Недорогие и доступные фотополимерные 3D-принтеры
Не так давно фотополимерная печать была дорога и доступна только профессионалам.
Сейчас стоимость оборудования резко снизилась за счет известных стартапов и массово производимых настольных (офисных) 3D принтеров из Поднебесной.


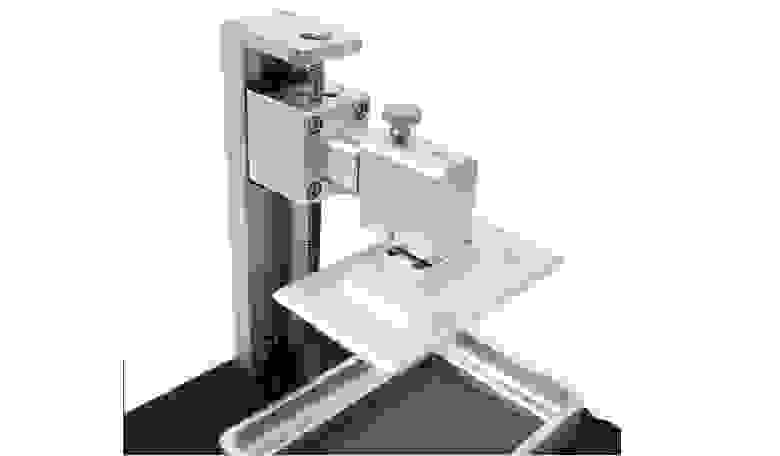
SparkMaker SLA — это удачный стартап, удачно совместивший качественные комплектующие со здравой идеей. Для печати используется простая УФ-фотополимерная смола (405nm).

Принтер компактный, оснащен защитным колпаком, внутри ванночка, рельсовая направляющая (MGN15H). Печатает с карты памяти, для подготовки моделей предусмотрен фирменный слайсер (Spark Studio). Доступны видео по использованию, инструкции, тестовые модели.

Точность печати получается до 50 микрон (точность позиционирования на порядок выше). Размер области печати 98 x 55 х 125 мм.

Характеристики:
Brand: SparkMaker
Type: Complete Machine
Print speed: 8 — 15 s/layer
Supporting material: Resin
XY-axis positioning accuracy: 0.01mm
Z-axis positioning accuracy: 0.002 mm
Voltage: 24V
Working Power: 48W
Packing Type: Assembled packing
Connector Type: SD card
Product weight: 2.0000 kg
Package weight: 3.0000 kg
Product size: 17.00 x 17.00 x 27.50 cm
Package size: 34.00 x 34.00 x 34.00 cm
Купить фотополимерный принтер SparkMaker SLA UV 3D Printer можно в нашем магазине Gearbest, принтер в наличии, доставка бесплатная до дверей.


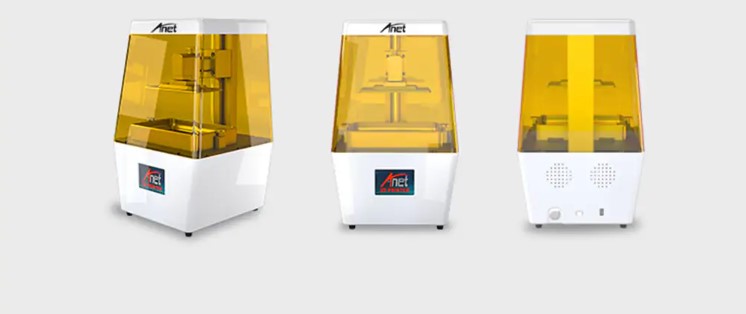
Следующим интересным представителем можно считать новую модель N4 UV Photocuring LCD 3D Printer от известного бренда Anet.
Это UV SLA принтер с большим цветным дисплеем 3.5″ и оффлайн-печатью (с карты памяти).
Характеристики:
Brand: Anet
Type: Complete Machine
Model: N4
Engraving Accuracy: 0.001mm
Frame material: Aluminum Alloy
Platform board: Aluminum Alloy
Memory card offline print: SD card
LCD Screen: Yes
Print speed: 30mm/h
Supporting material: Resin
Language: Chinese, English
File format: STL
Model supporting function: Yes
Voltage: 12V
Working Power: 36W
Packing Type: Assembled packing
System support: Windows
Voltage Range: AC 100/220V
Connector Type: SD card,U disk
Стоимость несколько выше предыдущей модели, но в плюсах размеры печати:
— больше поле печати 120х60х138 мм;
— выше точность позиционирования, выше точность печати (
30 микрон);
— выше мощность УФ-засветки;
— выше скорость печати (меньше время засветки слоя).

