Проверка оборудования по точности. Стандарт предприятия
Управление процессами.
Проверка обрабатывающего оборудования на соответствие требованиям точности.
ПРЕДИСЛОВИЕ
Настоящий стандарт разработан ОГТ.
При разработке стандарта учтены требования ISO 9001, ISO/TS 16949.
СОДЕРЖАНИЕ
1 Область применения
Стандарт устанавливает комплекс мероприятий, определение круга обязанностей исполнителей, последовательность проведения работ по проверке обрабатывающего оборудования на соответствие требованиям по точности.
2 Нормативные ссылки
3 Определения
В данном стандарте предприятия использованы термины и определения, используемые в отечественных ГОСТ.
4 Обозначения и сокращения
5 Общие положения
5.1 Контроль обрабатывающего оборудования на соответствие требованиям по точности проводят с целью обеспечения стабильности качества изделий в процессе производства.
5.2 Периодические проверки оборудования на соответствие требованиям по точности должны проводиться в строго установленные сроки по специальному графику.
5.3 Проверке на соответствие требованиям по точности подлежит все металлообрабатывающее оборудование, занятое выполнением точных отделочных и финишных операций. Оборудование подвергается проверке на геометрическую точность в соответствии с ГОСТ 22267 и технологическую точность в соответствии с ГОСТ 25443.
5.4 При проверке металлорежущего оборудования на геометрическую точность определяются:
5.5 Нормы геометрической точности определяются паспортными данными металлорежущего оборудования; при отсутствии в паспорте станка данных для проверки следует руководствоваться Нормами точности, аналогичного отечественного оборудования и ГОСТами на проверку точности металлорежущего оборудования.
Проверка станков на геометрическую точность проводится соответствующей службой ОГМ после планового (или непланового) ремонта станка в соответствии с графиком ППР при замене или ремонте узлов, агрегатов, деталей, которые могут повлиять на точность оборудования.
5.6 При проверке металлорежущего оборудования на технологическую точность проверяется точность обработки деталей. При этом определяются:
5.7 Нормы технологической точности следует устанавливать по наиболее точной из закрепленных за станком операций. Нормы технологической точности не должны являться нижним пределом точности станка, при котором обеспечивается получение с него годной продукции, а должны предусматривать запас точности, соответствующий индексу воспроизводимости по рассеиванию Ср 21,33 (рассеивание относительно центра в норме), гарантирующий от возникновения брака обрабатываемых изделий в период между двумя плановыми проверками в результате естественного снижения точности станка при эксплуатации.
Индекс воспроизводимости по рассеиванию на операциях, содержащих специальные контрольные характеристики, должен соответствовать Ср 21,67.
Проверка оборудования на технологическую точность проводится в период между ППР согласно «Ведомости оборудования, подлежащего периодической проверке на соответствие требованиям по точности» и «Графика проверки оборудования на соответствие требованиям по точности».
График ППР и «График проверки оборудования на соответствие требованиям по точности» согласовываются по срокам проведения проверок.
5.8 Вновь приобретенное и вводимое в действие оборудование также проверяется на соответствие требованиям по точности.
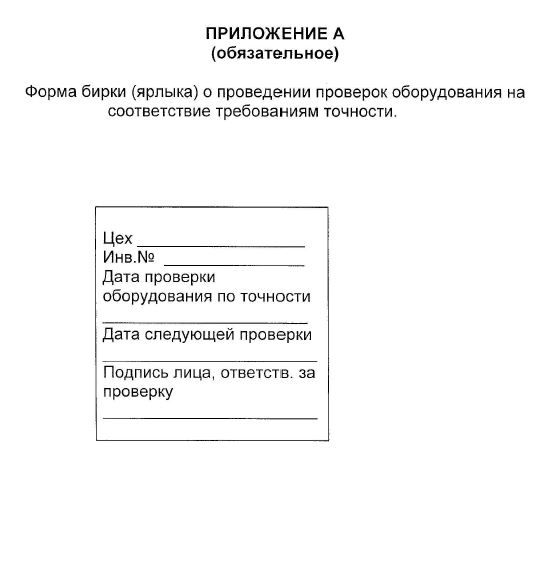
5.9 Оборудование должно быть снабжено бирками (ярлыками), в которых указывают дату последней проверки и срок очередной проверки с подписью лица ответственного за проверку (в соответствии с приложением А).
5.10 Ответственность на соответствие оборудования предъявляемым требованиям возлагается на начальника цеха.
