Механизм расчета общей эффективности оборудования: пример Jordan Steel Company
Серьезный вклад в повышение эффективности работы оборудования внесла концепция Всеобщего ухода за оборудованием (TPM), направленная на достижение идеального технического состояния оборудования за счет грамотного ухода, регулярного профилактического обслуживания и системного устранения потерь. Но чтобы работать над сокращением потерь, связанных с обслуживанием оборудования, необходимо уметь рассчитать его эффективность.

Показатель общей эффективности оборудования (Overall Equipment Effectiveness) отталкивается не от номинальной мощности оборудования и времени его работы, а оценивает эффективность с трех сторон:
Рассчитывается OEE по следующей формуле:
OEE = Доступность × Производительность × Качество
Для иллюстрации методики расчета OEE мы подобрали пример Jordan Steel Company, иорданского сталелитейного предприятия полного цикла, производящего сталь нескольких марок. Необходимость соответствовать запросам рынка и стремление достичь уровня World Class Manufacturing подтолкнуло руководство компании к внедрению TPM. Помимо повышения качества обслуживания оборудования планировалось снизить потери времени и ресурсов и повысить качество продукции. Начать было решено с внедрения эффективной системы контроля качества. Была создана группа по улучшению качества, проведен ряд тренингов по обучению персонала обнаружению неисправностей оборудования, поиску потерь и их устранению. В результате Jordan Steel Company получила сертификат качества ISO 9001:2000. Тем не менее, показатели эффективности находились ниже запланированного уровня.
На момент запуска производственной линии уровень общей эффективности оборудования составлял 72%, однако с тех пор уровень OEE не измерялся, хотя без регулярной оценки этого показателя работа по повышению эффективности будет малорезультативна. Руководство предприятия решило это исправить и провести оценку общей эффективности оборудования. Для этого была сформирована рабочая группа из сотрудников разных отделов, которая в течение 15 рабочих дней собирала данные по производственному процессу.
Сбор данных
Производственный цех состоит из трех ключевых рабочих станций: первая – это печь, где уровень неисправностей и сбоев крайне низок, благодаря регулярному и тщательному техническому обслуживанию. На второй станции происходит прессовка и резка металла, на третьей – охлаждение. Как показали собранные данные, причиной простоев чаще всего являются сбои оборудования на втором этапе производства.
Оценивая результаты, рабочая группа отталкивалась от стандартов, существующих в отрасли, например:
В течение 15 дней оценки тщательно фиксировалось время простоев оборудования по любым причинам (поломки, переналадка, плановая остановка) в ходе работы двух смен (Смена А с 07:00 до 17:00, Смена Б с 20:00 до 06:00). Были получены следующие результаты:
Более конкретно собранная информация представлена в таблицах: таблицы 1 и 2 – данные по потерям в смены А и Б; в таблице 3 – суммарные данные за 15 дней.
Размер партии – количество тонн сырья, при котором начинается технологический процесс.
Объем брака – объем стали, выработанной с дефектом в результате поломки или неисправности оборудования.
Таблица 1. Время простоя и объем брака за первые 15 рабочих дней, смена А.
СОДЕРЖАНИЕ
Расчеты для OEE и TEEP
OEE производственной единицы рассчитывается как произведение трех отдельных компонентов:
Чтобы вычислить TEEP, OEE умножается на четвертый компонент:
Расчеты OEE не особенно сложны, но следует внимательно относиться к стандартам, которые используются в качестве основы. Кроме того, эти расчеты действительны на уровне рабочего центра или номера детали, но становятся более сложными при переходе к агрегированным уровням.
Общая эффективность оборудования
В качестве альтернативы, что часто проще, OEE рассчитывается путем деления минимального времени, необходимого для производства деталей в оптимальных условиях, на фактическое время, необходимое для производства деталей. Например:
Общая эффективная производительность оборудования
В то время как OEE измеряет эффективность по расписанию, TEEP измеряет эффективность по календарным часам, то есть: 24 часа в сутки, 365 дней в году.
Таким образом, TEEP сообщает «чистую прибыль» от использования активов.
TEEP = Загрузка * OEE
Загрузка
Расчет: загрузка = запланированное время / календарное время
Планируется, что данный рабочий центр будет работать 5 дней в неделю, 24 часа в сутки.
