Принцип взаимозаменяемости
Взаимозаменяемость — свойство элементов конструкции, изготовленных с определённой точностью геометрических, механических, электрических и иных параметров, обеспечивать заданные эксплуатационные показатели вне зависимости от времени и места изготовления при сборке, ремонте и замене этих элементов.
Для облегчения выполнения условий взаимозаменяемости рекомедуется использовать нормальные линейные размеры, установленные на основе стандартных рядов предпочтительных чисел.
См. также
Литература
Полезное
Смотреть что такое «Принцип взаимозаменяемости» в других словарях:
принцип взаимозаменяемости — sukeičiamumo principas statusas T sritis fizika atitikmenys: angl. principle of interchange vok. Austauschprinzip, n rus. принцип взаимозаменяемости, m pranc. principe d’interchange, m … Fizikos terminų žodynas
принцип функциональной взаимосвязанности — Стандартизация требований энергосбережения неотделима от общих проблем нормативно методического обеспечения ресурсопотребления и ресурсосбережения (ГОСТ 30166, ГОСТ 30167), а также от упорядочения (путем стандартизации) усложняющихся… … Справочник технического переводчика
Принцип максимума материала — 1.1.9. Принцип максимума материала метод (принцип) назначения допусков формы, расположения или координирующих размеров, при котором требуется, чтобы рассматриваемый элемент не выходил за предельный действующий контур, а базовый элемент за контур… … Словарь-справочник терминов нормативно-технической документации
Принцип функциональной взаимосвязанности — 1.4 Принцип функциональной взаимосвязанности: стандартизация требований энергосбережения неотделима от общих проблем нормативно методического обеспечения ресурсопотребления и ресурсосбережения ([12], [13]), а также от упорядочения (путем… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 50056-92: Основные нормы взаимозаменяемости. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению — Терминология ГОСТ Р 50056 92: Основные нормы взаимозаменяемости. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению оригинал документа: 1.1.8. Действительное значение зависимого допуска ТМа числовое… … Словарь-справочник терминов нормативно-технической документации
ДВОЙСТВЕННОСТИ ПРИНЦИП — 1) Д. п. в математической логике теорема о взаимозаменяемости в определенном смысле логич. операций в формулах формальных логических и логико предметных языков. Пусть А формула языка логики высказываний или логики предикатов, не содержащая знака… … Математическая энциклопедия
Уитни, Эли — У этого термина существуют и другие значения, см. Уитни. Эли Уитни Эли (Илай) Уитни (англ. Eli Whitney; … Википедия
Эли Уитни — Эли (Илай) Уитни (англ. Eli Whitney, 1765 1825) американский изобретатель и промышленник. Изобрёл хлопкоочистительную машину (коттон джин), одним из первых сконструировал фрезерный станок, заложил основы организации массового производства в… … Википедия
Управление — Эта статья предлагается к удалению. Пояснение причин и соответствующее обсуждение вы можете найти на странице Википедия:К удалению/30 августа 2012. Пока процесс обсуждения не завершён, статью можн … Википедия
Капитализм — (Capitalism) Капитализм это общественно экономическая формация, основанная на частной собственности, эксплуатации наёмного труда и признающая главенство капитала История капитализма, модели капитализма, основные понятия капитала, становление… … Энциклопедия инвестора
Основы принципа взаимозаменяемости
2.1 Понятие о взаимозаменяемости и ее видах.
Взаимозаменяемостью называется возможность сборки независимо изготовленных деталей в узел без дополнительных операций обработки и пригонки. При этом должна обеспечиваться нормальная работа механизма.
При современном серийном производстве детали производят в одних цехах, а собирают машины, узлы и приборы в других. В процессе сборки применяют различные крепежные детали, изделия из неметаллических материалов, подшипники качения и другие изделия, изготовленные на разных специализированных предприятиях. Несмотря па это, сборка происходит без дополнительных подгоночных и доводочных операций, а собранные машины и их части удовлетворяют предъявляемым требованиям. Это возможно при условии взаимозаменяемости узлов и деталей.
Раньше взаимозаменяемость рассматривалась как принцип собираемости деталей и узлов. Сейчас взаимозаменяемость распространяется и на износостойкость, твердость, внутренние напряжения, т. е. на качественные показатели, определяющие надежность и долговечность работы машин, узлов и деталей.
Взаимозаменяемость подразделяется на полную и неполную, внешнюю и внутреннюю, функциональную и по геометрическим параметрам.