6 Организация проверки металлорежущего оборудования на соответствие требованиям точности
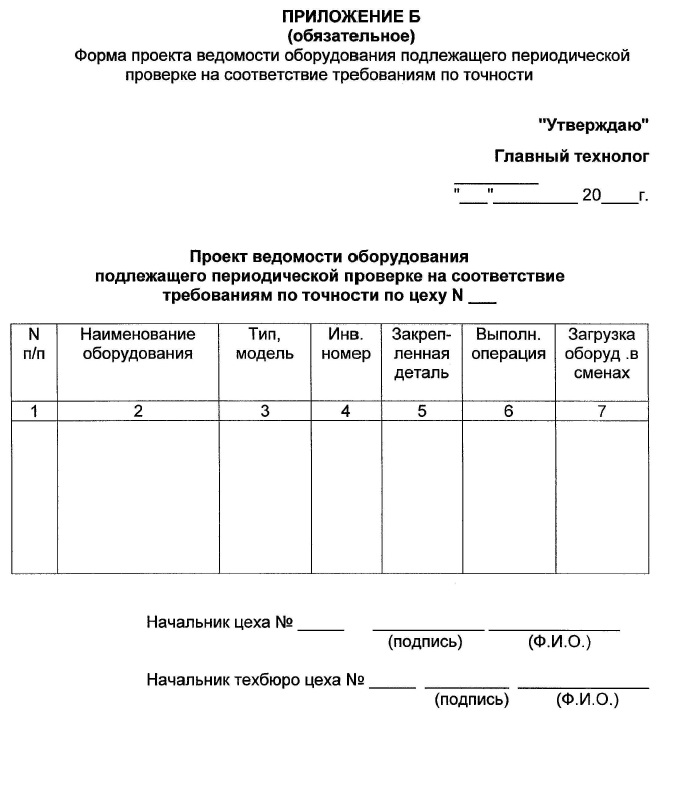
6.1 Проект ведомости оборудования, подлежащего периодической проверке на соответствие требованиям по точности составляет техбюро цеха (в соответствии с приложением 5), утверждает ее y Главного технолога и в срок не позднее 2-х месяцев до конца текущего года направляет в ОГТ.
В проекте ведомости необходимо указать наименование, тип или модель, инвентарный номер, закрепленные детали, выполняемые операции (наиболее точные) и загрузку оборудования.
При составлении проекта ведомости учитываются данные об отказах и неисправностях оборудования и данные по динамике дефектов изготавливаемых деталей.
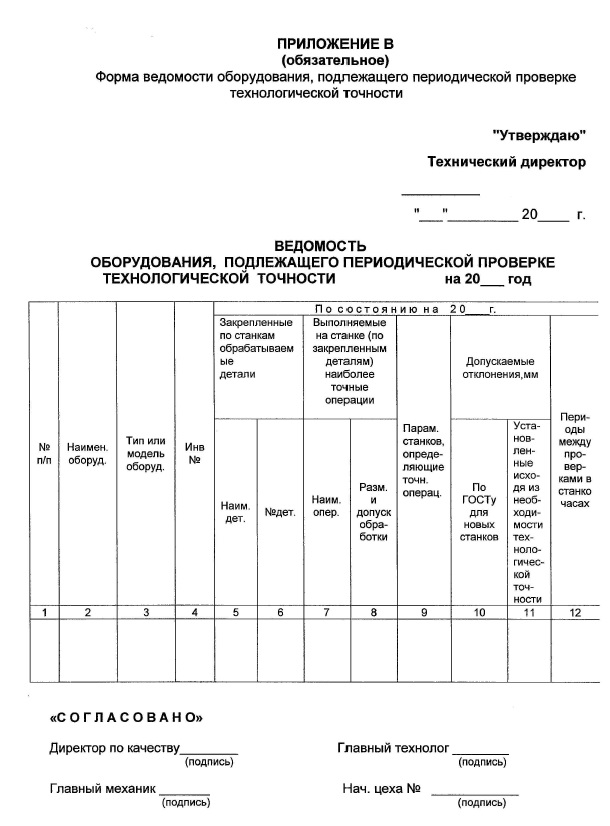
6.2 ОГТ составляет сводную ведомость оборудования, подлежащего периодической проверке технологической точности по заводу (в соответствии с приложением В), определяет совместно с ОГМ параметры станков, точность операции и период между проверками в отработанных станкочасах.
6.3 Ведомость согласовывается с начальниками соответствующих цехов, Главным механиком, Главным технологом, Директором по качеству и утверждается Техническим директором. За месяц до конца текущего года Ведомость оборудования направляется B ОГМ, ОТК и в цеха.