Для данной недели общее календарное время составляет 7 дней по 24 часа.
Загрузка = (5 дней x 24 часа) / (7 дней x 24 часа) = 71,4%
Доступность
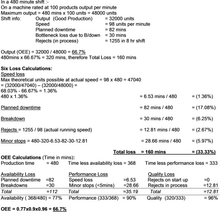
Пример: данный рабочий центр планируется работать в течение 8-часовой (480-минутной) смены с 30-минутным плановым перерывом, и во время перерыва линии останавливаются, а внеплановый простой составляет 60 минут.
Расчет: доступность = время работы / запланированное время
Доступность = 390 минут / 450 минут = 86,6%
Производительность и продуктивность
Расчет: производительность ( производительность ) = (количество произведенных деталей * идеальное время цикла) / время работы
Планируется, что данный рабочий центр будет работать в течение 8-часовой (480-минутной) смены с 30-минутным плановым перерывом.
Стандартная ставка для производимой детали составляет 40 единиц в час или 1,5 минуты за единицу.
Время производства деталей = 242 единицы * 1,5 минуты / единица = 363 минуты
Производительность (производительность) = 363 минуты / 390 минут = 93,1%
Качество
Произведено 242 единицы. 21 неисправны.
221 единиц хорошего качества / 242 единицы произведено всего = 91,32%
«Шесть больших проигрышей»
Чтобы иметь возможность лучше определять источники наибольших потерь и нацеливаться на области, которые должны быть улучшены для повышения производительности, эти категории ( доступность, производительность и качество ) были дополнительно подразделены на так называемые « шесть больших потерь ». OEE.
Они подразделяются на следующие категории:
| Доступность | Представление | Качество |
|---|---|---|
| Планируемое время простоя | Незначительные остановки | Производственные браки |
| Поломки | Потеря скорости | Отклоняет при запуске |
Причина определения потерь в этих категориях заключается в том, чтобы можно было применить конкретные контрмеры для уменьшения потерь и улучшения общего OEE.
комплексное обслуживание оборудования
Сочетание OEE с целенаправленным улучшением превращает OEE из отставания в опережающий индикатор. Первым этапом целенаправленного улучшения OEE является достижение стабильного OEE. Один, который варьируется примерно на 5% от среднего для репрезентативной производственной выборки. Как только эффективность актива станет стабильной и не будет зависеть от изменчивости скорости износа оборудования и методов работы. Второй этап улучшения (оптимизации) OEE может быть проведен для устранения хронических потерь. Сочетание OEE и TPM Целенаправленная тактика улучшения создает опережающий индикатор, который можно использовать для определения приоритетов управления производительностью. Поскольку процесс TPM обеспечивает эти преимущества за счет небольших кросс-функциональных групп улучшения, процесс улучшения OEE повышает вовлеченность команды / ответственность за проблемы, сотрудничество и уровни навыков. Именно такая комбинация OEE в качестве ключевого показателя эффективности, тактики целенаправленного улучшения TPM и вовлеченности передовых команд позволяет зафиксировать достигнутые успехи и обеспечить достижение цели TPM, заключающейся в ежегодном улучшении OEE.
Эвристический
Изменчивость потока также может привести к значительным затратам и рискам, которые могут потребовать дальнейшего моделирования. Может оказаться полезным анализ чувствительности и меры изменений.
Общая эффективность оборудования
Общая эффективность оборудования (Overall Equipment Efficiency — OEE) — показатель, позволяющий комплексно оценить эффективность построения производственного процесса, за исключением входной и выходной логистики. Сам термин предложен в конце шестидесятых годов прошлого века Сеийчи Накадзимой (Seiichi Nakajima), но начал использоваться за пределами Японии только в конце восьмидесятых
Содержание


Определение значения данного показателя сводится к отношению числа изготовленных изделий к числу изделий, которые можно было бы изготовить за то же время в идеальных условиях на идеальном оборудовании или другими словами — к вычислению процента фактического времени работы оборудования, в течение которого оно выпускает качественный продукт.