Наиболее широко применяют полную взаимозаменяемость, которая обеспечивает возможность беспригоночной сборки (или замены при ремонте) любых независимо изготовленных с заданной точностью однотипных деталей в сборочные единицы, а последних — в изделия при соблюдении предъявляемых к ним (к сборочным единицам или изделиям) технических требований по всем параметрам качества. Выполнение требований к точности деталей и сборочных единиц изделий является важнейшим исходным условием обеспечения взаимозаменяемости. Кроме этого, для обеспечения взаимозаменяемости необходимо выполнять и другие условия: устанавливать оптимальные номинальные значения параметров деталей и сборочных единиц, выполнять требования к материалу деталей, технологии их изготовления и контроля и т. д. Взаимозаменяемыми могут быть детали, сборочные единицы и изделия в целом. В первую очередь такими должны быть детали и сборочные единицы, от которых зависят надежность и другие эксплуатационные показатели изделий. Это требование, естественно, распространяется и на запасные части. При полной взаимозаменяемости: упрощается процесс сборки — он сводится к простому соединению деталей рабочими преимущественно невысокой квалификации; появляется возможность точно нормировать процесс сборки во времени, устанавливать необходимый темп работы и применять поточный метод; создаются условия для автоматизации процессов изготовления и сборки изделий, а также широкой специализации и кооперирования заводов (при которых завод-поставщик изготовляет унифицированные изделия, сборочные единицы и детали ограниченной номенклатуры и поставляет их заводу, выпускающему основные изделий.
упрощается ремонт изделий, так как любая изношенная или поломанная деталь или сборочная единица может быть заменена новой (запасной).
Иногда для удовлетворения эксплуатационных требований необходимо изготовлять детали и сборочные единицы с малыми экономически неприемлемыми или технологически трудно выполнимыми допусками. В этих случаях для получения требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулирование положения некоторых частей машин и приборов, пригонку и другие дополнительные технологические мероприятия при обязательном выполнении требований к качеству сборочных единиц и изделий. Такую взаимозаменяемость называют неполной (ограниченной). Ее можно осуществлять не по всем, а только по отдельным геометрическим или другм параметрам.
Внешняя взаимозаменяемость — это взаимозаменяемость покупных и кооперируемых изделий (монтируемых в другие более сложные изделия) и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей. Например, в электродвигателях внешнюю взаимозаменяемость обеспечивают по частоте вращения вала и мощности, а также по размерам присоединительных поверхностей; в подшипниках качения — по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца.
Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие в изделие. Например, в подшипнике качения внутреннюю групповую взаимозаменяемость имеют тела качения и кольца.
Функциональная взаимозаменяемость стандартных изделий — это свойство независимо изготовляемых деталей занимать свое место в изделии без дополнительной обработки. Функциональная взаимозаменяемость предполагает не только возможность нормальной сборки, но и нормальную работу изделия после установки в нем новой детали или другой составной части взамен вышедшей из строя. Функциональнымиявляются геометрические, электрические, механические и другие параметры, влияющие на эксплуатационные показатели машин и других изделий или служебные функции сборочных единиц. Например, зазор между поршнем и цилиндром (функциональный параметр) влияет на мощность двигателей (эксплуатационный показатель).
Взаимозаменяемость по геометрическим параметрам — необходимое условие для соблюдения функциональной взаимозаменяемости, она является ее частным видом.
2.2 Основные определения взаимозаменяемости.
В России действуют Единая система допусков и посадок (ЕСДП) и Основные нормы взаимозаменяемости, которые базируются на стандартах и рекомендациях ИСО. ЕСДП распространяется на допуски размеров гладких элементов деталей и на посадки, образуемые при соединении этих деталей. Основные нормы взаимозаменяемости включают системы допусков и посадок на резьбы, зубчатые передачи, конуса и др.
Размеры, предельные отклонения и допуски.
При конструировании определяются линейные и угловые размеры детали, характеризующие ее величину и форму. Они назначаются на основе результатов расчета деталей на прочность и жесткость, а также исходя из обеспечения технологичности конструкции и других показателей в соответствии с функциональным назначением детали. На чертеже должны быть проставлены все размеры, необходимые для изготовления детали и ее контроля.

Размеры, непосредственно или косвенно влияющие на эксплуатационные показатели машины или служебные функции узлов и деталей, называются функциональными. Они могут быть как у сопрягаемых (например, у вала и отверстия), так и у несопрягаемых поверхностей (например, размер пера лопатки турбины, размеры каналов жиклеров карбюраторов и т. п.).
Параметр— это независимая или взаимосвязанная величина, характеризующая какое-либо изделие или явление (процесс) в целом или их отдельные свойства. Параметры определяют техническую характеристику изделия или процесса преимущественно с точки зрения производительности, основных размеров, конструкции. 1
Размер— это числовое значение линейной величины (диаметра, длины и т. д.) в выбранных единицах измерения. Размеры подразделяют на номинальные, действительные и предельные.
Номинальный — это размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений. Номинальный размер — это основной размер, полученный на основе кинематических, динамических и прочностных расчетов или выбранный из конструктивных, технологических, эксплуатационных, эстетических и других соображений и указанный на чертеже.
Действительный— это размер, установленный измерением с допустимой погрешностью.