Flyingbear Shine UV Resin DLP 3D Printer.
Это вполне офисный SLA 3D принтер с областью печати 120 x 68 x 210 мм и разрешением 2К.
Характеристики:
Brand: Flyingbear (DLP
Model: Shine DLP
Type: Assembled 3D UV Resin printer
Layer thickness: 0.025 to 0.1 mm
Print speed: 30mm/h
Language: Chinese,English
XY-axis positioning accuracy: 0.047 mm
Z-axis positioning accuracy: 0.004mm
Print size:120 x 68 x 210mm
Printer szie:203 x 175 x 415(L x W x H)
Connectivity: WiFi,U-disk
Layer resolution: 0.025
0.100mm
Z axis resolution: 0.004MM
XY DPI: 0.047mm (2560 x 1440)
Light-source: 405nm UV integrated light
Technique: LCD Shadow Masking
Printing material: 405nm uv resin
Slice software: FLYINGBEAR-Shine slicer,Creation workshop
Screen: 4.3-inch touch screen
Voltage: 24V
Working Power: 72w
Connector Type: U disk,Wi-Fi
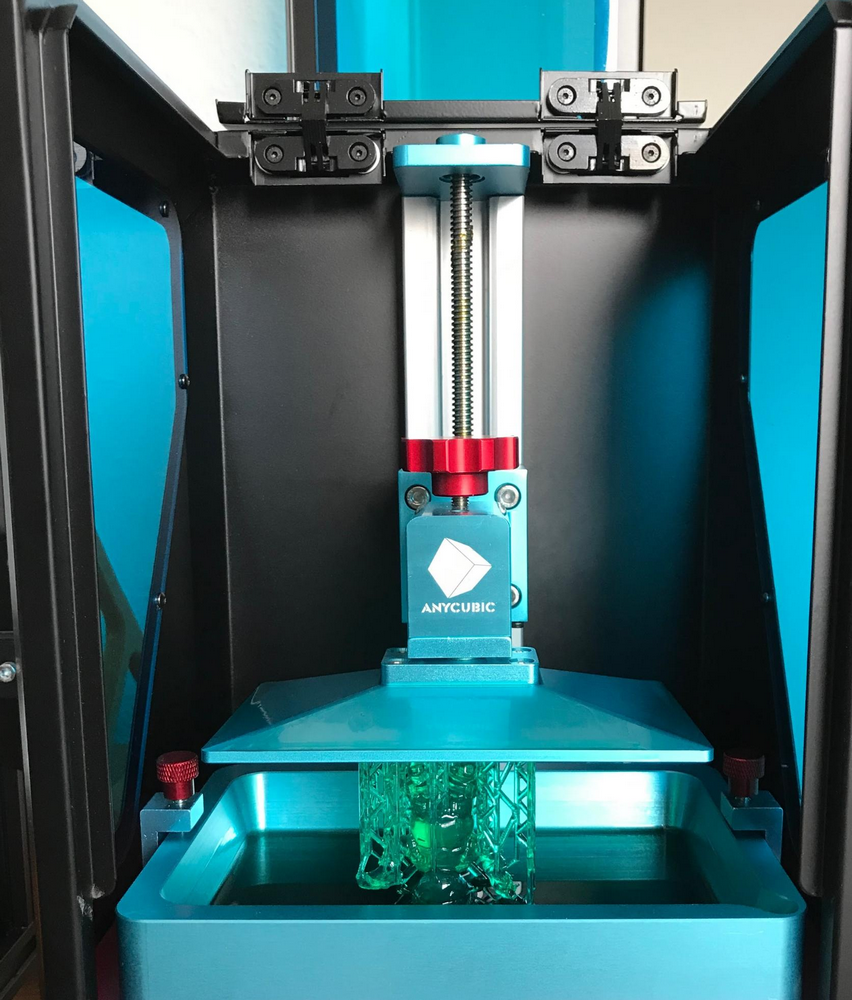
Ну и наконец, один из самых перспективных SLA 3D принтеров — Anycubic PHOTON Complete 3D Printer.

Это вполне приличный SLA 3D принтер с областью печати 115 x 65 x 155 мм. Предусмотрен дисплей 2.8″ с сенсорным управлением. Печатать можно также с USB-накопителей.