Одним из наиболее распространенных подходов к наблюдению является сравнение показателя OEE с некоторым целевым значением. Для оперативного управления простоями оборудования, видимо, лучше использовать показатели, отражающие специфику собственного производства. Анализ причин неэффективности включает три основных этапа: сбор данных, анализ данных и разработка программы повышения эффективности.
Формула для расчета ОЕЕ
OEE = Доступность X Скорость X Качество
Показатель OEE представляется в двух форматах: цифры и проценты. OEE в виде цифр — измеренные причины возникающих потерь, сгруппированные по определенным, зависящим от типа оборудования, категориям. Проценты — рассчитанный показатель, относительная величина для определенного временного отрезка.
Оптимальное значение ОЕЕ
Показатель OEE используется для идентификации потерь, возникающих как на отдельной установке, так и на производственной линии, и позволяет отслеживать происходящие улучшения/ухудшения за определенный промежуток времени. Ухудшение значения OEE может указать на скрытую или неиспользуемую мощность технологического процесса. Контроль значений OEE может принести впечатляющие результаты. Согласно отчету 2003 года от ARC Advisory Group, по результатам проекта повышения производительности производства компании Kraft с использованием OEE, выполненному Rockwell Automation, «линии с полноценным функционалом OEE обеспечивают экономию средств на 2-3 % большую, чем аналогичные без OEE». Средний показатель OEE на производственных предприятиях составляет 60 %. Оптимальным значением показателя ОЕЕ специалисты считают более 80 % для дискретных процессов и более 85 % для непрерывных. Соответственно, если на предприятии показатель ОЕЕ:
Причины, влияющие на уменьшение значения показателя ОЕЕ
Программные решения для управления простоями оборудования
Оптимальное использование основных фондов позволяет повысить биржевую стоимость акций, управлять рентабельностью производственного процесса, способствовать значительному снижению издержек и увеличению прибыли, а, следовательно, и росту конкурентоспособности предприятия.
Оценка эффективности работы оборудования
OEE (Общая эффективность оборудования)
Прежде, чем инвестировать в производство
Попробуем проанализировать типовую ситуацию при проработке решений о расширении парка производственных мощностей.
Нередки ситуации, когда подразделения с более высоким уровнем зрелости управления процессами и операциями «обходят вниманием» (с точки зрения финансирования) в пользу менее результативных подразделений (вне зависимости от причин существования «неэффективностей»). Таким образом, может возникать достаточно парадоксальная ситуация, когда повышать эффективность конкретного участка для руководителя нерационально, а проще собрать максимальное количество негативных явлений (поломки, простои, переналадки и прочее), занизить текущую производительность оборудования, обосновать ухудшающуюся тенденцию в будущем… и получить дополнительные мощности. Причем, причина чаще всего кроиться не в недобросовестности линейного руководителя, а в отсутствие объективной картины. Линейный персонал склонен интерпретировать ситуацию в самом негативном свете, поскольку сталкиваются с ситуациями «тушения пожаров» поломок, простоев, завышенных ожиданий со стороны отдела планирования и т.д. постоянно и желание найти выход путем «расшивки узкого места» вполне закономерно. Отдельно стоит отметить, что самостоятельно создать адекватный инструмент контроля и проверки производственных потерь времени удается редко, поэтому перечень доступных рычагов для принципиального изменения ситуации существенно ограничен. Что же можно применить в данной ситуации? Прежде всего, не торопиться наращивать производственные мощности. Не исключено, что к текущим проблемам Вы добавите еще трудности с вводом дополнительных мощностей, синхронизацией производственных цепочек, управлением возросшей численностью персонала, увеличением объема работ по планированию и прочее. Мы рекомендуем пересмотреть подход к мониторингу потерь производственного времени и воспользоваться комплексной методикой оценки OEE (Overall Equipment Effectiveness). С сами подходом Вы можете ознакомиться ниже.
Потенциал использования методики ОЕЕ …
OEE (Overall Equipment Effectiveness) – подход к оценке, анализу и управлению жизненным циклом производительных сил. Суть подхода заключается в совокупном анализе метрик, характеризующих различные аспекты работы оборудования, включающие простои, снижение скорости работы и потери качества.
