сфера использования
Этот способ обработки создает однородный слой даже в труднодоступных местах. Микронная толщина слоя позволяет обрабатывать мелкие детали. Термодиффузионному цинкованию подвергают:
Оборудование для термодиффузионного цинкования
В промышленных масштабах производимое термодиффузионное цинкование оборудование используется механизированное, а сам процесс максимально автоматизирован. Используемые агрегаты:
Требования к защитному слою
К покрытию предъявляются строгие требования. ГОСТ предусматривает отсутствие следующих дефектов на поверхности деталей после термодиффузионного цинкования:
В современных условия этот вид антикоррозионной защиты считается эффективным и экономически целесообразным.
Что такое термодиффузионное цинкование
Защита металла от коррозии и износа
Описание технологического процесса и оборудования

Суть технологии термодиффузионного цинкования состоит в образовании на поверхности металлоизделия нового сплава или интерметаллида сложной фазовой структуры с высоким содержанием цинка. Детали и фирменная цинк-насыщенная смесь (далее по тексту фирменный порошок) загружаются в специальный контейнер (реторту), которая далее помещается в специальную муфельную печь.
Далее обеспечивается равномерный, рассчитанный по времени разогрев контейнера с деталями и фирменным порошком.
Формирование термодиффузионного покрытия
Во время процесса формирования покрытия контейнер с деталями все время находится в процессе вращения, что обеспечивает хорошее и равномерное перемешивание деталей с насыщающей смесью и последующую однородность покрытия по всей поверхности каждой детали.
После завершения процесса оцинкованные детали проходят через пассивационный раствор.
Принципиально новым в нашей технологии цинкования является:
1) фирменный порошок:
2) Уникальные пассивационные растворы, которые:
Технология нанесения термодиффузионного покрытия
Процесс нанесения покрытия представляет собой замкнутый технологический цикл, разбитый на несколько операций.
В процессе также существуют промежуточные операции по загрузке/разгрузке деталей, промывке и т.д.

Обратите внимание!
Для получения качественного антикоррозионного покрытия все технологические этапы имеют одинаково важное значение и являются равными составляющими технологического процесса.
Технология нанесения покрытия не меняется ни для одного вида деталей.
В технологии цинкования предусмотрены:
Детали из холодно-катанной стали загружаются в контейнер без предварительной обработки. Детали в масле или СОЖ нуждаются в предварительном обезжиривании.

Этап нанесения покрытия
На протяжении всего процесса цинкования, контейнер находится во вращающемся состоянии и останавливается только перед непосредственной выемкой контейнера из печи.
Толщина цинкового слоя на поверхности может варьироваться от 5 до 100 мкм.
Регулируется она только количеством насыщающей смеси, которая закладывается в контейнер вместе с деталями.
Время обработки является константой, что очень удобно для планирования производственной деятельности.
После охлаждения, контейнер разгружается и продукция поступает на стадию финишных операций.
Этап пассивации
Пассивационные растворы (для первой и второй пассивации) являются ноу-хау фирмы-производителя.
Данные растворы работают в режиме комнатных температур, в замкнутом цикле с постоянной регенерацией растворов.
Первоначально приготовленные пассивационные растворы в процессе работы требуют только необходимого технического поддержания и не связанны с системой канализации.
Пассивационные растворы не требуют перелива или слива в ходе процесса, просты и не имеют в своих составах никаких агрессивных или вредных компонентов.
Что такое термодиффузионное цинкование
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Единая система защиты от коррозии и старения
ПОКРЫТИЯ ТЕРМОДИФФУЗИОННЫЕ ЦИНКОВЫЕ
Общие требования и методы контроля
Unified system of corrosion and ageing protection. Thermodiffusion zinc coatings. General requirements and control methods
Дата введения 2007-07-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 213 «Металлические и другие неорганические покрытия» и ТК 214 «Защита изделий и материалов от коррозии»
4 ИЗДАНИЕ (июнь 2020 г.) с Поправкой (ИУС 2-2007)
Введение
Термодиффузионное цинкование поверхностей изделий предназначено для повышения их коррозионной стойкости.
Термодиффузионное цинковое покрытие является анодным по отношению к черным металлам и электрохимически защищает сталь от коррозии. Оно обладает прочным сцеплением (адгезией) с основным металлом за счет взаимной диффузии железа и цинка в поверхностных интерметаллидных фазах, поэтому не происходит отслаивания и скалывания покрытия при ударах, механических нагрузках и деформациях обработанных изделий. ГОСТ 9.302 не устанавливает метод испытания по оценке адгезии термодиффузионных цинковых покрытий. Установленные в ГОСТ 9.302 методы испытаний прочности сцепления (адгезии) цинковых покрытий широко используются и рекомендуются для оценки прочности сцепления между различными слоями термодиффузионного цинкового покрытия, однако в отдельных случаях могут оказаться более приемлемыми другие испытания, что должно быть установлено по согласованию с потребителем.
Преимущество термодиффузионной технологии покрытий по сравнению с гальваническими состоит не только в ее превосходстве по коррозионной стойкости, но и в том, что она не вызывает необратимого водородного охрупчивания металла во время процесса нанесения (непосредственно в контейнере). Обработка изделия до и после нанесения покрытия должна исключать возможность появления водородного охрупчивания. Водородное охрупчивание в высокопрочных стальных изделиях должно быть исключено, поэтому когда данное требование установлено потребителем, отсутствие водородного охрупчивания определяют в соответствии с требованиями настоящего стандарта.
Термодиффузионное цинковое покрытие точно повторяет контуры изделий, оно однородно по толщине на всей поверхности, включая изделия сложной формы и резьбовые соединения.
В связи с присутствием на поверхности покрытия примеси железа при воздействии повышенной влажности или конденсата на поверхности оцинкованного изделия может появляться бурый налет, который не является признаком появления очагов коррозии основного металла. В целях сохранения декоративных свойств и дополнительного увеличения коррозионной стойкости детали, покрытые методом термодиффузионного цинкования, подвергают последующей дополнительной обработке поверхности. Кроме того, дополнительная обработка цинковых покрытий предназначена для того, чтобы замедлить или предотвратить образование белых продуктов коррозии на поверхностях, подвергаемых воздействию атмосфер с высокой влажностью, соленой воды, морских атмосфер или циклам конденсации и высыхания.
1 Область применения
Покрытие не рекомендуется применять на изделиях, которые при работе достигают температуры 370°С и выше или контактируют с другими деталями, достигающими этих температур.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.008 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.054 Единая система защиты от коррозии и старения. Консервационные масла, смазки и ингибированные пленкообразующие нефтяные составы. Методы ускоренных испытаний защитной способности
ГОСТ 9.105 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.305 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Операции технологических процессов получения покрытий
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 9.307 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 9.308-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 9.401 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.402 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 9.407 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Метод оценки внешнего вида
ГОСТ 9.908 Единая система защиты от коррозии и старения. Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости
ГОСТ 12.3.008 Система стандартов безопасности труда. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1759.4 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний
Действует ГОСТ ISO 898-1-2014 «Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы».
ГОСТ 12601 Порошок цинковый. Технические условия
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 22356-77 Болты и гайки высокопрочные и шайбы. Общие технические условия
Действует ГОСТ 32484.1-2013 (EN 14399-1:2005) «Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Общие требования».
3 Классификация и обозначение покрытий
3.1 Классы покрытий в зависимости от толщины цинкового покрытия определяют по таблице 1.
Технология термодиффузионного цинкования
Рассматривая термодиффузионное цинкование, технология принадлежит к категории новых, но весьма перспективных направлений для дальнейшего развития. Суть метода состоит в том, что на обрабатываемую поверхность любого металла происходит нанесение специального цинкового слоя, который сможет защитить его от старения и деформации. Этот способ часто называют шерардизацией, и по стандартам ГОСТа часто применяют для образцов чугуна, стали и прочих металлов.
Особенности метода
Термодиффузионное цинкование представляет собой инновационную технологию, направленную на защиту поверхностей от быстрого старения, деформации и преждевременной коррозии. Требования, выдвигаемые к подобному методу цинкования, регламентируются ГОСТом. В его основе находится такое известное явление, как диффузия металлических молекул, которая происходит при температурах, находящихся в диапазоне 400 градусов и выше. В представленном случае происходит так, что реализуется диффузия молекул, которые беспрепятственно проникают в поверхностные слои предмета, который прошел обработку.
Применяя технологию термодиффузионного цинкования, предоставляется возможность сформировать на поверхности любого предмета из металла защитный однородный слой из высококачественного цинкового сплава. Особенность этого метода состоит в том, что он позволяет создать этот защитный слой даже в тех уголках, которые являются практически такими, к которым трудно добраться при обыкновенной обработке.

