Реакция сильно эндотермична (расходуется тепло, ΔH r = 206 кДж / моль).
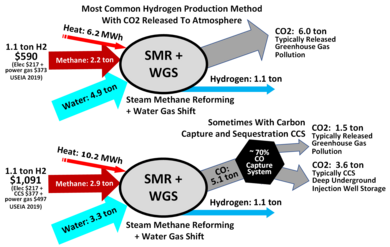
Паровая конверсия природного газа производит большую часть водорода в мире. Водород используется в промышленном синтезе аммиака и других химикатов.
СОДЕРЖАНИЕ
Производственная практика
Посредством реакции конверсии водяного газа можно получить дополнительный водород путем обработки монооксида углерода, образующегося при паровой конверсии, водой:
США производит 9-10 миллионов тонн водорода в год, в основном с парового риформинга природного газа. Мировое производство аммиака с использованием водорода, полученного в результате парового риформинга, составило 144 миллиона тонн в 2018 году. Потребление энергии снизилось со 100 ГДж / тонну аммиака в 1920 году до 27 ГДж к 2019 году.
Эффективность парового риформинга природного газа составляет 65–75%.
Производство H 2 и CO из углеводородных газов (например, природного газа) осуществляется двумя хорошо известными установками «первичного» и «вторичного» риформинга. Паровой риформинг метана (SMR) и автотермический риформинг (ATR) являются двумя промышленными примерами первичного и вторичного риформинга соответственно. С другой стороны, в процессе комбинированного риформинга используются как первичные, так и вторичные инструменты для производства синтез-газа, как это обычно практикуется при производстве аммиака. В случае метанола в АТР подают почти чистый кислород (99,5%), а не воздух, поскольку присутствие избыточного N 2 в синтез-газе приведет к чрезмерному сжатию и замедлению производства метанола. Риформер ATR состоит из камеры частичного окисления (POX) (обычно некаталитической среды) и каталитической секции с неподвижным слоем. Каталитический неподвижный слой не только регулирует соотношение H 2 / CO, но также уничтожает любую возможную сажу и предшественник (например, этилен и ацетилен), которые могут образоваться в камере POX. Природный газ (ПГ) частично окисляется в камере сгорания кислородом или воздухом (в качестве окислителя). Отношение водяного пара к углероду (S / C), которое обычно составляет 0,6 в случае с кислородом, было коммерциализировано компанией Haldor-Topsoe.
Автотермический риформинг
Реакции можно описать следующими уравнениями с использованием CO 2 :
Основное различие между SMR и ATR заключается в том, что SMR использует только воздух для сгорания в качестве источника тепла для создания пара, в то время как ATR использует очищенный кислород. Преимущество ATR состоит в том, что H 2 : CO можно варьировать, что может быть полезно для производства специальных продуктов.
Частичное окисление
Частичное окисление (POX) происходит, когда субстехиометрическая топливно-воздушная смесь частично сгорает в риформинг-установке с образованием синтез-газа, обогащенного водородом. POX обычно намного быстрее, чем паровой риформинг, и требует меньшего размера реактора. POX производит меньше водорода на единицу входящего топлива, чем паровой риформинг того же топлива.
Паровой риформинг в малых масштабах
Капитальные затраты на установки парового риформинга считаются непомерно высокими для малых и средних предприятий. Затраты на эти сложные объекты не уменьшаются. Обычные установки парового риформинга работают при давлении от 200 до 600 фунтов на квадратный дюйм (14-40 бар) с температурами на выходе от 815 до 925 ° C.
Для двигателей внутреннего сгорания
Сжигаемый газ и выбрасываемые летучие органические соединения (ЛОС) являются известными проблемами в морской промышленности и в наземной нефтегазовой промышленности, поскольку оба выделяют парниковые газы в атмосферу. При реформинге двигателей внутреннего сгорания используется технология парового риформинга для преобразования отходящих газов в источник энергии.