Предельные — это два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Предельные размеры на предписанной длине должны быть истолкованы следующим образом:
а) для отверстий — диаметр наибольшего правильного воображаемого цилиндра, который может быть вписан в отверстие так, чтобы плотно контактировать с наиболее выступающими точками поверхности (размер сопрягаемой летали идеальной геометрической формы, прилегающей к отверстию без зазора), не должен быть меньше, чем проходной предел размера. Дополнительно наибольший диаметр в любом месте отверстия не должен превышать непроходного предела размера;
б) для валов — диаметр наименьшего правильного воображаемого цилиндра, который может быть описан вокруг вала так, чтобы плотно контактировать с наиболее выступающими точками поверхности (размер сопрягаемой детали идеальной геометрической формы, прилегающей к валу без зазора), не должен быть больше, чем проходной предел размера. Дополнительно минимальный диаметр в любом месте вала не должен быть меньше, чем непроходной предел размера.
Наибольший предельный размер — это больший из двух предельных, наименьший— это меньший из двух предельных размеров (рис. 1). ГОСТ 25346-89 установлены связанные с предельными размерами новые термины — «проходной» и «непроходной» пределы.
Термин «проходной предел» применяют к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала, нижнему — для отверстия. В случае применения предельных калибров речь идет о предельном размере, проверяемом проходным калибром.
Термин «непроходной предел» применяют к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала, верхнему — для отверстия. В случае применения предельных калибров речь идет о предельном проверяемом непроходным калибром.
Отклонение— это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Действительное отклонение — это алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение— это алгебраическая разность между предельным и номинальным размерами.
Классификацию отклонений по геометрическим параметрам целесообразно рассмотреть на примере соединения вала и отверстия. Термин «вал» применяют для обозначения наружных (охватываемых) элементов деталей, термин «отверстие» — для обозначения внутренних (охватывающих) элементов деталей. Термины «вал» и «отверстие» относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы (например, ограниченным двумя параллельными плоскостями — шпоночное соединение). Предельные отклонения подразделяют на верхнее и нижнее. Верхнее— это алгебраическая разность между наибольшим предельным и номинальным размерами, нижнее отклонение — это алгебраическая разность между наименьшим предельным и номинальным размерами. В ГОСТ 25346-89 приняты условные обозначения: верхнее отклонение отверстия —ES, вала — es, нижнее отклонение отверстия — EI, вала — ei. В таблицах стандартов верхнее и нижнее отклонения указаны в микрометрах (мкм), на чертежах — в миллиметрах (мм). Отклонения, равные нулю, не указываются.
Допуск — это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями (рис. 1.1):
Но ГОСТ 25346-89 введено понятие «допуск системы» — это стандартный допуск (любой из допусков), устанавливаемый данной системой допусков и посадок. Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. При горизонтальном расположении нулевой линии положительные отклонения откладываются вверх от нее, а отрицательные — вниз (рис.1).
Поле допуска — это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии(рис.2.1).
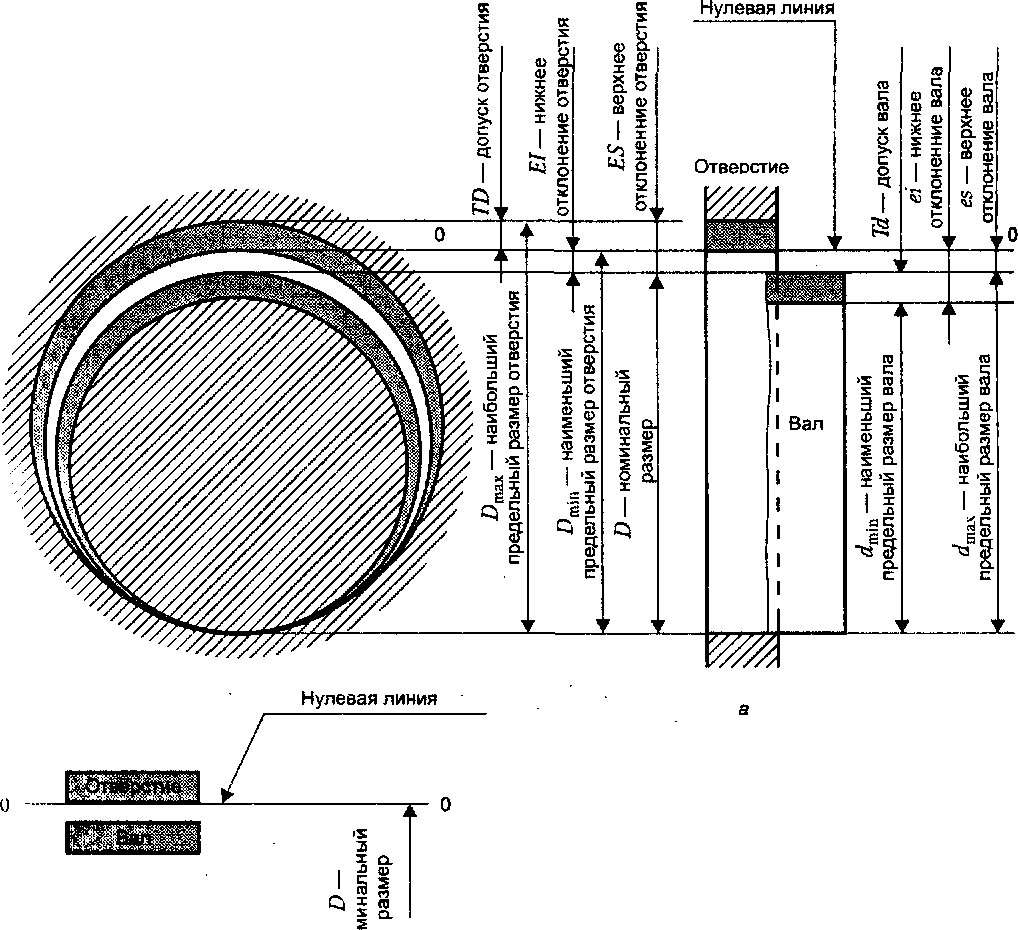
Рис. 2.1. Поля допусков отверстия и вала при посадке с зазором (отклонения отверстия положительны, отклонения вала отрицательны)
Для упрощения допуски можно изображать графически в виде полей допусков (рис. 2). При этом ось изделия всегда располагают под схемой.
