Специальные характеристики ДВС
Специальные характеристики включают в себя все остальные виды характеристик, которые не относятся к рассмотренным
К специальным характеристикам относят:
— Характеристика холостого хода. Зависимость Gт отn при работе ДВС на холостом ходу;
— Мощность нетто. Внешняя скоростная х-ка ДВС с регуляторной ветвью в полной комплектации (со всеми работающими системами и механизмами двигателя, необходимыми для его работы). Для ДВС поставляемых на экспорт;
— Детонационная характеристика. Зависимость угла опережения зажигания при начале детонации от частоты вращения или нагрузки;
— Характеристика механических потерь ДВС. Зависимость мех. потерь от Т, n и др.;
— Характеристики параметров работы отдельных систем двигателя (производительность или потребляемая мощность систем смазки, охлаждения и др.);
— Пусковые характеристики дизеля. Зависимость времени пуска от Т, n и др.;
— Характеристики токсичности и дымности ОГ. Зависимость токсичности и дымности ОГ от нагрузки, частоты вращения, состава смеси и т.п.;
— Индикаторные диаграммы. Зависимость давления газов в цилиндре от угла поворота вала.
Специальные характеристики ДВС.
| Холостого хода | Мощность нетто |
 |  |
| Механических потерь | Детонационная х-ка |
 |  |
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Специальные характеристики двигателей
К специальным характеристикам двигателей относятся:
2) – вибрационная (шумовая);
5) – продолжительности пуска и прочие.
Детонационная характеристика двигателя. Она снимается в процессе доводки новых, а также модернизации существующих конструкций карбюраторных двигателей с целью установления зависимости от угла опережения зажигания, октановых чисел бензина, а также частоты вращения на детонацию.
Характеристики следует снимать при полной нагрузке и четырёх скоростных режимах, включающих минимальную, а также номинальную частоту вращения. В роли бензина применяются эталонные смеси, имеющие различное октановое число.
Результаты испытаний переводятся в первичные детонационные характеристики, в основе которых лежит зависимость углов опережения зажигания на границе детонации (выражается характерными детонационными стуками) от частоты вращения [рис. 1]. Согласно графика для топлива с различным октановым числом при аналогичной частоте вращения углы опережения зажигания, при которых проявляется начало детонации, различны. При увеличении угла опережения зажигания возрастают антидетонационные требования к топливу.
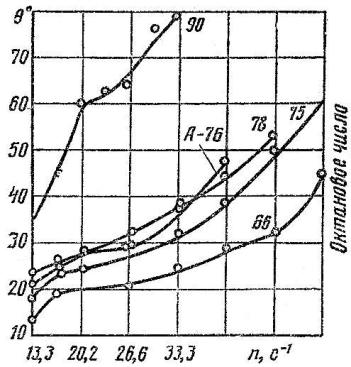
Рис. 1. Детонационная характеристика двигателя.
Вибрационные (шумовые) характеристики двигателя. В процессе испытания двигателей определяются общие уровни звука (дБА), а также уровни звукового давления в октановых полосах частот (дБ). Оценка вибраций двигателей осуществляется путём измерения среднеквадратичных общих уровней вибраций и составляющих частотных спектров в третьоктавных полосах.
Значительное увеличение шумности и виброактивности произошло из-за форсирования двигателей по нагрузке (pe) и частоте вращения (n).
Токсические характеристики двигателя снимают с целью определения содержания окиси углерода (CO), углеводородов (CxHy), окислов азота (NOx) сажи и прочих вредных элементов в отработавших газах в зависимости от нагрузки и частоты вращения. В отработавших газах дизельных двигателей удельное содержание окиси углерода (CO) в десять раз меньше, чем у карбюраторных двигателей, а углеводородов (CxHy) – в четыре раза.
Пусковые характеристики дизельного двигателя [рис. 2]. Они характеризуют продолжительность прокручивания коленвала при пуске от электростартера. Проведение испытаний должно происходить при трёх или более температурных значениях окружающей среды, между собой отличающейся не менее чем на 5 град. Цельсия, и четырёх скоростных режимах. Пуск двигателя при этом должен выполняться не более чем с трех попыток (продолжительность попытки до 20 с, перерыв – 1-1,5 мин).
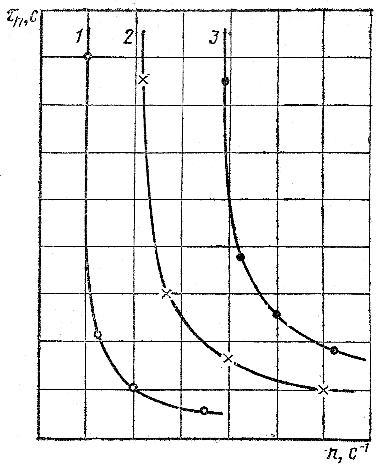
Рис. 2. Пусковые характеристики дизельного двигателя (1; 2; 3) при различных tокр=const.
Характеристики продолжительности пуска двигателя [рис. 3] определяются для дизельных двигателей, оснащённых пусковым двигателем. Пуск двигателя следует выполнять при трёх значениях температуры окружающей среды (разность не менее 5 град. Цельсия). Продолжительность пуска должна быть не более 5 минут.