OEE позволяет определить категории потерь эффективности, а с ростом зрелости организации и причины «неэффективностей» в управлении производственными мощностями. Последовательное использование методики позволяет выявить не только простои из-за поломок, но и потери времени (в том числе) при:
Показатели OEE позволяют объективно оценить, каково влияние текущей производительности отдельной единицы оборудования на эффективность работы всего производства и принять взвешенное решение:
Безусловно, подобные решения требуют специализированной методики оценки и методологического подхода.
Ключевые показатели эффективности
Существует несколько распространенных методик расчета показателя «Общая эффективность оборудования» (ОЕЕ). В данном случае предложена, на наш взгляд, наиболее простая и практичная:
ОЕЕ = Доступность х Производительность х Уровень Качества
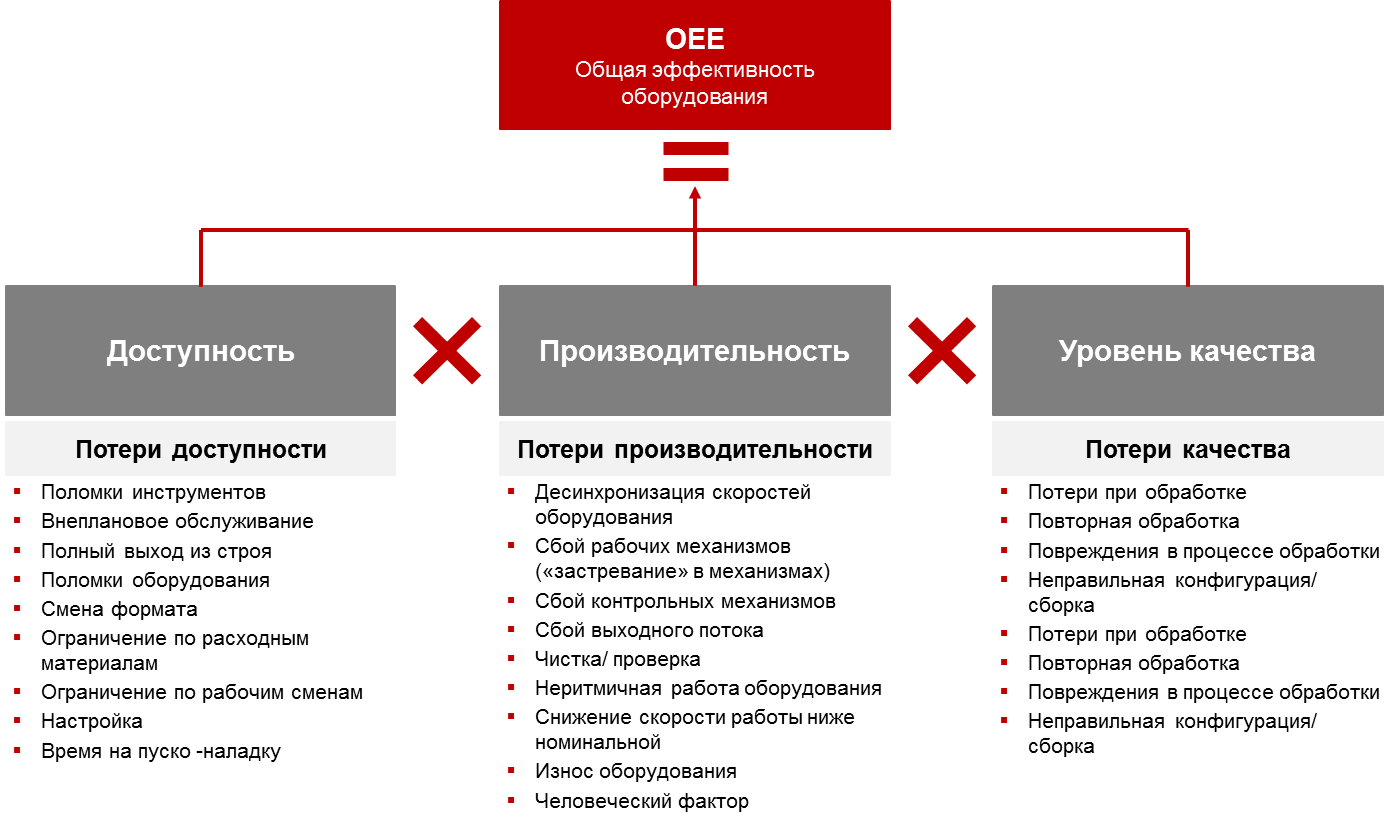
Показатель «Доступность оборудования» – время доступности оборудования для выпуска продукции по отношению к плановому времени работы. На показатель доступности влияют поломки оборудования; время на переналадку и регулировку; регистрируемые мелкие остановки.