Характеристики:
Brand: Anycubic
Type: Complete Machine
Nozzle quantity: Single
Product forming size: 115 x 65 x 155mm
LCD Screen: Yes
Print speed: 20mm/h
Working Power: 40W
Packing Type: Assembled packing
Voltage Range: 110 — 250V
Connector Type: USB

В зависимости от типа фотополимера, можно использовать указанные SLA 3D принтеры для моделизма и прототипирования, отработки 3Д моделей, конструирования, а также для ювелирных изделий («выжигаемый» фотополимер, castable). Стоит указать, что подобные технологии используются для протезирования в стоматологии — со специальным стоматологическим фотополимером.
В любом, случае, это новый виток «домашних» и офисных принтеров.
Фотополимеры для 3D-печати: советы и инструкция по применению
Рассказываем о применении фотополимеров для 3D-печати, их преимуществах и тонкостях работы с ними, даем детальную инструкцию — подробный мануал, пошаговый гайд для печати, который поможет понять, сложно ли печатать 3D-объекты на фотополимерных 3D-принтерах.
Узнайте больше из статьи.
Содержание
Что такое 3D-печать фотополимерами
В сравнении с другими видами 3D-печати фотополимерная печать обладает рядом преимуществ, из которых наиболее существенными являются следующие:
Возможность изготавливать геометрически сложные объекты с большим количеством мелких деталей.
Идеально гладкие поверхности напечатанных объектов.
Большой выбор материалов для 3D-печати с различными свойствами.
Превосходные физико-механические свойства принтов, обеспечивающие простоту их последующей обработки – склеивания, шлифовки, окрашивания и т.п.
Однако, в течение длительного времени оборудование для фотополимерной печати отличалось высокой ценой и было доступно лишь профессионалам.
Благодаря стремительному прогрессу оптоэлектроники, в последние два-три года стоимость оборудования резко снизилась. Сочетание низкой цены и высокого качества печати обеспечило фотополимерным принтерам широкую популярность, а производители, в первую очередь китайские, наводнили рынок разнообразными моделями – от промышленных до настольных.
Фотополимерные принтеры сильно отличаются от ставших уже привычными FDM-принтеров. А поскольку число их непрерывно растёт, возникла необходимость уделить внимание вопросам, связанным с подготовкой файлов, постпечатной обработкой принтов и обеспечением безопасности.
Подготовка файлов
Заполнение модели
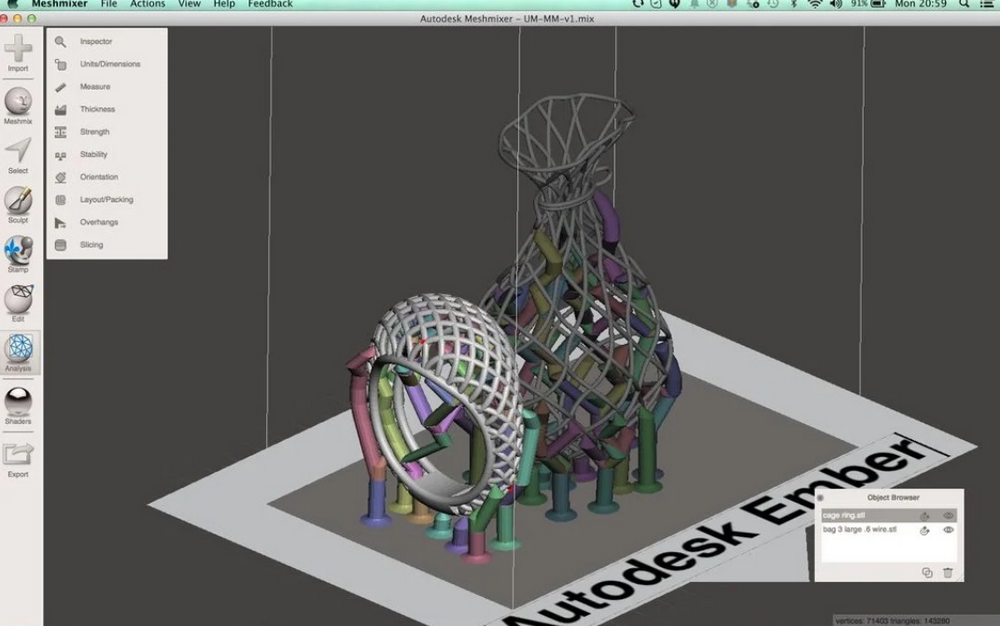
При работе с фотополимерными принтерами необходимо иметь в виду, что они не способны автоматически производить «заполнение» внутреннего пространства моделей так, как это делает FDM-принтер. К примеру, сфера будет распечатана как сплошной шар, что сделает модель чрезвычайно массивной и обернётся напрасной тратой смолы и трудностями с отверждением. Поэтому файлы, описывающие пустотелые модели, требуют специальной обработки, производить которую удобнее всего при помощи программы Meshmixer.
Правильная ориентация
Фотополимерная печать обеспечивает лучшее качество тогда, когда плоскость создания слоев не совпадает с плоскостями объекта, то есть располагать его надо под некоторым углом.
Это отличается от того, к чему вы привыкли при использовании FDM-принтеров, и об этом надо помнить.
Выбор фотополимера
Ещё совсем недавно рынок фотополимерных смол был почти полностью занят китайскими производителями. Фотополимеры, производимые в США и Европе, располагались в сегментах “верхний” и “верхний-средний” и были мало доступны отечественному потребителю.
В последнее время на российском рынке появились качественные смолы отечественного производства, в том числе нижегородской компании “3Д Аддитивные технологии” под торговой маркой Gorky Liquid.
Не уступая китайским фотополимерам по таким показателям, как цена, удобство печати и качество принтов, они резко выделяются практически полным отсутствием запаха. Полная информация о фотополимерных смолах Gorky Liquid – на сайте производителя.
Подготовка принтера
При извлечении принта капли смолы часто попадают и на принтер и окружающие поверхности. Чтобы минимизировать возможный ущерб, рекомендуется перед заливкой фотополимерной смолы в кювету установить принтер в какую-нибудь достаточно большую ёмкость с низкими краями. Дешевый обеденный поднос или противень – достаточная страховка на случай, если что-то пойдет не так. Даже если смола выплеснется из кюветы и вытечет из принтера, дальше подставки она не попадёт.
Постпечатная обработка принта
Выбор растворителя