Соединения и посадки. Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми.Поверхности, по которым происходит соединение деталей, называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными). В соответствии с этим различают размеры сопрягаемых и несопрягаемых (свободных) поверхностей. В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
Посадкойназывают характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть: с зазором, натягом или переходной, при которой возможно получение как зазора, так и натяга. Схемы полей допусков для разных посадок показаны на рис 1.2
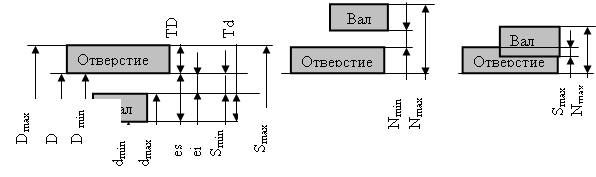
Рис. 2.2. Схемы полей допусков посадок: в — с зазором; б — натягом; в — переходной
Зазор S — разность размеров отверстия и вала, если размер отверстия больше размера вала. Наибольший, наименьший и средний зазоры определяют по формулам:
Smax= Dmax-dmin ; Smin= Dmin-dmax ; Sm= 
Натяг N — разность размеров валаа и отверстия до сборки, если размер вала больше размера отверстия. Наибольший, наименьший и средний натяги определяют по формулам:
Посадка с зазором — посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала).
В переходных посадках допуск посадки –сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению,TSN=Smax+Nmax.
Для всех типов посадок допуск посадок численно равен сумме допусков отверстия и вала, то есть TS(TN)=TD+Td.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Раздел II. Допуски и посадки. Глава 5. Общие принципы взаимозаменяемости (стр. 1 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 |

Раздел II. ДОПУСКИ И ПОСАДКИ
Глава 5. ОБЩИЕ ПРИНЦИПЫ ВЗАИМОЗАМЕНЯЕМОСТИ
5.1. СУЩНОСТЬ И ВИДЫ ВЗАИМОЗАМЕНЯЕМОСТИ
При современном серийном производстве детали производят в одних цехах, а собирают машины, узлы и приборы в других. В процессе сборки применяют различные крепежные детали, изделия из неметаллических материалов, подшипники качения и другие изделия, изготовленные на разных специализированных предприятиях. Несмотря па это, сборка происходит без дополнительных подгоночных и доводочных операций, а собранные машины и их части удовлетворяют предъявляемым требованиям. Это возможно при условии взаимозаменяемости узлов и деталей.
Раньше взаимозаменяемость рассматривалась как принцип собираемости деталей и узлов. Сейчас взаимозаменяемость распространяется и на износостойкость, твердость, внутренние напряжения, т. е. на качественные показатели, определяющие надежность и долговечность работы машин, узлов и деталей.
Взаимозаменяемость — это свойство деталей, сборочных единиц, агрегатов занимать свое место в машине без дополнительной обработки и выполнять при этом заданные функции. Взаимозаменяемостью обеспечивается возможность сборки или замены при ремонте любых независимо изготовленных деталей.
Взаимозаменяемость подразделяется на полную и неполную, внешнюю и внутреннюю, функциональную и по геометрическим параметрам.
Неполная взаимозаменяемость используется при групповом подборе деталей (селективная или индивидуальная сборка), при наличии компенсатора или при расчетах на основе теории вероятностей. Применяется также для соединений высокой точности. Точность сборки повышается во столько раз, на сколько групп были рассортированы детали.
Внешняя взаимозаменяемость присуща размерам и формам присоединительных поверхностей узлов и их эксплуатационным показателям, например для электродвигателей— взаимозаменяемость по мощности и частоте вращения.
Внутренняя взаимозаменяемость характеризуется точностью деталей, входящих в узлы, например взаимозаменяемость шариков или роликов подшипников качения, узлов ведущего и ведомого валов коробок передач.