Для топливных элементов
Недостатки
Стоимость производства водорода путем реформинга ископаемого топлива зависит от масштаба, в котором он проводится, капитальных затрат на установку реформинга и эффективности установки, так что, хотя на промышленном предприятии это может стоить всего несколько долларов за килограмм водорода. масштаб, он мог бы быть более дорогим в меньшем масштабе, необходимом для топливных элементов.
Проблемы с установками риформинга, поставляющими топливные элементы
Однако с этой технологией связано несколько проблем:
Установка производства водорода
Назначение
Установка производства водорода предназначена для обеспечения техническим водородом вновь вводимых установок:
Строительство установки производства водорода позволит:
Методы производства водорода
Сырье и продукты
На российских НПЗ наиболее распространенным методом получения водорода является паровая конверсия углеводородов (СУГ, нафты, природного газа).
Продуктами являются чистый водород с концентрацией >99% об., а также отдувочный газ, который чаще всего используется в качестве топлива для печей.
Катализаторы
Наиболее часто используемыми в промышленности катализаторами для процесса паровой конверсии являются катализаторы на основе никеля, однако в ряде специфических процессов допускается использование благородных металлов платиновой группы.
Технологическая схема
В состав установки производства водорода входят следующие блоки и узлы:
Очистка сырья
Природный газ поступает в подогреватель, нагревается до температуры 40 °С. Для гидрирования сернистых соединений, содержащихся в сырье, до сероводорода, требуется небольшое количество водорода.
С этой целью часть водорода, полученного на установке, подается в качестве рециркуляционного водорода в поток сырья. Смесь сырья и рециркулирующего водорода, последовательно поступая в теплообменники, нагревается до температуры 380 °С, необходимой для предварительной очистки сырья.
Подогретая газосырьевая смесь поступает в реактор гидрообессеривания, где происходит гидрирование соединений серы до H2S. Газосырьевая смесь из реактора последовательно проходит через адсорберы, где происходит улавливание хлоридов (НСl) и сернистых соединений (H2S). В каждом из этих реакторов имеется три слоя катализатора:
Предриформинг
Очищенная газосырьевая смесь смешивается с перегретым паром высокого давления. Соотношение расходов регулируется с поддержанием заданного мольного соотношения водяного пара и углерода. Величина значения этого соотношения зависит от типа сырья, подаваемого на установку.
Далее парогазовая смесь нагревается до температуры реакции 475 °С – 500 °С, в змеевике подогрева сырья предриформинга, расположенном в конвекционной секции печи парового риформинга и направляется в реактор предриформинга.
В зависимости от типа перерабатываемого сырья, может наблюдаться увеличение или снижение общей температуры по реактору. Так при переработке бензинов увеличивается общая температура по реактору, за счет преобладания протекания реакций с экзотермическим эффектом, а при переработке природного газа температура по реактору падает, за счет протекания реакций с эндотермическим эффектом.
Риформинг
Парогазовая смесь нагревается до температуры 650 °С в змеевике подогрева сырья риформинга, расположенном в конвекционной секции печи парового риформинга, и затем поступает в коллектор, расположенный в радиантной секции печи парового риформинга.
В радиантной секции печи парового риформинга смесь сырья и пара поступает в катализаторные трубы, находящиеся в радиантной секции печи парового риформинга Н-1, проходит сверху вниз катализаторные трубы. В результате реакции, протекающей на катализаторе, загруженном в катализаторные трубы, получается равновесная смесь, состоящая из Н2, СО, СO2, СН4 и Н2O.
Для предотвращения образования кокса и отложения его на катализаторе технологический пар подается в избытке, превышая стехиометрическое количество, требуемого на реакцию.
Полученный конвертированный газ (парогазопродуктовая смесь) выходит из печи парового риформинга при температуре 888 °С и далее направляется в теплообменник. В теплообменнике происходит охлаждение питательной воды до температуры 320-343 °С, регенерированное тепло используется для генерирования насыщенного пара высокого давления.
Общий тепловой эффект реакций парового риформинга является в сильной степени эндотермическим, поэтому для достижения требуемой степени конверсии необходим подвод тепла.