Такому процессу, выполняемому под влиянием чрезмерно высоких температур, подвергаются следующие детали:
Посредством применения данной технологии на поверхности создается достаточно тонкий слой цинка, толщина которого минимальна. Это дает возможность подвергать обработке самые миниатюрные элементы.
Плюсы методики
Несмотря на то, что методика является достаточно новой и прогрессивной, по мнению опытных специалистов имеет огромное количество плюсов, среди которых стоит выделить следующие:
Все перечисленные достоинства обусловили востребованность представленной технологии.

Недостатки
Несмотря на то, что представленная технология имеет огромное количество преимуществ, не стоит забывать и о недостатках, с которыми может столкнуться каждый, кто применяет этот метод.
Металл, который прошел обработку по этой методике, имеет низкую декоративную ценность. Это обусловлено тем, что после обработки изделие приобретает малопривлекательный внешний вид за счет слоя сероватого оттенка. Ныне же представленной проблемой занимаются специалисты, и вместе с термодиффузионным цинкованием наносят на обрабатываемую поверхность слой, который является визуально привлекательным. Иногда на этот фактор не обращают внимание, но это происходит в тех отраслях, где внешний вид конструкции совершенно не важен.
Объемы представленного производства являются достаточно ограниченными. Это связано с тем, что сам технологический процесс предусматривает обработку небольших деталей и предметов, которые могли бы поместиться в специальный защитный контейнер. Поэтому выходит так, что если деталь невозможно поместить в контейнер, то и обработку она проходить не будет. При этом стоит обратить внимание на то, что при внедрении представленной методики очень важно соблюдать меры, связанные с безопасностью и некие нюансы, так как пыль от цинка может проникать в человеческий организм и наносить ему колоссальный вред.

Термодиффузионное цинкование: этапы выполнения процедуры
Такая технология в процессе ее выполнения состоит из определенной категории этапов, которые обязательно нужно пройти, чтобы защитное покрытие было нанесено должным образом:
На последнем этапе может понадобиться дополнительная обработка поверхности материала, но только в случае необходимости.
Мы довели технологию горячего цинкования до совершенства и по праву этим гордимся. Заслужили безупречную репутацию, обзавелись большой базой постоянных клиентов, которые довольны, что выбрали нас в качестве надежного исполнителя.
Оставляйте заявку на горячее цинкование, и мы ответим на все ваши вопросы, обсудим условия выполнения работ и обязательно найдем взаимовыгодный вариант. Доверьтесь нашему профессионализму!