Функциональная взаимозаменяемость обусловливает не только возможность сборки или замены при ремонте любых деталей узлов, но и их оптимальные служебные функции. Например, зубчатое колесо должно не только без всяких подгоночных операций занимать свое место в машине, но и передавать требуемый крутящий момент, характеризоваться определенным передаточным отношением.
Взаимозаменяемость по геометрическим параметрам — необходимое условие для соблюдения функциональной взаимозаменяемости.
Функциональную взаимозаменяемость следует создавать с момента проектирования машины или узла. Для этого уточняют номинальные значения эксплуатационных показателей и определяют допустимые отклонения. Затем определяют основные узлы и детали, от которых в первую очередь зависят данные показатели. Для этих узлов и деталей применяют такие материалы и технологию изготовления, при которых надежность, долговечность и другие показатели оптимальны. После этого выявляют функциональные параметры и устанавливают оптимальные отклонения. Для внедрения функциональной взаимозаменяемости важное значение приобретает контроль деталей, узлов и механизмов. Принцип функциональной взаимозаменяемости — один из главных принципов конструирования и производства, контроля и эксплуатации машин и узлов.
Уровень взаимозаменяемости производства характеризуется коэффициентом взаимозаменяемости
где Ти — трудоемкость изготовления взаимозаменяемых деталей и узлов данной машины; То — общая трудоемкость изготовления данной машины.
Степень приближения коэффициента взаимозаменяемости к единице служит показателем технической культуры производства.
5.2. ВЗАИМОЗАМЕНЯЕМОСТЬ И ТОЧНОСТЬ ОБРАБОТКИ
Точность изготовленной (восстановленной) детали оценивают по точности размера, геометрической формы и взаимного расположения поверхностей, а также по их волнистости и шероховатости. Поверхности деталей машин разнообразны: цилиндрические, сферические, плоские и т. п. Различают номинальные и реальные поверхности.
Номинальная поверхность задается в технической документации без учета допускаемых отклонений (неровностей) ГОСТ 25142—82 (СТ СЭВ 1156—78).
Реальная поверхность — это поверхность, ограничивающая тело и отделяющая его от окружающей среды.
Точность обработки характеризуется степенью соответствия реальной поверхности номинальной.
Погрешность обработки определяется отклонением реальной поверхности от номинальной.
Погрешности обработки подразделяют на систематические и случайные.
Систематическими называются погрешности, постоянные по величине и знаку или изменяющиеся по определенному закону. Значение их меняется в зависимости от степени износа измерительного инструмента, технологического оборудования. Систематические погрешности обычно повторяются при переходе от одной серии замеров к другой, поэтому их можно обнаружить и учесть.
Случайными называют такие погрешности, которые непостоянны по значению и знаку и не могут быть определены заранее из-за неоднородности материала, тепловых и силовых деформаций технологической системы (станок, приспособление, инструмент, деталь) и т. д.
Влияние случайных погрешностей учитывают допуском на размер. При помощи методов теории вероятностей и математической статистики можно приблизительно оценить суммарное значение случайных погрешностей.
Обеспечить определенную точность обработки — это значит так обработать деталь, чтобы погрешности ее геометрических параметров находились в установленных пределах. Реальные поверхности отличаются от номинальных не только размером, но и формой.
5.3. ФАКТОРЫ, ОБЕСПЕЧИВАЮЩИЕ ВЗАИМОЗАМЕНЯЕМОСТЬ
Для обеспечения взаимозаменяемости необходимо учитывать следующие факторы.
Применение и соблюдение стандартов. Благодаря применению отечественных стандартов и стандартов СЭВ повышается уровень взаимозаменяемости, появляется возможность рационального использования технологического оборудования и измерительного инструмента.
Рациональное конструирование изделий. Конструкция изделия должна отвечать современным требованиям. Требования к точности размеров и форм деталей, их взаимному положению должны гарантировать высокий уровень взаимозаменяемости.
Грамотные разработка и оформление чертежей. Рабочий чертеж служит исходным документом для технологов и работников ОТК. По нему разрабатывают и проводят технологический процесс, назначают средства контроля точности как производственного процесса, так и готовой продукции. Для упрощения проектно-конструкторских работ установлены единые правила выполнения и оформления чертежей.
Разработка обоснованной технологии производства. Необходимо увязывать эксплуатационные требования с технологическими возможностями, принимая за основу эксплуатационные требования. Установлен обязательный порядок разработки, оформления и обращения всех видов технологической документации (ЕСТД).
Необходимая точность измерений. Технические измерения должны быть связаны с технологическим процессом. Использование станков, обеспечивающих необходимую точность производства, высокая точность измерений, применение сырья и полуфабрикатов надлежащего качества способствуют созданию взаимозаменяемости, повышению ее уровня.
5.4. РОЛЬ ВЗАИМОЗАМЕНЯЕМОСТИ В РЕМОНТНОМ ПРОИЗВОДСТВЕ И ЕЕ ЭФФЕКТИВНОСТЬ
В процессе эксплуатации на детали и узлы воздействуют механические усилия, среда. В результате материал стареет, изменяются размеры, что вызывает нарушение точностных характеристик соединяемых деталей и снижает ресурс и надежность работы машин.