Конструкция печи парового риформинга
Печь имеет сложную конструкцию, разработанную с учетом технологических требований процесса с целью обеспечения безопасной эксплуатации и хорошими технико-экономическими показателями. Для обеспечения расчетной степени конверсии без перегрева внешней поверхности поддерживается необходимая температура газа в катализаторных трубах. Благодаря небольшому диаметру труб увеличивается площадь теплообменной поверхности и улучшается перемешивание газа в слое катализатора. В результате печи риформинга работают при максимальных давлениях и температурах.
По конструкции печь состоит из двух одинаковых радиантных камер, работающих параллельно, и расположенной над ними общей конвекционной камеры. Процесс паровой конверсии метана осуществляется в реакционных трубах при температуре 780-888 °С за счет внешнего обогрева.
Конверсия окиси углерода и охлаждение синтез-газа
Водородсодержащий газ после парового риформинга и охлаждения поступает в реактор высокотемпературной конверсии, где избыточный пар превращает большую часть СО в С02 и Н2 при прохождении через слой катализатора.
Синтез-газ, подвергнутый конверсии, охлаждается, отдавая тепло потокам системы выработки водяного пара. Далее частично охлажденный синтез-газ поступает в воздушный, а затем на доохлаждение в водяной холодильник, где охлаждается до температуры 35 °С и поступает в сепаратор для разделения смеси на неочищенный водород и технологический конденсат.
Технологический конденсат смешивается с химочищенной водой, поступающей из сетей завода и направляется в деаэратор, а неочищенный водород подается в блок короткоцикловой адсорбции.
Короткоцикловая адсорбция водородсодержащего газа
Поток неочищенного водородсодержащего газа поступает в блок короткоцикловой адсорбции (КЦА), где происходит удаление примесей в процессе циклической адсорбции. Для выполнения заданной степени концентрирования водорода и удаления примесей в процессе используются многочисленные адсорбционные слои. Принятая схема блока позволяет извлечь водород с концентрацией 99,5 % (об.) из конвертированного газа, а сбросной газ направляется в качестве топлива в реакторную печь.
В блоке КЦА происходит очистка конвертированного водородсодержащего газа от примесей метана, окислов углерода путем адсорбции загрязнений на адсорбенте при высоком давлении и десорбции при низком давлении.
Блок утилизации тепла дымовых газов
В блоке утилизации тепла дымовых газов и продуктовых потоков производится водяной пар высокого давления за счет охлаждения дымовых газов и продуктовых потоков. Одновременно с этим предусмотрено использование тепла дымовых газов для нагрева питательной воды, перегрева производимого водяного пара и подогрева воздуха, подаваемого к горелкам печи.
Материальный баланс
| Наименование продукта | Измерение | Сутки | |
| един. | итого | % | |
| Входы | |||
| Сырьевой газ | т | 276,00 | 22,30 |
| Расход пара ВД в предриформинг | т | 633,60 | 51,20 |
| Расход пара ВД в риформинг | т | 327,90 | 26,50 |
| Сумма сырья | т | 1 237,50 | 100,00 |
| Выходы | |||
| Водород с установки | т | 89,70 | |
| Расход отдувочного газа с блока КЦА на печь | т | 605,10 | |
| Расход технологического конденсата | т | 542,70 | |
| Сумма продуктов | т | 1 237,50 | |
Достоинства и недостатки
Недостатки
Достоинства
Существующие установки
Спрос на водород растет в связи с переходом на потребление более чистых и легких нефтяных топлив, в то время как нефтяное сырье становится все тяжелее. В связи с этим трудно представить современный НПЗ без установки производства водорода. УПВ может отсутствовать только в составе НПЗ, работающих по профилю первичной переработки нефти. Стоит отметить, что для производств, обладающих развитой архитектурой вторичных процессов, ресурсов одной УПВ может быть недостаточно.