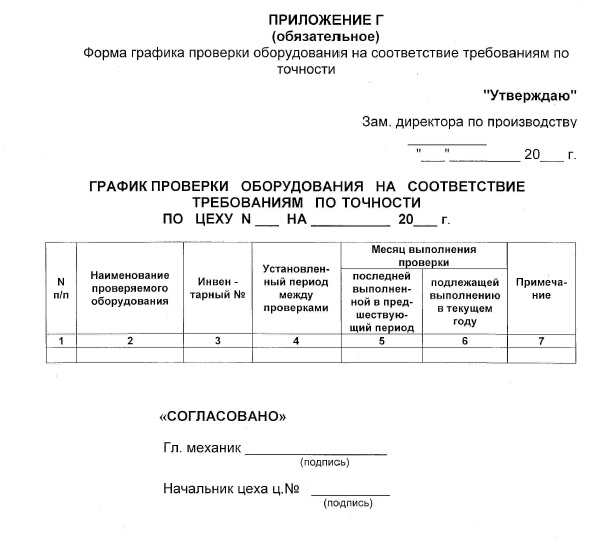
6.4 ОГМ на основе ведомости оборудования и графика ППР разрабатывает График проверки оборудования на соответствие требованиям по точности по форме настоящего стандарта (в соответствии с приложением Г), утверждает его у Зам. директора по производству и за 5 дней до планируемого периода проверки направляет в цеха и службы предприятия (ОТК, техбюро цеха, ОГТ
Проверка оборудования осуществляется комиссией в состав которой входят:
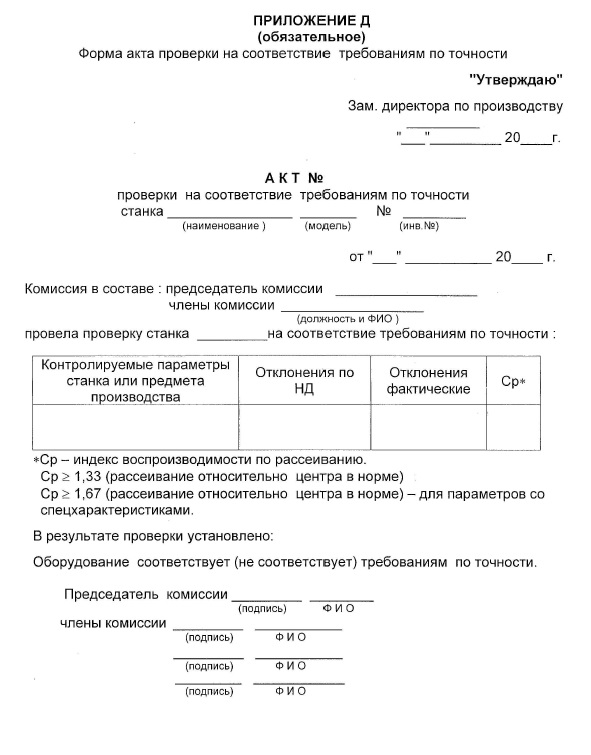
6.5 Согласно графика проверки комиссия проверяет оборудование на соответствие требованиям по точности в соответствии с НД. Результаты проверки комиссия заносит 5 Акт проверки оборудования на соответствие требованиям по точности (в соответствии с приложением Д). Акт составляется в 4-х экземплярах и направляется:
В ОГТ для изменения технологии ( при необходимости на оборудовании, не прошедшем в установленный срок проверки на соответствие требованиям по точности или показывающем при проверке снижение установленных норм прекращается изготовление продукции и ее приемка.
Право принять решение по прекращению изготовления и приемки продукции предоставляется уполномоченным в цехах и руководству предприятия.
6.6 При введении в эксплуатацию нового оборудования, которое будет занято выполнением точных отделочных и финишных операций, проводится проверка на соответствие требованиям по точности, вносятся дополнения и изменения в «Ведомость оборудования» и «График проверки оборудования».
7 Обязанности и участие служб завода и цехового персонала в проверке обрабатывающего оборудования на соответствие требованиям по точности
7.1 ОГТ обязан
7.2 Цех обязан:
7.3 ОТК обязан:
7.4 ОГМетр обязан:
7.5 ОГМ обязан:
![]()
Опубликовано Admin
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Что такое технологическая точность
Отраслевая система технологической подготовки производства
ПРАВИЛА ПРОВЕРКИ ОБОРУДОВАНИЯ НА ТЕХНОЛОГИЧЕСКУЮ ТОЧНОСТЬ
Дата введения 1989-01-01
1. УТВЕРЖДЕН УКАЗАНИЕМ Министерства тяжелого, энергетического и транспортного машиностроения от 28.12.87 N ВА-002-1/5843
2. ИСПОЛНИТЕЛИ ВПТИЭМ: И.К.Сурков; Л.А.Тихомиров; В.П.Лупеев; Г.В.Ковальская; Н.М.Евсеева (руководитель темы); Л.В.Шитикова
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
Настоящий руководящий документ (РД) распространяется на технологическое металлорежущее, литейное и кузнечно-прессовое оборудование, подлежащее проверке на технологическую точность.
РД устанавливает единый порядок организации и проведения проверки оборудования* на технологическую точность и контроля за выполнением проверки на предприятиях Министерства тяжелого, энергетического и транспортного машиностроения.
* Здесь и далее по тексту понятие »оборудование» обозначает оборудование в оснащенном состоянии:
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Проверка оборудования на технологическую точность является одним из основных элементов контроля технологической дисциплины (КТД), проводимый в соответствии с ОСТ 24.001.22-82.