Для обеспечения длительной и экономичной работы тракторов, автомобилей, сельскохозяйственных машин необходимо при восстановлении или изготовлении деталей строго ограничивать их размеры исходя из условий работы, характера и значений нагрузок. При ограничении размеров деталей в заданных пределах упрощается процесс сборки машин, снижается трудоемкость подгоночных и регулировочных работ.
В условиях крупных специализированных заводов и ремонтных мастерских сборка машин, узлов не должна отличаться от сборки на машиностроительных предприятиях. Поэтому взаимозаменяемость при ремонте машин не менее важна, чем в машиностроении.
Внедрение взаимозаменяемости в ремонтном производстве способствует автоматизации процесса сборки узлов и машин. Специализация и кооперирование при производстве и ремонте машин возможны лишь на основе взаимозаменяемости изготовленных или отремонтированных деталей и узлов.
Соблюдение принципов взаимозаменяемости дает экономический эффект как в массовом, серийном, тек и единичном производстве, способствует повышению качества продукции, производительности труда и аффективное™ использования машин.
Глава 6. ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ
6.1. ОСНОВНЫЕ ТЕРМИНЫ
Основные определения допусков и посадок установлены в СТ СЭВ 145—75.
При изготовлении или восстановлении деталей приходится иметь дело с размерами.
Размер представляет собой числовое значение линейной величины в выбранных единицах измерения. Номинальный размер определяется функциональным назначением детали и служит началом отсчета отклонений. Номинальный размер указывают на чертежах деталей (Dn, dn).
Соединение — это любое подвижное или неподвижное сопряжение двух деталей, из которых одна полностью или частично входит в другую. В соединении различают охватывающую и охватываемую поверхности. Для цилиндрических соединений охватывающей поверхностью будет отверстие, а для охватываемой — вал.
Номинальный размер соединения (dn. c) — это общий для соединяемых деталей размер, служащий началом отсчета отклонений каждой детали соединения.
Действительный размер (Dr, dr) получают измерением с допускаемой погрешностью. Изготовить деталь определенного размера практически сложно. Поэтому размеры деталей должны находиться в установленных пределах.
Предельные размеры (Dmах, Dmin, dmax, dmin) ограничивают интервал значений, между которыми должен находиться действительный размер годной детали.
Отклонение размера — алгебраическая разность между действительным (предельным) и соответствующим номинальным размером. Отклонения могут быть положительными (размер больше номинального), отрицательными (размер меньше номинального) и нулевыми (размер равен номинальному). Отклонения откладываются от так называемой нулевой линии, условно изображающей номинальное значение размера: вверх — положительные отклонения, вниз — отрицательные.
Предельное отклонение — алгебраическая разность между предельным и номинальным размерами.
Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и номинальным размерами: для отверстия ES = Dmax — Dn%; для вала es = dmax — dn.
Нижнее отклонение El, ei — алгебраическая разность между наименьшим предельным и номинальным размерами: для отверстия EI = Dmin — Dn; для вала ei = dmin — dn.
Допуск размера Т — разность между наибольшим и наименьшим предельными размерами (предельными отклонениями): для отверстия TD = Dmin — Dmin; для вала Td = dmax — dmin. Допуск служит мерой точности размера. Чем меньше допуск, тем выше точность, и наоборот — низкая точность характеризуется большим допуском. От допуска непосредственно зависит трудоемкость изготовления и себестоимость деталей, а также в значительной степени выбор оборудования, средств контроля, производительность обработки. Значение допуска всегда положительно.
Поле допуска — зона между верхним и нижним отклонениями. Поле допуска — понятие более широкое, чем допуск. Поле допуска характеризуется своим значением и расположением относительно номинального размера. При одном и том же допуске могут быть разные по расположению поля допусков.
Посадка — это характер соединения деталей.
Зазор определяется положительной разностью между охватывающим и охватываемым размерами деталей:
 (5)
(5)
 (6)
(6)
Допуск зазора TS описывается выражением
 (7)
(7)
Натяг — это положительная разность между охватываемым и охватывающим размерами деталей:
 (8)
(8)
 (9)
(9)
Допуск натяга TN определяется по формуле
 (10)
(10)
Допуск посадки TN (S) — это допуск зазора или натяга:
 (11)
(11)
Таким образом, для любой посадки независимо от ее вида допуск посадки представляет собой сумму допусков отверстия и вала, составляющих соединение.
6.2. ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ ПОЛЕЙ ДОПУСКОВ. ОБОЗНАЧЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ И РАЗМЕРОВ НА ЧЕРТЕЖАХ
Графический способ изображения полей допусков позволяет быстро определять характер соединения деталей и облегчает выполнение различных расчетов. Для графического изображения полей допусков сопрягаемых деталей проводят нулевую линию, затем схематически изображают детали с их полями допусков, предельными размерами, отклонениями, показывают значения зазоров или натягов (рис. 1).