Технология мягкого парового риформинга нефтяного газа на месторождении ПАО «Газпром нефть»
19 Января 2017 А.И. Власов, Научно-Технический Центр «Газпром нефти» (ООО «Газпромнефть НТЦ»), Д.В. Самофалов (ПАО «Газпром нефть»), Ю.В. Гуйо, П.Л. Козырев (ООО «Газпромнефть-Восток»), В.А. Кириллов (Институт катализа им. Борескова СО РАН), Ю.В. Аристович, М.А. Грицай (ООО «Би Ай Технолоджи»)
Переработка добываемого нефтяного газа с получением сухого отбензиненного газа (СОГ), сжиженных углеводородных газов, широкой фракции легких углеводородов требует наличия соответствующих объектов по сбору, подготовке и транспорту газа на газоперерабатывающие заводы. Эти объекты являются весьма дорогостоящими по капитальным вложениям и затратам на эксплуатацию, а их строительство для малоресурсных и удаленных нефтяных месторождений, тем более для районов Дальнего Востока и Крайнего Севера, экономически неоправданно. В связи с указанным утилизация нефтяного газа, добываемого на малодебитных и удаленных от газотранспортной инфраструктуры месторождениях нефти, представляет собой большую проблему для большинства нефтяных компаний России. До недавнего времени она решалась практически единственным путем: сжиганием нефтяного газа на факелах.
Ужесточение государственных требований к экологии и возросшие штрафы за сжигание газа на факелах привели нефтяные компании к необходимости поиска других способов рационального использования нефтяного газа месторождений, не имеющих доступа к газотранспортным сетям. Такой способ был найден и заключается в использовании собственного газа в качестве топлива для выработки электроэнергии непосредственно на нефтепромыслах. В качестве генерирующих агрегатов для этой цели применяются машины (электростанции), в которых в качестве привода электрогенератора используется газовая турбина (ГТЭС) или газопоршневой двигатель (ГПЭС). Создание и эксплуатация собственных ГТЭС и ППЭС на промыслах обеспечивают выработку необходимых объемов электрической и тепловой энергии для собственных нужд. Это, во-первых, позволяет утилизировать нефтяной газ, во-вторых, дает значительную экономию за счет сокращения или полного исключения потребления энергии от внешних сетей.
Применение нефтяного газа в качестве топлива на ГПЭС имеет два основных недостатка.
1. Перегрев двигателя, рассчитанного для работы на природном газе с низкой теплотворной способностью (не более по сравнению с теплотворной способностью нефтяного газа Во избежание перегрева приходится снижать рабочую мощность энергоустановок на относительно номинальной.
2. Низкое метановое число топливного газа приводит к детонационным явлениям, неравномерному сгоранию топливной смеси, повышенному образованию сажи, сквозному прогару клапанов, возникновению нагара в цилиндрах двигателя.
В итоге использование нефтяного газа на ГПЭС можетпривести к выходу машины из строя или потребует более раннего капитального ремонта, стоимость которого достигает первоначальной стоимости оборудования [2].
Изменение теплотворной способности топливного газа в зависимости от его состава влияет на содержание вредных веществ, производительность и стабильность горения в газотурбинной установке. Появление тяжелых фракций в составе газа может привести к образованию наростов продуктов горения на горелках, что изменяет направление и обусловливает неравномерность теплового потока в камере сгорания, возникновению вибрационного режима горения. Указанные факторы приводят к нерасчетным режимам работы газотурбинного привода и последующим разрушениям [3].
Для экономически оправданного способа обеспечения электроэнергией и теплом предприятий нефтедобычи и объектов в их непосредственной близости потребовалась относительно простая и надежная технология подготовки нефтяного газа. Главная цель — конвертировать тяжелые гомологи метана (C2+в) в топливный газ с нормализоваными характеристиками, который наиболее предпочтителен в качестве топлива для газопоршневых и газотурбинных энергоагрегатов, и/или в продукт, аналогичный СОГ [4]. Такая технология, названная «мягкий паровой риформинг» (МПР), на территории России была разработана в Институте катализа СО РАН, доработана для коммерциализации и промышленного внедрения дочерней инжиниринговой структурой института ООО «БИ АЙ Технолоджи» и испытана на объекте ООО «Газпромнефть-Восток» при участии специалистов и экспертов ПАО «Газпром нефть» и ООО «Газпромнефть-Восток» В данной статье представлены основные результаты проведенных работ и сведения о процессе МПР.