1.3. Целью проверки оборудования на технологическую точность является предупреждение возможного снижения заданной технологической точности и преждевременного выхода из строя оборудования, технологической оснастки, инструмента, исключение производственного брака, предупреждение производственного травматизма, повышение организации производства и охрана окружающей среды.
1.4. Проверке на технологическую точность подлежит металлорежущее оборудование, специальное и уникальное оборудование, занятое на выполнении окончательных отделочных операций, а также литейное, кузнечно-прессовое оборудование, неточность которого может повлечь за собой брак деталей, выявляемый на окончательных операциях.
1.5. Проверка оборудования на технологическую точность должна проводиться:
1.5.1. периодически в установленные сроки;
1.5.2. при вводе оборудования в эксплуатацию;
1.5.3. при внедрении новых технологических процессов;
1.5.4. во всех случаях изготовления деталей с отступлениями от технических требований, чертежа и технологической документации, а также по требованию отдела технического контроля (ОТК) и Государственной приемки.
1.6. Следует отличать проверку оборудования на технологическую точность от проверки оборудования по нормам точности, проводимой при приемке после ремонта или монтажа и предусматривающей:
для отечественных металлорежущих станков проверку в соответствии с паспортными данными на оборудование и государственными стандартами;
1.7. Проверка оборудования на технологическую точность включает в себя выбор норм технологической точности, исходя из чертежей и технических требований на обработку закрепленных деталей, и схватывают только те отклонения форм и относительного положения линий и поверхностей оборудования, а также траектории движения его рабочих органов, которые непосредственно влияют на точность выполнения закрепленных за оборудованием технологических операций.
1.8. Нормы технологической точности оборудования следует устанавливать, исходя из допуска наиболее точной операции, выполняемой на проверяемом оборудовании.
1.9. Перед проверкой оборудования на технологическую точность следует убедиться в соответствии технологическому процессу заготовки, инструмента, приспособления, оборудования и в их исправности.
1.10. Методы выполнения проверок и применяемые приборы, контрольно-измерительные приспособления, измерительные инструменты определяются исходя из особенностей технологического процесса, конструктивных особенностей детали, приспособления, оборудования.
1.11. Объем параметров, выбираемый при проверке оборудования на технологическую точность, должен быть минимальным, но достаточным для получения необходимой достоверности результатов и принятия решения об уровне точности оборудования.
1.12. Периодичность проверок технологического оборудования определяется службами главных специалистов по видам производств, исходя из применяемых режимов обработки, требующейся точности, степени износа оборудования.
1.13. В целях сокращения простоев оборудования следует совмещать сроки проверок оборудования на технологическую точность со сроками ремонта или профилактического осмотра оборудования.
1.14. С оборудования, не прошедшего в установленный срок проверки на технологическую точность или показавшего при проверке снижение установленных норм технологической точности, ОТК предприятия приемку продукции не производит.
1.15. При несоответствии оборудования нормам технологической точности необходимо проверить элементы системы станок-приспособление-инструмент-деталь раздельно.
1.16. В случае невозможности определения значений технологической точности системы разрешается, по согласованию со службами главных специалистов и ОТК, раздельная проверка оборудования, приспособления, инструмента на геометрическую точность, при этом оборудование проверяется по паспорту или Государственному стандарту с внесением значений определяемых параметров в инструкционную карту.
1.17. При проверке оборудования на технологическую точность следует учитывать: нормы технологической точности не являются нижним пределом точности оборудования, при котором обеспечивается получение с него годной продукции. Эти нормы должны предусматривать определенный запас точности, позволяющий производить обработку закрепленных за оборудованием деталей в пределах допусков, определяемых чертежами и техническими требованиями на их изготовление и гарантирующий отсутствие брака обрабатываемых деталей в период между плановыми ремонтами.
2. ПОРЯДОК ПРОВЕДЕНИЯ ПРОВЕРОК ОБОРУДОВАНИЯ НА ТЕХНОЛОГИЧЕСКУЮ ТОЧНОСТЬ
2.1. Проверка технологической точности оборудования проводится силами и средствами предприятия.
2.2. Процесс планирования и проведения проверок ТТО должен включать в себя следующие работы:
составление и утверждение ведомости оборудования, подлежащего периодической проверке;
установление периодов и сроков проверки оборудования на технологическую точность;
составление и утверждение графиков проверки оборудования;
разработка и оформление инструкционных карт проверки оборудования;
оформление актов проверки оборудования.
2.3. Организация проверки оборудования на технологическую точность возлагается на механика цеха.
2.4. Проверку оборудования на технологическую точность проводит комиссия.
2.5. В состав комиссии должны входить специалисты службы технического контроля, технологической службы цеха, начальник участка (старший мастер участка), механик цеха.
При необходимости в состав комиссии включаются работники отделов главного технолога, главного метролога, промышленной электроники, инструментального отдела и др.