Рис. 1. Графическое изображение:
а — соединяемых деталей; б — расположения полей допусков.

Поля допусков изображают в виде прямоугольников с указанием предельных отклонений. Схемы строят в определенном масштабе. Положительные отклонения откладывают вверх, а отрицательные — вниз от нулевой линии. Из двух отклонений основным считается то отклонение, которое ближе расположено к нулевой линии. Из двух положительных отклонений основным считается нижнее отклонение, а из двух отрицательных — верхнее отклонение.
На чертежах линейные размеры и предельные отклонения проставляют в миллиметрах. Предельные отклонения указывают после номинальных размеров со своим знаком; верхние отклонения помещают над нижними (например,  ,
,  . При равенстве абсолютных значений отклонений их дают один раз со знаком ± (например, 50±0,02). Отклонения равные н+0,2; 200 –0,2. Число знаков в верхнем и нижнем отклонениях выравнивают добавлением нулей справа (например,
. При равенстве абсолютных значений отклонений их дают один раз со знаком ± (например, 50±0,02). Отклонения равные н+0,2; 200 –0,2. Число знаков в верхнем и нижнем отклонениях выравнивают добавлением нулей справа (например,  ;
;  ).
).
На сборочных чертежах предельные отклонения размеров деталей указывают в виде дроби, в числителе которой записывают отклонения отверстия, а в знаменателе — вала.
Пример 1. Определить предельные размеры, допуски деталей, зазоры в соединении посадкой с зазором Æ 
Dmax=18,000+0,027=18,027 мм; Td=17,984 – 17,966=0,018 мм
Dmin=18+0=18 мм; Smax= 18,027 – 17,966=0,061 мм;
TD=18,027 – 18,000=0,027 мм; Smin = 18,000 – 17,984=0,016 мм;
dmax=18,000 – 0,016=17,984 мм; TS=0,061 – 0,016=0,045 мм;
dmin =18,000 – 0,034=17,966 мм; TS=0,027+0,018 = 0,045 мм.
Пример 2. Определить предельные размеры, допуски, натяги в соединении посадкой с натягом Æ 
Dmax=40,000 + 0,025 + 40,025 мм; Td=40,085 – 40,060=0,025 мм;
Dmin=40+0=40 мм; Nmax=40,085 – 40,000=0,085 мм;
TD=40,025 – 40,000=0,025 мм; Nmin=40,060 – 40,025=0,035 мм;
dmax=40,000+0,085=40,085 мм; 7W=0,085-0,035=0,050 мм;
dmin=40,000+0,060=40,060 мм; 7W=0,025+0,025=0,050 мм.
6.3. ВИДЫ СОЕДИНЕНИЙ И ПОСАДОК
Соединения деталей и машин очень разнообразны. Они классифицируются на группы в зависимости от формы сопрягаемых поверхностей, характера контакта и степени свободы взаимного перемещения
По форме поверхностей различают следующие соединения: гладкие цилиндрические и конические; резьбовые и винтовые (цилиндрические и конические); зубчатые цилиндрические, конические, винтовые, гипоидные, червячные и другие; шлицевые, сферические, плоские.
По степени свободы взаимного перемещения деталей соединения подразделяются на такие виды:
подвижные, в которых при работе механизма одна соединяемая деталь перемещается относительно другой в определенных направлениях с гарантированным зазором;
неподвижные, неразъемные соединения, в которых одна сопрягаемая деталь неподвижна относительно другой в течение всего срока службы соединения; эти соединения обычно характеризуются гарантированным натягом и разборке не подлежат;
неподвижные разъемные соединения, которые разбирают при регулировке и ремонте; их переходная посадка характеризуется либо небольшим зазором, либо натягом.
По характеру соединения (посадке) различают посадки с зазором, с натягом и переходные (рис. 2).

Рис. 2. Расположение полей допусков посадок: а — с зазором; б — с натягом; в — переходной.
Глава 7. ТОЧНОСТЬ ФОРМЫ ДЕТАЛЕЙ. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
7.1. ТОЧНОСТЬ РАЗМЕРА И ГЕОМЕТРИЧЕСКОЙ ФОРМЫ
Точность размера указывается конструктором, который проставляет на чертеже детали предельные отклонения. При изготовлении (восстановлении) деталей их размеры не воспроизводятся точно, а искажаются. Это вызывает отклонения расположения поверхностей и формы реальной поверхности от номинальной. Отклонения формы можно рассматривать и оценивать применительно к профилю поверхности или на нормируемом ее участке.
Допуски формы и расположения поверхностей назначают в соответствии с ГОСТ 24642 (СТ СЭВ 301—76).
Отклонение формы плоской поверхности отсчитывают от прилегающей поверхности.