После окончания печати полученную модель необходимо очистить от неотверждённой смолы, которой она покрыта. Для этого вам понадобится растворитель. Лучшим растворителем для фотополимерных смол является изопропиловый спирт. Он низкотоксичен, относительно малолетуч и легко доступен, поскольку, в отличие от этилового спирта, не является объектом государственного регулирования.
Выбор инвентаря
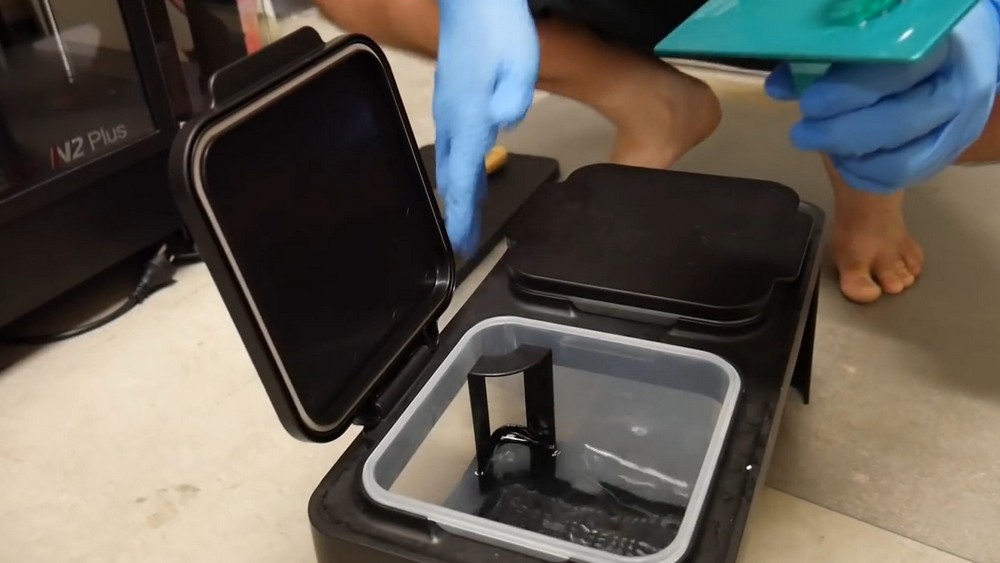
Для очистки принта используйте пластиковую ёмкость (например, какой-нибудь контейнер Tupperware) и сито. Распечатанная модель должна помещаться в сито, а сито – в ёмкость таким образом, чтобы растворитель, налитый в неё, покрывал модель полностью.