2.6. В обязанности комиссии входит:
непосредственное руководство проверками ТТО в цехе и на участке;
контроль за достоверностью результатов проверок.
2.7. При проверке ТТО должны использоваться следующие данные:
результаты ранее проводимой проверки ТТО;
результаты анализа причин дефектов изделий, обрабатываемых на данном оборудовании;
состояние оборудования и оснастки;
нормы точности и жесткости параметров оборудования, подлежащего контролю, а также методы и средства контроля;
сведения о квалификации работников и соблюдение ими технологической дисциплины.
2.8. Периодические проверки оборудования на технологическую точность должны проводиться в строго установленные графиком сроки, методами и средствами, предусмотренными соответствующей инструкционной картой.
Проверка оснастки на технологическую точность
Регламент контроля
Плановый контроль технологической точности металлообрабатывающей техники проводится по графику, который составляется согласно специальному документу – ведомости станочного оборудования. В неё заносятся сведения о периодичности технологических операций, влияющих на точность изготовления продукции. Этот документ содержит также сведения о режимах работы станков.
Проверка может носить не только плановый характер, но и выполняться при аварийных отказах оборудования. В этом случае контрольные мероприятия проводятся в соответствии с регламентами, разработанными для устранения форс-мажорных обстоятельств.
Любые проверки – как плановые, так и аварийные – проводятся при условии временного вывода машин из эксплуатации. По этой причине разработка графика контрольных мероприятий является весьма важной для планирования как производственной деятельности, так и модернизации оборудования. Остаётся добавить, что ответственным за это направление работы предприятия отвечает, как правило, главный технолог завода.
Порядок проведения проверки оборудования
Технический осмотр приспособлений производится комиссионно. Результаты технического осмотра записываются в журнале записи результатов технического осмотра оснастки.
Проверку на технологическую точность крупногабаритной оснастки в случае ее сложного демонтажа, допускается производить путем выборочных проверок деталей, изготовленных на этом приспособлении.
Техническому осмотру подлежит вся эксплуатируемая технологическая оснастка, определенная ведомостью. Технический осмотр проводится два раза в месяц, путем внешнего осмотра и замера контролируемых размеров изготавливаемой на приспособлении детали, отдельных параметров технологической оснастки, влияющих на точность изготовления детали.
Технологическая оснастка, точность которой при проверке оказалась ниже допустимой, подлежит ремонту и последующей проверке.
Также одним из важных измерений при проверке токарного станка на точность является определение точности шага ходового винта. Величина отклонения в соответствии с ГОСТ определяется с помощью следующей методики:
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Проверка оборудования на технологическую точность является одним из основных элементов контроля технологической дисциплины (КТД), проводимый в соответствии с ОСТ 24.001.22-82.
1.2. Технологическая точность оборудования (ТТО) — способность оборудования в оснащенном состоянии (станок-приспособление-инструмент-деталь) обеспечивать в течение определенного периода времени заданную точность изготовления изделия по размерам, форме и чистоте поверхностей, установленную конструкторской документацией и техническими требованиями.
1.3. Целью проверки оборудования на технологическую точность является предупреждение возможного снижения заданной технологической точности и преждевременного выхода из строя оборудования, технологической оснастки, инструмента, исключение производственного брака, предупреждение производственного травматизма, повышение организации производства и охрана окружающей среды.
1.4. Проверке на технологическую точность подлежит металлорежущее оборудование, специальное и уникальное оборудование, занятое на выполнении окончательных отделочных операций, а также литейное, кузнечно-прессовое оборудование, неточность которого может повлечь за собой брак деталей, выявляемый на окончательных операциях.
1.5. Проверка оборудования на технологическую точность должна проводиться:
1.5.1. периодически в установленные сроки;
1.5.2. при вводе оборудования в эксплуатацию;
1.5.3. при внедрении новых технологических процессов;
1.5.4. во всех случаях изготовления деталей с отступлениями от технических требований, чертежа и технологической документации, а также по требованию отдела технического контроля (ОТК) и Государственной приемки.
1.6. Следует отличать проверку оборудования на технологическую точность от проверки оборудования по нормам точности, проводимой при приемке после ремонта или монтажа и предусматривающей: для отечественных металлорежущих станков проверку в соответствии с паспортными данными на оборудование и государственными стандартами; для импортного оборудования — в соответствии с техническими характеристиками, гарантируемыми фирмой-изготовителем.
1.7. Проверка оборудования на технологическую точность включает в себя выбор норм технологической точности, исходя из чертежей и технических требований на обработку закрепленных деталей, и схватывают только те отклонения форм и относительного положения линий и поверхностей оборудования, а также траектории движения его рабочих органов, которые непосредственно влияют на точность выполнения закрепленных за оборудованием технологических операций.
1.8. Нормы технологической точности оборудования следует устанавливать, исходя из допуска наиболее точной операции, выполняемой на проверяемом оборудовании.