Показатель «Производительность» отражает, насколько фактическая работа оборудования близка к номинальной производительности. На эффективность влияют краткосрочные (нерегистрируемые) остановки; замедление скорости работы оборудования.
Показатель «Уровень качества» определяется общим количеством продукции установленного качества по сравнению с общим выпуском продукции.
Калькулятор ОЕЕ (Общей эффективности оборудования)
Для расчета показателя OEE (Общая эффективность оборудования) нам потребуются следующие данные:
Рекомендации по внедрению (Last, but not least)
Мониторинг ОЕЕ – первый шаг на пути повышения эффективности использования оборудования. Тем не менее, на начальных этапах не стоит подходить излишне академически к расчету. Путаница в терминах и способах регистрации требуемой информации может вызвать отторжение уже на ранних стадиях. Рекомендуется получить общую картину по работе оборудования, рабочим центрам либо опробовать методику на наиболее проблемных (или важных) участках производства силами небольшой группы.
После получения первых результатов необходимо определить аномальные значения (как высокие, так и низкие) и сформировать гипотезу возникновения отклонений. На данном этапе рекомендуется привлекать работников цеха. Как правило, ключевые причины известны, но в силу неразвитой системы регистрации не могут быть оцифрованы и представлены в виде финансовых потерь, влияния на верхнеуровневые показатели (уровень клиентского сервиса, коэффициент запасов и прочие). Итак, причины установлены, первые победы достигнуты, понимание текущей ситуации получено. Каков следующий шаг? Мы рекомендуем:
Сотрудниками FNC для оценки операционной деятельности компании используется до 17 показателей в зависимости от:
Эффективность оборудования или OEE
Общая эффективность оборудования или OEE (Overall Equipment Effectiveness) — это показатель использования оборудования прямо пропорциональный Доступности, Производительности и Качеству.
На языке формул это выглядит так:
OEE=A*P*Q, где:
A – Доступность
P – Производительность
Q – Качество
Важно: ваш ОЕЕ не может быть больше 1, потому что все три показателя не более 1.
Данный показатель используется при построении систем анализа общей эффективности работы оборудования. OEE часто используется в качестве ключевых показателей эффективности, но и анализ данного показателя позволяет менеджменту компании выполнять анализ эффективности работы производства.
Фактически показатель OEE отражает потери производства. Но мы помним, бережливое производство направлено на снижение потерь. Именно поэтому данный показатель часто используется при анализе бережливых производственных систем.
Важно: ключевые потери учитываемые при расчете эффективности оборудования:
Как рассчитать OEE?
Прежде, чем начинать расчеты, необходимо разобраться с временными промежутками, задействоанными в расчетах. При расчете OEE используется планируемое производственное время. (PPT). Разберемся, что оно в себя включает и как рассчитать.
Полное время или 24/7 – это время включает каждую минуту каждого дня. (All time)
Общее время работы предприятия ( POT или Plant Operating Time) – это полное время работы производства
Время плановых остановок (Planned Shut Down, PSD) – временной период всех запланированных остановок. (например: остановки на обед, ночные остановки, остановки на плановое ТОиР и т.п.) Потеря графика является частью TEEP (общая эффективная производительность оборудования). Данный временной промежуток необходимо исключить из общего времени работы.
Потери времени на остановки (Down Time Loss, DTL) – время всех внеплановых остановок (например: поломки, нехватка сырья, полные склады и т.п.)
Операционное время (Operating Time, OT) – время, когда оборудование действительно работало и выпускало продукцию. Рассчитывается путем вычитания времени простоя из запланированного времени производства. (OT = PPT – DTL)
OEE используется для эффективности использования планируемого производственного времени (PPT) производства. Если планируемое производственное время используется не полностью, то в снижении показателя OEE это будет сразу заметно. Но, хочется обратить внимание, что анализ OEE позволяет находить практически все потери эффективности и производительности оборудования. Таким образом, основная цель анализа OEE – определить динамику уменьшения и/или устранения этих потерь. Конечно, идеальный OEE это 100%, но фактически очень хорошим показателем считается значение от 80%.