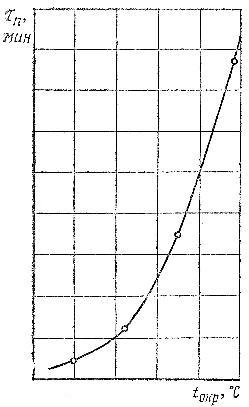
Рис. 3. Характеристика продолжительности пуска дизельного двигателя.
СПЕЦИАЛЬНЫЕ ХАРАКТЕРИСТИКИ
3.1.12 специальные характеристики (special characteristic): Характеристики продукции или параметры процесса производства, которые могут повлиять на безопасность или соответствие обязательным требованиям, пригодность, выполнение функции, рабочие характеристики или последующую обработку продукции.
3.1.12 специальные характеристики (special characteristic): Характеристики продукции или параметры процесса производства, которые могут повлиять на безопасность или соответствие обязательным требованиям, пригодность, выполнение функции, рабочие характеристики или последующую обработку продукции.
Смотри также родственные термины:
3.1.12. специальные характеристики ( special characteristic ): Характеристики продукции или параметры процесса производства, которые могут повлиять на безопасность или соответствие обязательным требованиям, пригодность, выполнение функции, рабочие характеристики или последующую обработку продукции.
3.3.3.15 специальные характеристики продукции : Характеристики продукции, которые могут повлиять на ее безопасность или соответствие регламентам, функциональную пригодность, рабочие характеристики или последующую обработку продукции.
3.3.3.16 специальные характеристики процесса : Параметры производственного процесса, отклонения которых от установленных целевых значений могут оказать значительное негативное влияние на специальную характеристику продукции или последующую обработку продукции.
Специальные термины и определения, не приведенные в настоящем стандарте и используемые в группе стандартов СТО Газпром 9004, устанавливаются в данных стандартах.
КУЛЬТУРА КЛЮЧЕВЫХ (СПЕЦИАЛЬНЫХ) ХАРАКТЕРИСТИК ПРОДУКЦИИ И ПРОЦЕССОВ
Цель определить ключевые (значимые) с точки зрения клиента показатели и процессы и УДЕЛЯТЬ особое внимание при проектировании конструкции и технологии возможным ДЕФЕКТАМ, влияющим на них.
· Ключевой показатель качества продукции – тот показатель, невыполнение требований к которому ведет к значительным потерям: безопасность и функционирование изделия.
· Ключевые процессы – те, которые формируют ключевые показатели качества продукции.
Ключевые показатели (процессы) в свою очередь делятся на две группы: критические и значимые.


Методология, применяемая на уровне производственных рабочих мест!
· Error Proofing означает Предотвращение (Предупреждение) ошибок, в результате которых возникают дефекты.
Что такое ошибка и дефект?
Дефект – результат любого отклонения продукта от спецификации, который может привести неудовлетворенности клиента
Классификация дефектов:
· Продукт не соответствует конструкторской или технологической спецификации
· Продукт не удовлетворяет ожиданиям (внутреннего или внешнего) потребителя
Ошибка – любое отклонение от спецификации процесса производства.
· Не всякая ошибка приводит к возникновению дефекта
· Не может быть дефекта без первоначально возникшей ошибки
· Результат ошибки проявляется в форме возникшего дефекта


Почему важно не допускать (предотвращать) дефекты?
Дефекты – это потери:
-à Излишние затраты сил, времени и денег!
Три основных элемента:
· специальные процедуры с жесткой последовательностью операций
· делегирование полномочий сотрудникам
Основные направления:
· Предотвращение ошибок, способствующих возникновения дефектов
· Обнаружение дефектов и немедленное выполнение действий, предотвращающих возникновение новых дефектов
Понятие о ключевых показателях и характеристиках




![]()
![]()
Понятие ключевых характеристик (показателей) является новым для нашей технической культуры. В отечественной нормативной документации (ЕСКД, ЕСТД и др.) нет требований по их установлению и формализации. Получается, например, что если на чертеже детали имеется 38 показателей (размеры; требования к твердости, шероховатости и др.), то все они имеют одинаковую важность, значимость. Хотя, конечно, опытный инженер, понимающий назначение и функционирование этой детали в составе сложного изделия, скажет, что небольшое отклонение первого, второго, третьего, пятого и многих других (конкретных) показателей не приведет к каким-либо серьезным последствиям. А вот отклонение четвертого показателя ухудшит функционирование сложного изделия, а отклонение двенадцатого показателя может привести к аварии с травмами для людей. Аналогичные выводы могут быть сделаны в отношении различных показателей технологических процессов (режимы, действия, условия).