Общие сведения о процессе МПР
Процесс МПР основан на следующих реакциях:

На реакции (1)—(4) главным образом влияют три фактора: температура, давление и количество подаваемого водяного пара. В соответствии с принципом Ле Шателье и термодинамикой реакций для получения максимального выхода метана при минимальном содержании водорода и углекислого газа в продуктах конверсии необходимо чтобы процесс осуществлялся при возможно более низкой температуре, в то время как температура технологического режима должна обеспечивать достаточную скорость протекающих реакций при приемлемом расходе сырьевой смеси через реактор. Исходя из этого и результатов экспериментов оптимальная температура процесса определена в диапазоне °С (конкретное значение оптимальной температуры зависит от состава сырья) [5].
Существует также определенное противоречие между теоретическими и фактическими значениями оптимального количества подаваемого водяного пара. Избыток воды подавляет протекание реакций (3) и (4), т.е. снижает выход метана, поэтому ее подачу в реактор необходимо осуществлять на минимальном стехиометрическом уровне. В то же время чрезмерное снижение подачи водяного пара связано с опасностью карбонизации (коксования) поверхности катализатора. Оптимальное значение мольного соотношения H2O/С2+в равно
Что касается давления сырьевого газа, то в производственных условиях оно зависит от условий сепарации на данном объекте добычи и подготовки нефти, поэтому практически не входит в перечень регулируемых параметров.
Таким образом, варьируя температуру и количество водяного пара, можно эффективно управлять как скоростью протекания процесса МПР, так и содержанием водорода, углекислого газа и метана в продуктах реакции.
При разработке катализатора процесса МПР принимались во внимание технологическое обеспечение и условия реализации процесса на отдаленных нефтепромыслах. Главными требованиями являлись:
— селективность относительно образования метана из всех жирных компонентов нефтяного газа;
— высокая активность при сравнительно низких температурах;
— повышенная стойкость к карбонизации;
— термическая стабильность без существенного снижения активности;
— обеспечение промышленного производства катализатора.
Этим требованиям соответствовал выпускаемый в промышленном масштабе никельсодержащий катализатор на основе оксида алюминия, модифицированный промотирующими добавками.
Опытно-промышленные испытания технологии
Технология МПР прошла полный цикл отработки: лабораторные исследования на модельных смесях, стендово-пилотную апробацию на реальном нефтяном газе и опытно-промышленные испытания.
Опытно-промышленные испытания установки номинальной производительностью 300 м 3 /ч (рис. 1) проводились в сентябре-декабре 2015 г. на юго-западном участке Крапивинского месторождения ООО «Газпромнефть-Восток».

Рис. 1. Внешний вид установки МПР-300
Установка состояла из следующих технологических аппаратов и устройств (рис. 2):
Рис. 2. Принципиальная технологическая схема установки МПР-300 (ризб избыточное давление)
— подготовки и подачи нефтяного газа;
— получения деминерализованной и питательной воды;
— производства насыщенного и перегретого пара;
— получения и подачи на установку сжатого азота;
— получения нормализованного природного газа.
Нефтяной газ при ризб = содержащий 71,70 % метана, 7,81 % этана, 7,46 % пропана, 1,43 % изо-бутана, 2,50 % н-бутана, 0,63 % изо-пентана, 0,65 % н-пентана, 0,50 % изо-гексана, 0,18 % н-генксана, 4,32 % диоксида углерода, 2,51 % азота, поступает в трубное пространство теплообменника HX-1000, где догревается до рабочей температуры °С. В смесителе MIX-1100 он соединяется с перегретым водяным паром перед подачей в риформер HX-2000, где парогазовая смесь вступает в химическую реакцию с образованием нормализованного газа. Последовательно охлаждаясь в теплообменнике HX-1000 и аппарате воздушного охлаждения HX-4000, нормализованный газ поступает в сепаратор V-5000, в котором отделяется от избыточной сконденсировавшейся воды и подается на выход установки. Вода из сепаратора V-5000 поступает на рецикл в деаэратор V-6000 для подготовки и подачи в процесс МПР. Для предотвращения гидратообразования в линии топливного газа предусмотрен впрыск изо-пропанола.