Планируемое производственное время находим по формуле:
PPT = POT – PSD, где:
PPT – Планируемое производственное время
POT – Общее время работы предприятия
PSD – Время плановых остановок
Теперь мы рассмотрим три фактора OEE, каждый из которых учитывает различные виды потерь. Это доступность, производительность и качество.
Важно: в расчетах эффективности оборудования (OEE) используется Операционное время (OT) и планируемое производственное время (PPT).
Эффективность оборудования и ДОСТУПНОСТЬ.
Доступность учитывает потери, которые включают любые события останавливающие запланированное производство на значительный промежуток времени (обычно несколько минут).
Например, события, которые создают потерю доступности, включают как незапланированные остановки (например, сбои станков и нехватка материалов), так и запланированные остановки (например, промежуток времени перехода с одной продукции на другую). Данный промежуток времени включается в анализ OEE, так как это время, которое могло бы быть использовано для производства. Хотя может быть невозможно исключить время перехода, но в большинстве случаев оно может быть значительно сокращено. Сокращение времени перенастройки является целью SMED. (Быстрая переналадка).
В виде формулы это выглядит так:
ОТ – Операционное время
РРТ – Планируемое производственное время
Операционное время находим по формуле:
OT = PPT – DTL, где:
ОТ – Операционное время
РРТ – Планируемое производственное время
DTL – Потери времени на остановки (внеплановые)
Очевидно, что Доступность не может быть больше 1, если формулу развернуть: А = (РРТ-DTL)/PPT. Или по другому: А= 1-DTL/PPT
Основная идея показателя доступность. Из формулы очевидно, что любая не плановая остановка (DTL) приводит к снижению показателя Доступности.
Эффективность оборудования и ПРОИЗВОДИТЕЛЬНОСТЬ.
Производительность учитывает потери, которые учитывают все параметры, если производственный процесс не работает с максимальной возможной скоростью. (Включая как снижение производительности оператором, так и небольшие остановки).
Например, события, которые приводят к снижению производительности: износ станков, некачественные материалы, замятие и т.п.
Говоря простым языком, если ваша линия может максимум выпускать 100 изделий в минуту, то она должна выпускать не менее 100 изделий в минуту. Любое снижение производительности учитывается данным показателем.
Рассчитывается производительность по формуле:
P = ICT / (OT/TP) или P = (TP/OT) / IRR, где:
ОТ – Операционное время
IRR – Идеальная норма производства. (ideal run rate) — максимальное количество продукции, которую возможно производить в единицу времени.
ICT – Идеальное время цикла (Ideal Cycle Time) – минимальное время, которое необходимое для выпуска единицы продукции
TP – Выпуск продукции (Total Pieces) – фактическое количество единиц продукции, выпущенное за операционное время OT.
Для анализа производительности потока обычно используют построение карт потока. (КПСЦ – основы изложены в статье “Картирование потока создания ценности”)
Таким образом, любое снижение скорости выпуска продукции относительно максимальной скорости, приводит к снижению показателя производительность.
Эффективность оборудования и КАЧЕСТВО.
Качество учитывает потери на брак, например изготовленные детали, которые не соответствуют стандартам качества.
Важно: изделия, которые попадают в брак или детали, требующие доработки приводят к снижению показателя качества.
Рассчитывается коэффициент качества по формуле:
GP – Выпуск годной продукции (Good Pieces) – фактическое количество единиц годной продукции, выпущенное за операционное время. (OT)
TP – Выпуск продукции (Total Pieces) – фактическое количество единиц продукции, выпущенное за операционное время. (OT)
Данный показатель зависит от объема некачественной продукции.
Важно: при расчете показателя, изделия, которые после выпуска отправляются на доработку, считаются бракованными. Необходимо добиваться выпуска качественного изделия с первого раза.
Факторы потерь OEE.
1. СБОЙ ОБОРУДОВАНИЯ
Отказ оборудования учитывает любой значительный период времени, в течение которого оборудование планируется к производству, но не работает из-за какого-либо сбоя. Если говорить простым языком, то это любая незапланированная остановка или простои. Отказ – это потеря доступности.