1.9. Перед проверкой оборудования на технологическую точность следует убедиться в соответствии технологическому процессу заготовки, инструмента, приспособления, оборудования и в их исправности.
1.10. Методы выполнения проверок и применяемые приборы, контрольно-измерительные приспособления, измерительные инструменты определяются исходя из особенностей технологического процесса, конструктивных особенностей детали, приспособления, оборудования.
1.11. Объем параметров, выбираемый при проверке оборудования на технологическую точность, должен быть минимальным, но достаточным для получения необходимой достоверности результатов и принятия решения об уровне точности оборудования.
1.12. Периодичность проверок технологического оборудования определяется службами главных специалистов по видам производств, исходя из применяемых режимов обработки, требующейся точности, степени износа оборудования.
1.13. В целях сокращения простоев оборудования следует совмещать сроки проверок оборудования на технологическую точность со сроками ремонта или профилактического осмотра оборудования.
1.14. С оборудования, не прошедшего в установленный срок проверки на технологическую точность или показавшего при проверке снижение установленных норм технологической точности, ОТК предприятия приемку продукции не производит.
1.15. При несоответствии оборудования нормам технологической точности необходимо проверить элементы системы станок-приспособление-инструмент-деталь раздельно.
1.16. В случае невозможности определения значений технологической точности системы разрешается, по согласованию со службами главных специалистов и ОТК, раздельная проверка оборудования, приспособления, инструмента на геометрическую точность, при этом оборудование проверяется по паспорту или Государственному стандарту с внесением значений определяемых параметров в инструкционную карту.
1.17. При проверке оборудования на технологическую точность следует учитывать: нормы технологической точности не являются нижним пределом точности оборудования, при котором обеспечивается получение с него годной продукции. Эти нормы должны предусматривать определенный запас точности, позволяющий производить обработку закрепленных за оборудованием деталей в пределах допусков, определяемых чертежами и техническими требованиями на их изготовление и гарантирующий отсутствие брака обрабатываемых деталей в период между плановыми ремонтами.
ПОРЯДОК ПРОВЕДЕНИЯ ПРОВЕРОК ОБОРУДОВАНИЯ НА ТЕХНОЛОГИЧЕСКУЮ ТОЧНОСТЬ
2.1. Проверка технологической точности оборудования проводится силами и средствами предприятия.
2.2. Процесс планирования и проведения проверок ТТО должен включать в себя следующие работы: составление и утверждение ведомости оборудования, подлежащего периодической проверке; установление периодов и сроков проверки оборудования на технологическую точность; составление и утверждение графиков проверки оборудования; разработка и оформление инструкционных карт проверки оборудования; оформление актов проверки оборудования.
2.3. Организация проверки оборудования на технологическую точность возлагается на механика цеха.
2.4. Проверку оборудования на технологическую точность проводит комиссия.
2.5. В состав комиссии должны входить специалисты службы технического контроля, технологической службы цеха, начальник участка (старший мастер участка), механик цеха. При необходимости в состав комиссии включаются работники отделов главного технолога, главного метролога, промышленной электроники, инструментального отдела и др.
2.6. В обязанности комиссии входит:
Инструкционная карта проверки оборудования на технологическую точность
1.3.2 Поле рассеяния контролируемого параметра по закону нормального распределения определяется в соответствии с таблицей 1;
1.3 При законе нормального распределения отклонения таких параметров, как длина, диаметр, межосевое расстояние — имеют положительные и отрицательные значения.
1.3.1 Точность и устойчивость производственного процесса, а также технологическая точность оборудования определяются двумя обобщающимися показателями:
Проверка оснастки и оборудования на технологическую точность
На каждом предприятии устанавливается единый порядок проведения проверок технологической оснастки и оборудования на технологическую точность и контроля проведения этих проверок. Одним из показателей, влияющих на качество выпускаемой продукции, является точность технологических приспособлений и оборудования, на котором изготавливается изделие. Для устранения влияния этого показателя на качество выпускаемой продукции, проводятся систематические проверки. Основной задачей проверки на технологическую точность оснастки, которая эксплуатируется производственными участками или вновь изготовленной (штампы, приспособления, кондуктора сборки и т.п.), является проверка изготовленной на этой технологической оснастке детали на соответствие конструкторской документации и технологической документации, установление причин несоответствий и их устранение. Задачей проверки оборудования является контроль соответствия измеряемых параметров точности оборудования параметрам указанным в техническом паспорте проверяемого оборудования. Проверка технологической оснастки на технологическую точность осуществляется в соответствии с :
Проверка на технологическую точность включает:
Для определения перечня оснастки по производственному участку уполномоченный специалист составляет ведомость технологической оснастки. В ведомости технологической оснастки по каждой позиции определяется периодичность проверки точности. На основании ведомости составляется график планово-периодической проверки приспособлений. В графике указываются даты проведения планово-периодической проверки технологической оснастки по плану и по факту. Приспособления, не эксплуатируемые со времени последней проверки, проверке на технологическую точность не подлежат и в графике ставится запись «не эксплуатировались». При проведении планово-периодичесой проверки технологической оснастки на технологическую точность необходимо:
Результаты планово-периодической проверки оснастки записываются в графике. Делается отметка о состоянии проверенной оснастки (удовлетворительное, необходим ремонт, эксплуатации и ремонту не подлежит). Проверку на технологическую точность крупногабаритной оснастки в случае ее сложного демонтажа, допускается производить путем выборочных проверок деталей, изготовленных на этом приспособлении. В случае использования технологических приспособлений, не прошедших проверку на технологическую точность или имеющих отклонения от установленных документацией требований, отделу технического контроля предоставляется право прекращения приемки изготовляемой продукции. Техническому осмотру подлежит вся эксплуатируемая технологическая оснастка, определенная ведомостью. Технический осмотр проводится два раза в месяц, путем внешнего осмотра и замера контролируемых размеров изготавливаемой на приспособлении детали, отдельных параметров технологической оснастки, влияющих на точность изготовления детали. Технический осмотр приспособлений производится комиссионно. Результаты технического осмотра записываются в журнале записи результатов технического осмотра оснастки. Технологическая оснастка, точность которой при проверке оказалась ниже допустимой, подлежит ремонту и последующей проверке. Проверка оборудования на технологическую точность осуществляется в соответствии с:
Проверка оборудования должна установить, соответствует ли точность взаимодействия отдельных узлов оборудования паспортным техническим данным и не влияет ли его состояние на точность производимых деталей. Проверка оборудования планируется и производится на основании ведомости оборудования при средних и капитальных ремонтах согласно графика планово-предупредительного ремонта. Проверка оборудования на точность планируется с учетом состояния и важности оборудования. Кроме планируемых проверок предусматривается проведение внеочередных проверок в случае, когда имеются неточности изготовления деталей не по вине оснастки. Виды, методы проверок и нормы точности для каждого оборудования устанавливаются его паспортными данными. >Образец СТП «Проверка оборудования по точности»
Методика оценки оборудования на технологическую точность
1.1 Перед проведением работ по статистическому анализу точности оборудования проверяется состояние оборудования, инструментальной оснастки и устанавливаются режимы согласно технологической документации. 1.5.4 В графу 4 заносятся вертикальными штрихами все значения частот ni — количество деталей, входящих в выборку, размеры которых попали в данный интервал.
При законе нормального распределения отклонения таких параметров, как длина, диаметр, межосевое расстояние — имеют положительные и отрицательные значения.
Инструкционная Карта Проверки Оборудования на Технологическую Точность|инструкционная Карта Проверки на Технологическую Точность|карта Проверки Оборудования на Технологическую Точность
1.4.2 Количество интервалов зависит от объема выборки, размаха и требуемой точности исследования. При малом количестве интервалов расчет может оказаться не точным, большое количество интервалов увеличивает объем работ. Как малое число интервалов, так и большое, искажает внешний вид кривой опытного распределения. Рекомендуется количество интервалов брать не менее 6 и не более 20.
Для определения среднего квадратического отклонения при n>20 используются данные в соответствии с таблицей A3 (приложение А):
1.4.4 По размаху и принятому количеству интервалов определяется длина интервала:
Значение функции Ф(t) определяется согласно приложения В. Для закона Максвелла величину площади под кривой в долях находим по формуле:
Точность и устойчивость производственного процесса, а также технологическая точность оборудования определяются двумя обобщающимися показателями.
1.6 Для расчета среднего арифметического Х и среднего квадратического S составляется расчетная таблица согласно данных таблицы 2.
Одним из показателей, влияющих на качество выпускаемой продукции, является точность технологических приспособлений и оборудования, на котором изготавливается изделие. Для устранения влияния этого показателя на качество выпускаемой продукции, например опоры освещения, проводятся систематические проверки.
На каждом предприятии устанавливается единый порядок проведения проверок технологической оснастки и оборудования на технологическую точность и контроля проведения этих проверок.
Управление процессами. Проверка обрабатывающего оборудования на соответствие требованиям точности.
ПРЕДИСЛОВИЕ
Настоящий стандарт разработан ОГТ.
При разработке стандарта учтены требования ISO 9001, ISO/TS 16949.
1 Область применения
Стандарт устанавливает комплекс мероприятий, определение круга обязанностей исполнителей, последовательность проведения работ по проверке обрабатывающего оборудования на соответствие требованиям по точности.
2 Нормативные ссылки
3 Определения
В данном стандарте предприятия использованы термины и определения, используемые в отечественных ГОСТ.
4 Обозначения и сокращения
5 Общие положения
5.1 Контроль обрабатывающего оборудования на соответствие требованиям по точности проводят с целью обеспечения стабильности качества изделий в процессе производства.