Прилегающая поверхность, которая имеет форму номинальной поверхности, соприкасается с реальной и расположена вне материала детали так, чтобы расстояние D от этой поверхности до наиболее удаленной точки реальной поверхности в пределах нормируемого участка L имело минимальное значение. Параметром для количественной оценки отклонений формы по СТ СЭВ 301—76 служит отклонение D. Различают следующие виды прилегающих поверхностей и профилей: прямая, плоскость, окружность, цилиндр.
 Прилегающая прямая — прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка было минимальным (рис. 3).
Прилегающая прямая — прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка было минимальным (рис. 3).
 Прилегающая плоскость соприкасается с реальной поверхностью и расположена вне материала так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Прилегающая плоскость соприкасается с реальной поверхностью и расположена вне материала так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Прилегающая окружность — это окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения.
Прилегающий цилиндр — цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или максимального диаметра, вписанный в реальную внутреннюю поверхность.
Допуск формы — наибольшее допускаемое значение отклонения формы.
Поле допуска формы представляет собой область в пространстве или на плоскости, внутри которой находятся все точки реальной поверхности или реального профиля; оно ограничивается допуском Т. Значения допусков выбирают по стандарту в зависимости от вида отклонения и степени точности.
Отклонение от плоскостности служит комплексным показателем отклонений формы плоских поверхностей. Оно характеризуется совокупностью всех отклонений формы поверхности и равно наибольшему расстоянию D от точек действительной поверхности до прилегающей плоскости (рис. 4, а). К частным видам отклонений от плоскостности относятся вогнутость (рис. 4, б) и выпуклость (рис. 4, в).


Отклонения формы цилиндрических деталей бывают как в поперечном сечении (овальность, огранка), так и в осевом (конусообразность, бочкообразность, седло-образность) (рис.5).

Рис. 5. Отклонения формы цилиндрической детали:
а — в поперечном сечении; б — в осевом сечении; / — овальность; 2 — огранка; 3 — бочкообразность; 4’— конусообразность; 5 — седлообразность.
Овальность — это отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой взаимно перпендикулярны.
Огранка — отклонение от круглости, при котором реальный профиль представляет собой многогранную, фигуру.
Конусообразность — отклонение профиля продольного сечения, при котором образующие прямолинейны, но непараллельны.
Бочкообразность характеризуется выпуклостью образующих, т. с. диаметры увеличиваются от краев к середине сечения.
Седлообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения.
При изготовлении деталей погрешности формы ограничиваются допусками формы в соответствии со стандартами. Если допуск формы неизвестен, его принимают в пределах допуска на обработку размера.
7.2. ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Отклонение расположения — это отклонение реального расположения рассматриваемого элемента от номинального. Неточности взаимного расположения поверхностей являются результатами несовпадения технических и конструктивных баз 0 неточности обработки. Базой может служить поверхность, ее образующая, или точка.
Встречаются следующие отклонения расположения.
Отклонение от соосности относительно оси базовой поверхности — это расстояние D между осями рассматриваемой и базовой поверхностей на длине нормируемого участка L (рис. 6,I).
Радиальное биение — разность D наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси (рис. 7, I).
Торцовое биение представляет собой разность D наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси (рис. 7, II).
Отклонение от пересечения осей — это наименьшее расстояние между осями, номинально пересекающимися (рис. 8, /).
Отклонение от параллельности плоскостей — разность наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка (рис.8, //).




Отклонение от перпендикулярности представляет собой отклонение угла между плоскостями от прямого угла (90°), выраженное в линейных единицах D на длине нормируемого участка (рис. 8, III),
Отклонение от симметричности — это наибольшее расстояние между плоскостью симметрии (осью) рассматриваемого элемента (элементов) и плоскостью симметрии базового элемента в пределах нормируемого участка (рис. 8, IV).


Допуск расположения — это предел, ограничивающий допускаемое значение отклонения расположения поверхностей. Допуски расположения бывают зависимыми и независимыми.
Независимый — это допуск расположения, постоянный для всех одноименных деталей и не зависящий от действительных размеров рассматриваемых поверхностей. Например, допуск на межосевое расстояние коробки передач не зависит от точности отверстий в корпусе для подшипников качения.
Зависимый — допуск расположения, переменный для различных деталей, изготовляемых по данному чертежу. Допуск зависит от действительных размеров нормируемого элемента. На чертежах указывают его минимальное значение. Зависимые допуски расположения обозначают условным знаком М. Все допуски, если нет особых указаний, считаются независимыми.
Правила обозначения на чертежах допусков и расположения поверхностей деталей установлены СТ СЭВ 368—76. Условное обозначение допуска содержит знак, числовое значение и при необходимости буквенное обозначение (А, Б и т. д.) базы измерения. Все эти данные в том же порядке вписывают в рамку, разделенную на две или три части, и соединяют ее контурной или выносной линией изделия. Допуски формы и расположения указывают только при особых требованиях к точности формы и расположения поверхностей деталей. В таблице 2 приведены условные обозначения допусков формы и расположения поверхностей.
Таблица 2. Условные обозначения допусков расположения поверхностей
Допуск
Условный знак допуска по СТ С ЭВ 368-76