Комплект поставки любого фотополимерного принтера содержит пластмассовый шпатель – для снятия принта с платформы. Однако, опыт показывает, что режущие кромки пластмассовых шпателей редко обладают остротой достаточной для того, чтобы снять принт без повреждений. Поэтому лучше использовать металлическим шпатель – обычный строительный шпатель, который можно приобрести в любом магазине стройтоваров.
Очистка принта
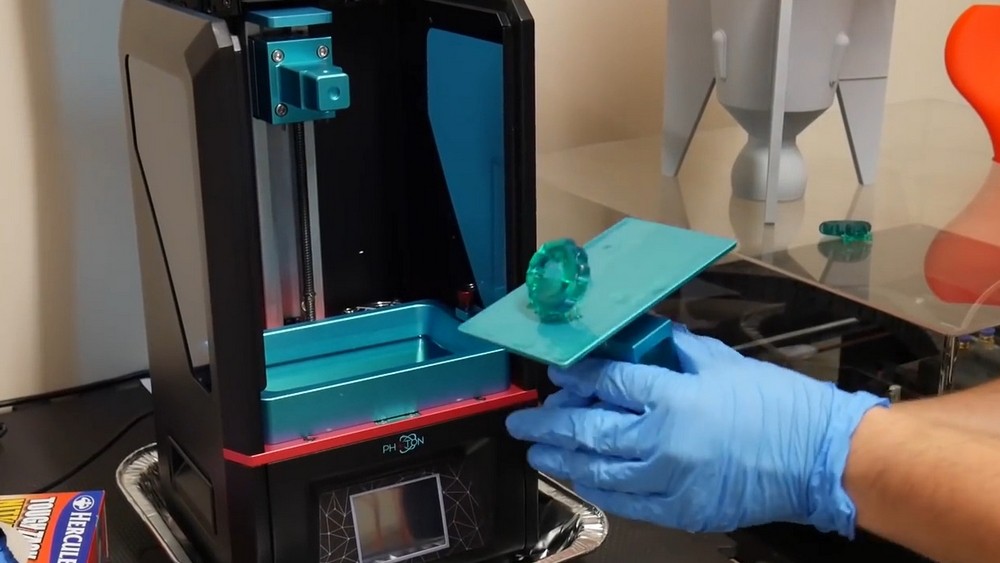
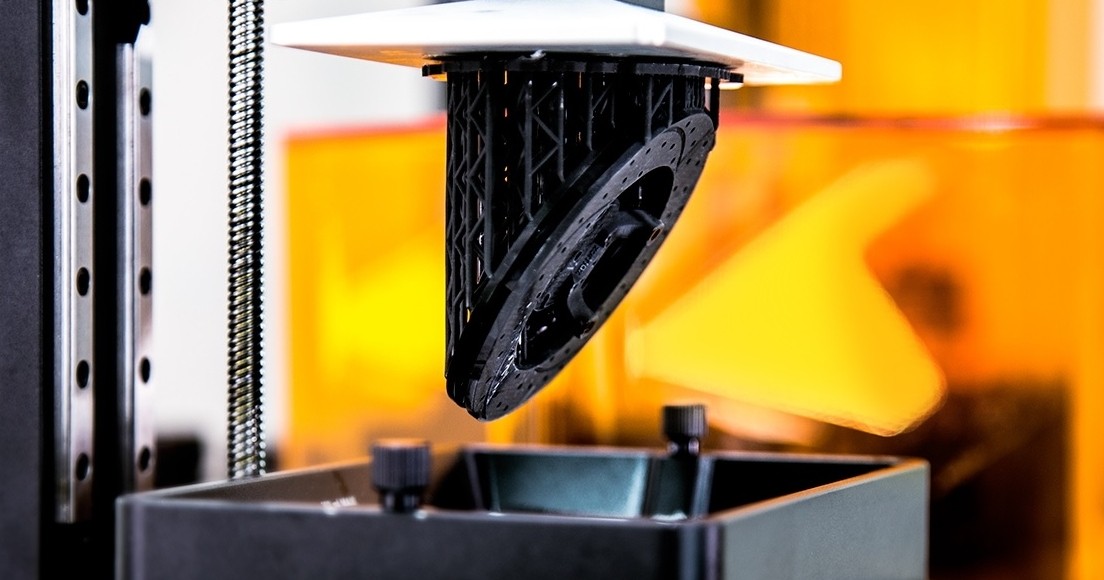
После того, как процесс печати закончится и платформа с готовым принтом будет приведена в крайнее верхнее положение, подождите несколько минут, чтобы излишки смолы стекли с принта и платформы. После этого поднимите защитный экран принтера и отсоедините платформу.

Держа платформу с принтом одной рукой, другой рукой, при помощи шпателя, отделите принт от платформы и сбросьте его в сито, расположенное в ёмкости, наполненной растворителем. После этого платформу лучше всего установить обратно в принтер – чтобы ничего не испачкать оставшейся на ней смолой.
В течение двух-трёх минут аккуратно встряхивайте сито, не вынимая его из растворителя. Убедившись, что остатки смолы полностью растворились, выньте принт из сита. Очищенный принт полностью готов к заключительной операции – ультрафиолетовому отверждению.
Отверждение принта