5.2 Периодические проверки оборудования на соответствие требованиям по точности должны проводиться в строго установленные сроки по специальному графику.
5.3 Проверке на соответствие требованиям по точности подлежит все металлообрабатывающее оборудование, занятое выполнением точных отделочных и финишных операций. Оборудование подвергается проверке на геометрическую точность в соответствии с ГОСТ 22267 и технологическую точность в соответствии с ГОСТ 25443.
5.4 При проверке металлорежущего оборудования на геометрическую точность определяются:
5.5 Нормы геометрической точности определяются паспортными данными металлорежущего оборудования; при отсутствии в паспорте станка данных для проверки следует руководствоваться Нормами точности, аналогичного отечественного оборудования и ГОСТами на проверку точности металлорежущего оборудования.
Проверка станков на геометрическую точность проводится соответствующей службой ОГМ после планового (или непланового) ремонта станка в соответствии с графиком ППР при замене или ремонте узлов, агрегатов, деталей, которые могут повлиять на точность оборудования.
5.6 При проверке металлорежущего оборудования на технологическую точность проверяется точность обработки деталей. При этом определяются:
5.7 Нормы технологической точности следует устанавливать по наиболее точной из закрепленных за станком операций. Нормы технологической точности не должны являться нижним пределом точности станка, при котором обеспечивается получение с него годной продукции, а должны предусматривать запас точности, соответствующий индексу воспроизводимости по рассеиванию Ср 21,33 (рассеивание относительно центра в норме), гарантирующий от возникновения брака обрабатываемых изделий в период между двумя плановыми проверками в результате естественного снижения точности станка при эксплуатации.
Индекс воспроизводимости по рассеиванию на операциях, содержащих специальные контрольные характеристики, должен соответствовать Ср 21,67.
Проверка оборудования на технологическую точность проводится в период между ППР согласно «Ведомости оборудования, подлежащего периодической проверке на соответствие требованиям по точности» и «Графика проверки оборудования на соответствие требованиям по точности».
График ППР и «График проверки оборудования на соответствие требованиям по точности» согласовываются по срокам проведения проверок.
5.8 Вновь приобретенное и вводимое в действие оборудование также проверяется на соответствие требованиям по точности.
5.9 Оборудование должно быть снабжено бирками (ярлыками), в которых указывают дату последней проверки и срок очередной проверки с подписью лица ответственного за проверку (в соответствии с приложением А).
5.10 Ответственность на соответствие оборудования предъявляемым требованиям возлагается на начальника цеха.
6 Организация проверки металлорежущего оборудования на соответствие требованиям точности
6.1 Проект ведомости оборудования, подлежащего периодической проверке на соответствие требованиям по точности составляет техбюро цеха (в соответствии с приложением 5), утверждает ее y Главного технолога и в срок не позднее 2-х месяцев до конца текущего года направляет в ОГТ.
В проекте ведомости необходимо указать наименование, тип или модель, инвентарный номер, закрепленные детали, выполняемые операции (наиболее точные) и загрузку оборудования.
При составлении проекта ведомости учитываются данные об отказах и неисправностях оборудования и данные по динамике дефектов изготавливаемых деталей.
6.2 ОГТ составляет сводную ведомость оборудования, подлежащего периодической проверке технологической точности по заводу (в соответствии с приложением В), определяет совместно с ОГМ параметры станков, точность операции и период между проверками в отработанных станкочасах.
6.3 Ведомость согласовывается с начальниками соответствующих цехов, Главным механиком, Главным технологом, Директором по качеству и утверждается Техническим директором. За месяц до конца текущего года Ведомость оборудования направляется B ОГМ, ОТК и в цеха.
6.4 ОГМ на основе ведомости оборудования и графика ППР разрабатывает График проверки оборудования на соответствие требованиям по точности по форме настоящего стандарта (в соответствии с приложением Г), утверждает его у Зам. директора по производству и за 5 дней до планируемого периода проверки направляет в цеха и службы предприятия (ОТК, техбюро цеха, ОГТ
Проверка оборудования осуществляется комиссией в состав которой входят:
6.5 Согласно графика проверки комиссия проверяет оборудование на соответствие требованиям по точности в соответствии с НД. Результаты проверки комиссия заносит 5 Акт проверки оборудования на соответствие требованиям по точности (в соответствии с приложением Д). Акт составляется в 4-х экземплярах и направляется:
В ОГТ для изменения технологии ( при необходимости на оборудовании, не прошедшем в установленный срок проверки на соответствие требованиям по точности или показывающем при проверке снижение установленных норм прекращается изготовление продукции и ее приемка.
Право принять решение по прекращению изготовления и приемки продукции предоставляется уполномоченным в цехах и руководству предприятия.
6.6 При введении в эксплуатацию нового оборудования, которое будет занято выполнением точных отделочных и финишных операций, проводится проверка на соответствие требованиям по точности, вносятся дополнения и изменения в «Ведомость оборудования» и «График проверки оборудования».