В западной культуре производства и, в частности, в ISO/TS 16949, требуется, чтобы такое понимание различной важности, значимости показателей присутствовало не только «в головах отдельных умников», а было формализовано, зафиксировано в технической документации. Неверным является утверждение, что важность данного показателя конструкции или технологии определяется величиной соответствующего допуска: чем «уже» установленный допуск, тем «важнее» показатель, т.е. тем хуже последствия от его нарушения. Иногда, например, нарушение допуска величиной 0,5 мм может привести к отказу тормозов, а нарушение другого допуска величиной 10 мкм приведет просто к невозможности сборки узла. Но понимание этого достигается только при анализе функционирования соответствующей конструкции (или технологии производства).
 |
2.Алгоритм выделения, ключевых показателей
Алгоритм выделения ключевых показателей изображен на рис. 33.1. Он опирается на работу DFMEA- и PFMEA-команд.
Задачу определения ключевых характеристик продукции (конструкции) лучше всего возложить на DFMEA- команду, которая обязательно рассматривает функционирование изделия в целом и зависимость этого функционирования от показателей компонентов. Показатели качества компонентов, которые сильно влияют на известные изначально ключевые показатели готового изделия, как раз и будут являться ключевыми показателями компонентов.
Аналогично, задачу определения ключевых характеристик процессов (технологии) лучше всего возложить на PFMEA-команду, которая обязательно рассматривает вопросы формирования в технологическом процессе различных показателей продукции (изделия и компонентов), в том числе уже выделенных ключевых. Те технологические процессы (операции), которые оказывают сильное влияние на формирование ключевых показателей продукции, будут являться ключевыми технологическими процессами (ТП). А далее. те факторы ключевых ТП, которые сильно влияют на результаты, как раз и будут ключевыми характеристиками ТП. Ими могут быть, например, количественно измеряемые режимы ТП (температура, время термообработки) или определенные действия в ТП, или условия (замена резца, изменение партии и свойств сырья) и т. п.
Таким образом, в ходе работы DFMEA- и PFMEA-команд определение ключевых характеристик продукции и процессов происходит наиболее просто и удобно. Все выделенные ключевые характеристики должны подлежать особому вниманию и слежению в производстве. Они должны быть занесены в План управления (Control Plan), который будет рассмотрен ниже, а также помечены особыми значками в чертежах, рабочих инструкциях и т. д. Последующий завод-потребитель, как правило, требует согласования перечня ключевых характеристик, выделенных предприятием-поставщиком.
В начале «логической лестницы» (см. рис. 33.1) необходимо установить «степень важности» исходных ключевых показателей для готового изделия. Лучше всего это могут сделать технические специалисты потребителя или, если этих данных от них не поступает, то — «представитель потребителя», который, согласно требованиям ISO/TS 16949 обязательно должен быть назначен на предприятии-изготовителе.
В том случае, когда изготовитель пользуется готовой (закупленной или предоставленной потребителем) конструкторской (а иногда и технологической) документацией, ключевые характеристики продукции должны быть уже известны и определены разработчиком конструкции. Если этого не было сделано, необходимо провести соответствующее рассмотрение DFMEA-командой, в которую должны войти технические специалисты изготовителя и (желательно) потребителя. Что же касается ключевых характеристик процессов, то они всегда должны определяться PFMEA-командой изготовителя, так как необходимо учесть особенности реализации технологии в конкретных условиях.

Как правило, устанавливают не менее двух групп ключевых показателей: критические («отвечают» за безопасность, экологию и другие государственные нормы) и значительные (их нарушение может привести к ухудшению или полному отказу какой-то функции изделия, но без «критических» последствий). Тогда соответственно все «нижестоящие» ключевые характеристики (см. рис. 33.1) также должны быть отнесены к критическим или значительным. Возможно установление также и других категорий ключевых показателей, например, экономических (их нарушение может привести к значительным потерям ресурсов на предприятии-изготовителе).
Для всех категорий ключевых показателей на предприятии должны быть стандартизованы специальные «значки», и они должны быть известны всему персоналу — это знаки особого внимания к соответствующим показателям. Например, в компании Ford критические характеристики обозначаются знаком СС (Critical Characteristic), а значительные характеристики — знаком SC (Significant Characteristic). Эти знаки должны быть внесены во всю соответствующую техническую документацию (чертежи, технологическая документация, инструкции для операторов и т. п.).
Что касается правил установления ключевых показателей и отнесения их к определенным категориям, то они также должны быть стандартизованы на предприятии. Например, в компании Ford применяется следующее простое правило:
· если последствия от нарушения требований к данному показателю оцениваются (по соответствующим шкалам при DFMEA или PFMEA) баллом значимости S= 10 или S = 9, то данный показатель относится к критическому;
Особое внимание к выделенным ключевым показателям выражается, в частности, в том, что для них обязательно предусматривается статистический анализ стабильности и воспроизводимости по методологии SPC и анализ соответствующих измерительных систем по методам MSA. Ибо как потребитель, так и сам изготовитель должны быть абсолютно уверены в стабильном поведении и уверенном попадании в допуск значения каждого ключевого показателя.
Важно, что установление ключевых показателей происходит на достаточно ранних этапах APQP- процесса: на этапе 2 — для показателей продукции и на этапе 3 — для показателей процесса. Это позволяет заранее сконцентрировать внимание и ресурсы для гарантированного обеспечения именно этих показателей, что в итоге приводит к более рациональному расходованию средств.