Для отверждение изделий из фотополимерных смол используются ультрафиолетовые камеры. Достаточно поместить принт в камеру и подвергнуть его облучению в течение 3-5 минут.
В Интернете можно встретить совет использовать для отверждения принтов солнечный свет. Однако, это возможно лишь там, где УФ-индекс достаточно высок – в экваториальной и субэкваториальной зонах. Кроме того, под действием солнечных лучей не успевший затвердеть материал принта сильно разогревается, что может привести к его деформации.
Для умеренных широт характерны низкие показатели УФ-индекса, поэтому в России альтернативы УФ-камере нет.
Вопросы безопасности
Пожарная безопасность

Изопропиловый спирт образует с воздухом взрывоопасные смеси и легко воспламеняется. Фотополимеры обычно негорючи, но при нагревании выделяют газообразные вещества, обладающие токсическим действием. Поэтому все работы, связанные с фотополимерной печатью, необходимо проводить вдали от источников тепла, искр и открытого пламени, в хорошо проветриваемом помещении.
Защита кожи

Фотополимерные смолы токсичны. Вдобавок, они обладают умеренной вязкостью, легко разбрызгиваются и мгновенно прилипают к любой поверхности, на какую попадут. Поэтому работать со смолой следует в перчатках и закрытой одежде. При попадании состава на кожу, его следует смыть большим количеством воды. В случае возникновения покраснения или выраженного ожога обратитесь к врачу.
Смола, попавшая на перчатки, застывает очень медленно и продолжает пачкать всё, к чему вы прикасаетесь. Внимательно следите за тем, чтобы после извлечения модели из принтера не трогать ни одежды, ни посторонних предметов. Как только необходимость в перчатках отпадёт, сразу снимите их, выворачивая наизнанку.
Каждую пару следует использовать лишь один раз. Не экономьте – лучше сменить одноразовые перчатки, чем тратить время и силы на очистку одежды, стола и т.д.
Защита глаз
В процессе фотополимерной печати вы имеете дело со смолами и изопропиловым спиртом. Попадание в глаз каждого из этих веществ болезненно и представляет немалую опасность для зрения. Поэтому защитные очки совершенно необходимы.
При попадании смолы или спирта в глаза следует осторожно промыть их водой в течение нескольких минут. При длительном покраснении и/или сохранении неприятных ощущений — обратиться за медицинской помощью.
Защита органов дыхания

Изопропиловый спирт летуч и обладает резким характерным запахом. Фотополимеры имеют различные запахи – от практически неощутимых до чрезвычайно сильных, однако все они включают летучие компоненты, вредные для здоровья. Поэтому и печать, и очистку принтов следует производить только в хорошо проветриваемых помещениях, желательно с принудительной вытяжкой.
При появлении симптомов отравления – головокружения, головной боли, тошноты – немедленно покиньте помещение и выйдите на свежий воздух. При длительном сохранении указанных симптомов обратитесь к врачу.
Защита окружающей среды

Компоненты фотополимеров повышают уровень рН в окружающей среде, что уменьшает интенсивность круговорота органических веществ в системе почва-растение, а при попадании в воду нарушает процессы самоочищения водоемов и оказывает губительное действие на их обитателей — рыбу, фитопланктон, водоросли и т.д. Поэтому, после очистки принта, не следует сливать использованный растворитель в канализацию. Проще всего слить его в какую-нибудь ненужную ёмкость и дать спирту испариться. На стенках ёмкости останется тонкая плёнка смолы, которая быстро затвердеет, после чего ёмкость можно утилизировать вместе с прочими твёрдыми бытовыми отходами.
Образцы печати



Заключение

3D-печать фотополимерами обеспечивает большую точность и прочность, чем привычная домашняя FDM-печать пластиковым филаментом, хоть и в несколько меньших масштабах. Также она требует аккуратного обращения с жидким сырьем и некоторых навыков.
Следуя несложным правилам и советам из этой статьи, вы сможете быстро ее освоить и создавать высокоточные объекты с гладкой поверхностью, избежав многих ошибок начинающих.
Купите фотополимерные смолы для 3D-печати в Top 3D Shop — получите гарантированно качественное оригинальное сырье от известного производителя по разумной цене.
Выбираем правильный 3D-принтер: FDM против SLA
3D-принтеры становятся все более доступными, а применяемые технологии более эффективными и практичными. На текущий момент у любителей моделирования и реализации собственных проектов на практике появились фавориты – это FDM и SLA принтеры. Какой из них выбрать, на что обратить внимание и каких опций окажется достаточно, читайте в этой статье.
FDM-принтер: принцип работы

FDM (Fused Deposition Modeling) – это технология 3D-печати, которая для создания модели использует расплавленный пластик. Специальная нить из термопластичного полимера выходит через экструдер на рабочую поверхность, после чего послойно формирует конечную заготовку. Идея придумана и запатентована Скоттом Крампом, сооснователем компании Stratasys в 1989 году.
SLA-принтер: как работает