Техническая вода, поступая на установку, проходит химическую водоподготовку в блоке ХВО (в опытнопромышленной установке была применена установка очистки воды методом обратного осмоса). Из накопительной емкости E-7000 насосами P-6100 и Р-6200 очищенная вода подается для удаления остаточного кислорода в деаэратор V-6000, где под действием перегретого пара нагревается до температуры °С. при этом из нее удаляется избыточный кислород. Далее подготовленная вода насосами P-3100 и Р-3200 подается в электрический испаритель HX-3000/1 и далее в электрический пароперегреватель HX-3000/2, где пары воды нагреваются до рабочей температуры °С и поступают для смешивания с газом в смеситель MIX-1100.
В опытно-промышленной установке были применены электрообогрев для проведения первичного нагрева реактора и поддержания рабочей температуры в межтрубном пространстве риформера, а также электронагрев для генерации и перегрева водяного пара. В промышленных установках для этих целей будет использоваться специальный агрегат, работающий на топливном газе.
Испытания проводились в режиме работы установки, соответствующем на основании проведенных стендовых испытаний оптимальным условиям реализации процесса. Изменение температуры реактора достигалось соответствующей установкой температуры теплоносителя за счет регулирования мощности трубчатых электронагревателей. В экспериментах регистрировались следующие показатели: температура в реакторе; давление на входе в реактор и выходе из него; объемный расход нефтяного газа; состав продуктов конверсии. Содержание водорода и углекислого газа в нормализованном газе на выходе из сепаратора измерялось непрерывно газоанализатором ТЕСТ-1 ООО «БОНЭР» (г. Новосибирск). С периодичностью не реже 360 мин на переносном хроматографе ФХГ- 1М-2 проводились отбор проб и анализ состава исходного и нормализованного нефтяного газа с целью определения содержания каждой из гомологических групп углеводородов С2+.
Результаты испытаний
Полученные на объекте ООО «Газпромнефть — Восток» результаты испытаний позволяют сделать вывод о высокой эффективности технологического процесса МПР, которую подтверждают достигнутые показатели (см. таблицу).
Проведенные лабораторные, стендовые, пилотные исследования и опытно-промышленные испытания показывают перспективность применения технологии МПР для переработки нефтяного газа в нормализованное газомоторное топливо. Важным преимущес твом этой технологии является возможность перерабатывать газ с высоким содержанием жирных углеводородов. В зависимости от содержания углеводородов С2+в можно значительно увеличить объем смеси, т.е. выход метана. Отмеченное является важным конкурентным преимуществом технологии МПР перед другими технологиями переработки нефтяного газа, поскольку в настоящее время нет других коммерчески оправданных технологических решений, ориентированных на малоресурсные и удаленные нефтяные месторождения, для получения нормализованного газового топлива с целью локального автономного энергопроизводства.
Технология МПР имеет следующие дополнительные преимущества:
— проведение утилизации нефтяного газа для получения электроэнергии и метана непосредственно на нефтепромысле, что значительно сокращает затраты, связанные с транспортом нормализованного энергоносителя;
— возможность перерабатывать нефтяной газ с различным компонентным составом в метановодородную смесь;
— переработка любых объемов газа;
— получение метановодородных смесей различного состава в качестве топлива для генерации энергии, в том числе для собственных нужд нефтяных компаний;
— возможность компримирования полученного природного газа;
— использование блочно-модульной компоновки оборудования, позволяющей проводить ремонтные работы, замену блоков, наращивание мощности, в том числе и в полевых условиях;
— снижение эмиссии СО2 в объеме замещения сжигаемых топлив.