Примеры распространенных причин отказа оборудования включают отказ инструмента, поломки и незапланированное обслуживание. Есть и другие распространенные причины простоя. Например: отсутствие операторов или материалов, из-за того, что они ограничены выше по потоку или ниже по потоку производства продукта.
Если существует проблема, как установить порог между отказом оборудования (потеря доступности) и незначительной остановкой (потеря производительности), то хорошее практическое правило – установить этот порог на основе правил для отслеживания причин. Например, любой период простоя, превышающий две минуты, должно иметь причину, связанную с ним, и, следовательно, должно рассматриваться как отказ оборудования.
2. НАСТРОЙКА И РЕГУЛИРОВКА
Настройка и регулировка учитывают любые значимые периоды времени, в которые оборудование запланировано для производства, но не работает из-за переключения или другой настройки станков. Простыми словами – это любая запланированная остановка для настройки и регулировки. Настройка и корректировка – это потеря доступности.
Общие причины потерь это настройка и регулировка аппаратуры. Настройка механизмов включает в себя не только настройку, перенастройку, калибровку и т.п., но так же и настройку вспомогательного инструмента. Например, основные причины включают в себя очистку, время прогрева, плановое обслуживание и проверки качества.
Крупнейшим источником потери времени на настройку, обычно являются переходы. Если не знаете как сократить временной промежуток перехода, то рекомендую использовать инструмент бережливого производства SMED (быстрая переналадка).
3. Холостой ход и легкие остановки
На холостом ходу и незначительных остановках учитывается временной промежуток, в течение которого оборудование останавливается на короткий период времени (обычно минута или две) с остановкой, например по задаче оператора. Если у производственной линии есть холостой ход и незначительные остановки, то это потеря производительности.
Например, распространенная причина холостого хода и незначительных остановок является неправильная подача, застревание материала, затрудненный поток продукта, неправильные настройки, неправильные или заблокированные датчики, проблемы с конструкцией аппаратов и периодическая быстрая очистка.
В эту категорию обычно входят остановки, если продолжительность не превышает пяти минут и не требуют обслуживающего персонала. Основные проблемы часто являются хроническими (одинаковые проблемы /каждый день), потому что может сделать операторов “слепыми” к этим проблемам. Интересно, что большинство компаний точно не отслеживают холостые и незначительные остановки, потому что не видят их.
4. СНИЖЕНИЕ СКОРОСТИ
Снижение скорости учитывает время, если оборудование работает медленнее, чем идеальное время такта. (теоретически самое быстрое время для изготовления одной детали)
Общие причины снижения скорости включают например, грязное или изношенное оборудование, плохую смазку, некачественные материалы, а так же плохие условия окружающей среды, неопытность оператора, запуск и останов.
Эта категория включает в себя все, что не дает процессу работать с теоретической максимальной скоростью. Потому что, если процесс работает медленнее, чем он может – это потери.
5. ДЕФЕКТЫ ПРОЦЕССА ПРОИЗВОДСТВА
Дефекты процесса учитывают дефектные детали, произведенные в период стабильного (стационарного) производства. Это включает в себя списанные изделия или которые можно переработать. OEE измеряет качество с первого прохода, если деталь с первого раза не получилась, то она учитывается как брак. Дефекты процесса – это потеря качества. Обычно на производстве данные значения определяют как нормой брака, но эти нормы необходимо регулярно снижать.
6. УМЕНЬШЕНИЕ ВЫХОДА ПРОДУКЦИИ
Снижение выхода продукции учитывает дефектные детали, произведенные от запуска до достижения стабильного (устойчивого) производства. Это включает в себя списанные детали, а также детали, которые можно переработать. Снижение выхода качественной может произойти после любого запуска оборудования, но чаще всего его отслеживают после смены формата. Снижение выхода продукции – это потеря качества.
Например, общие причины снижения производительности включают не оптимальные переключения, неправильные настройки при запуске новой детали. Если оборудование требует прогрева или до выхода на рабочий режим производит брак, это так же учитывается.
Сводная формула для расчета OEE, например в Эксель:
OEE= (1-DTL/PPT)*((TP/OT) / IRR)*(GP / TP)