SLA (Stereolithography Apparatus) – это технология 3D-печати, основанная на использовании фотополимеров. Это считается первым технологическим прорывом в этой области, который совершен благодаря Чарльзу Халлу. Расходный материал отличается высоким уровнем пластичности, которая возникает благодаря воздействию мощного лазера. Лазерный источник располагает на дне чаши, в которой и находится термореактивная смола. Процесс более долгий, так как требуется время на затвердевание каждого слоя.
Сравнение технологий для правильного выбора 3D-принтера
Сравним критерии и особенности технологий, что поможет сделать правильный выбор под ваши нужды.
Тип материала

FDM: такой тип принтеров использует широкий спектр термопластичных полимеров и композитов. Последние используются в основном в виде филамента. Такое многообразие позволяет найти расходники по оптимальным ценам вне зависимости от региона проживания. В среднем один килограмм полимеров в зависимости от качества и типа будет составлять 1800-7500 тысяч рублей.
SLA: 3D-принтеры обладают более скудным ассортиментом материалов, при помощи которых можно создавать объемные модели. В основном это термореактивная, фоточувствительная смола. Поставляется в в жидкой форме, один литр такой смеси может составлять 7000-14000 рублей. Именно поэтому фотополимеры используются в стоматологии, для работы с ювелирными изделиями и так далее.

Популярные модели наших фотополимерных 3D принтеров



Цветовая палитра
FDM: полимерная нить отличается не только дешевизной, но и разнообразием цветовой палитры. Независимо от типа материала можно добавлять самые разнообразные красители и достигать уникальных цветовых гамм. Это важное дополнение, которое помогает создавать дизайнерские предметы с сохранением инженерной гибкости. В некоторых случая под индивидуальный заказ можно получить особые материалы по цвету, что является важным дополнением.
SLA: не отличается большим количеством оттенков, в основном поставляется в прозрачном, черном или сером цвете. Часто для придания гибкости владельцы установок самостоятельно экспериментируют и добавляют разнообразные пигменты. Это весьма трудозатратный процесс и не всегда оправдывается при получении конечной заготовки. Тем не менее такая практика предоставлять хотя бы небольшой задел маневрирования относительно красоты и практичности.
Поверхность модели
FDM: послойное создание модельки сопровождается грубостью получаемой заготовки. Линии хорошо видны, составляют около 50-400 мкм в зависимости от толщины сопла. Исправить эту проблему практически невозможно, только через пост-обработку. Качественная сторона во многом определяется моделированием. Это требует хорошей подготовки, которая включает корректировка пустот, разрывов и так далее.
SLA: технологический процесс предполагает использование лазера, который детально обрабатывает каждую линию и соединяет ее практически без шва. Так как линии более тонкие, можно формировать более точную и гладкую поверхность. Ширина лазера составляет всего 20 мкм.