Сравнение МПР с другими технологиями (сепарации, GTL, синтеза метанола и др.) позволило сделать следующие выводы:
1. При небольших объемах нефтяного газа (менее 0,05 млрд м 3 /год), добываемого на множестве мелких месторождений, наиболее эффективным является его использование для генерирования электроэнергии на станциях малой мощности.
2. При более значительных объемах добычи нефтяного газа млрд м 3 /год) экономически предпочтительны удаление жидких компонентов путем сепарации на крупном (производительностью около 6 млрд м 3 /год) газоперерабатывающем заводе и продажа сухого газа.
3. Для крупных месторождений (добыча более 0,5 млрд м 3 /год) рациональным вариантом является генерирование электроэнергии на станциях с газотурбинными установками и поставка электроэнергии в энергосистему.
Полученные в результате опытно-промышленных испытаний показатели (температура, объемная скорость, условия коксования катализатора, содержание Н2 и СО2, максимальное содержание С2+в в сырьевом газе) оказались лучше заявленных разработчиком процесса до начала испытаний и значительно лучше ограничительных параметров, рассчитанных специалистами ПАО «Газпром нефть» для успешной коммерциализации технологического процесса. Исходя из достигнутых показателей профильными экспертами и службами ПАО «Газпром нефть» процесс МПР рекомендован к применению на добывающих предприятиях ПАО «Газпром нефть».
Список литературы
1. Технологические и экономические преимущества переработки попутных нефтяных газов на нефтепромыслах в метаново-водородную газовую смесь для питания энергоустановок М.В. Верниковская, П.В. Снытников, В.А. Кириллов, В.А. Собянин//Нефтепереработка и нефтехимия. Научно-технические достижения и передовой опыт. — 2012. — № 11. — С.
2. Аджиев А.Ю., Пуртов П.А. Подготовка и переработка попутного нефтяного газа в России. — Краснодар: ЭДВИ, 2014. — 349 с.
3. Особенности сжигания попутного нефтяного газа в газотурбинных установках. «Турбины и Дизели«/Б.А. Рыбаков, В.Д. Буров, Д.Б. Рыбаков, К.С. Трушин//Специализированный информационно-технический журнал. — 2008. — № 3 (май-июнь). — С.
4. Kalla R., Jansson P. Converting low quality gas into a valuable power source//Wartsila technical Journal. — 2013. — Р.
5. Пат. № 2442819 РФ. Способ работы устройства переработки попу ных нефтяных газов/П.В. Снытников, В.А. Кириллов, В.А. Собянин, В.Д. Беляев, Н.А. Кузин, В.В. Киреенков, Ю.И. Амосов, Т.В. Полянская, М.М. Попова, Д.И. Потемкин; заявитель и патентообладатель Институт катализа СО РАН и Новосибирский государственный университет. — № 2010127225/05; заявл. 05.07.10; опубл. 20.02.12.
6. Пат. № 2443764 РФ. Способ работы устройства подготовки попутных нефтяных газов для использования в энергоустановках/П.В. Снытников, В.А. Кириллов, В.А. Собянин, В.Д. Беляев, Н.А. Кузин, В.В. Киреенков, Ю.И. Амосов, Т.В. Полянская, М.М. Попова, Д.И. Потемкин; заявитель и патентообладатель Учреждение Российской академии наук Институт катализа им. Г.К. Борескова Сибирского Отделения РАН и ФГБОУ ВПО «Новосибирский национальный исследовательский государственный университет». — № 2010127226/05; заявл. 05.07; опубл. 27.02.12.
7. Пат. № 160799 РФ. Устройство для получения водородсодержащей газовой смеси/А.Н. Кузнецов, А.В. Дягтярев, Л.Н. Ким, В.А. Кириллов, В.Н. Мисник, М.А. Мишарин, А.В. Сазонов, Д.М. Сулимский, Е.В. Фролов, заявитель и патентообладатель ООО «Газпромнефть-Восток». — № 2015113066; заявл. 10.04.15; опубл. 10.03.16.