Точность

FDM: печать отличается хорошей точностью размеров при работе с крупными моделями. Для небольших заготовок точность снижается в разы, что связывается с проблемой выше. Показатель сильно зависит от модели принтера, которая применяется. Также следует правильно ориентироваться в настройках техники, ведь следует выполнить калибровку и подстройку слайсера. Среди прочего правильный выбор материала также позволяет повысить «реальность» получаемого результата, здесь нужно ориентироваться на усадочные свойства.
SLA: тонкость лазера позволяет выигрывать фотополимерном принтеру у FDM. Точность размеров наиболее удачная и не имеет равных по сравнению с другими технологиями. Как уже отмечалось выше, технологические наработки уже давно используются в стоматологии и ювелирном деле.
Прочность
FDM: наличие большего ассортимента расходных материалов, которые используются с технологией, уже указывают на более широкий спектр свойств. Прочность не является исключением, поэтому получаемые детали отличаются легкостью и высоким удельным сопротивлением на излом. Если в приоритете долговечность, достаточно воспользоваться печатью с применением нейлонового углеродного волокна.
SLA: задачи фотополимерных принтеров – это создать точность, вопросы прочности отходят на второй план. На текущий момент специалисты постоянно совершенствуют смолу, делают ее более твердыми и менее подверженными механическим факторам. Трещины и деформации – это частая проблема, которая пока никак не решается.
Простота использования
FDM: устройства достаточно просты и не требуют специализированной подготовки. Для выполнения поставленных задач нужно только разместить бобину с нитью на специальную стойку, и один конец полимера поместить в экструдер. Многие пользователи отмечают о возможности эксплуатации такого прибора в открытом офисе или в классах школ. Получаемые детали остаются чистыми, сухими, что предполагает выполнение постобработки сразу после получения последней.
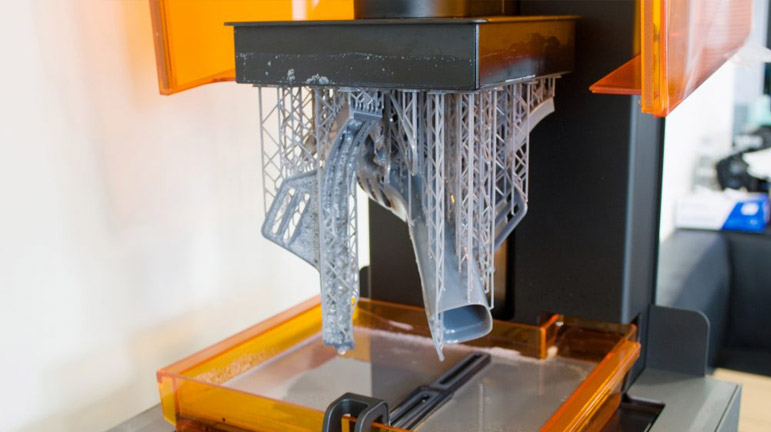
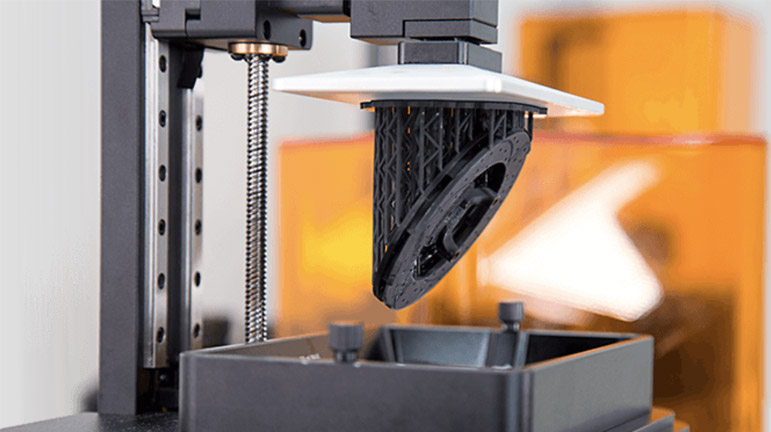
SLA: устройства также не отличаются высокой сложностью, но требует дополнительной подготовки. Это связывается с нюансами работы с жидкими материалами. Смола часто расползается по рабочей плоскости, а полученные детали могут оказать влажными. Еще одним неприятным моментом считается токсичность расходников, что также требует специальной одежды, как минимум перчаток и защитных очков.
Процесс постобработки предполагает выполнения ряда этапов. На первом деталь подвергается промыванию. Это помогает избавиться от излишков смеси, при этом заготовка остается непосредственно на площадке. После нужно отсечь последнюю для чего применяются кусачки. Для придания большей твердости используется обработка УФ-лучами. Скорость отвердевания зависит от мощности лампы и размера заготовки. Такая сложность часто становится причиной использования в специализированных лабораториях.
Стоимость
FDM: считается самой доступной, простой и удобной технологией. Стоимость низкая не только для самого оборудования, но и для расходных материалов. Полимеры сопровождаются предельно низкой удельной ценой, что является существенным плюсом. Низкая себестоимость заготовки также играет важную роль при выборе.
SLA: отличается высокой ценой как на машину, так и на получение детали во время эксплуатации. Именно поэтому технологический процесс часто связывается с коммерческой организацией, которая занимается высоколиквидной и оплачиваемой деятельности (стоматология, ювелирное дело). Вам также придется покупать большое количество дополнений, которые будут способствовать проведению процедуры.
Габариты оборудования
FDM: принтеры представлены на рынке с различными габаритами, которые зависят от типа сопла, дополнений и так далее. Сейчас можно купить как настольные версии, так и крупные установки для промышленности. Все упирается только в потребности клиента. По объему загружаемого материала самая большая машина размещает порядка 2475 литров.
SLA: практически все модели обладают небольшими, а порой миниатюрными размерами. Здесь важна точность, поэтому применение связано с созданием небольших деталей. Максимальный литраж самой большой установки считается всего 618 литров.
Подводим итоги

Детальный разбор по каждой позиции позволил выявить сильные и слабые стороны FDM и SLA-принтеров. Если рассматривать промышленное производство, то здесь практикуют комбинирование технологий. Это позволяет использовать только положительные качества и находить идеальное решение для каждой проблемы. Если рассматривать домашнее применение, то здесь выбор определенно за FDM, как гибкое и удобное решение. Это касается и образовательного процесса.