Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.

Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.

Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.

Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.

Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Что такое ТВЧ и где это применяется?
После изготовления металлических деталей, на производстве проводят дополнительную обработку чтобы улучшить характеристики материала. ТВЧ — это закалка стали, которая проводится с помощью воздействия токов высокой частоты. Применяется на производстве.
ТВЧ закалка стали (Фото: Instagram / prom_marcket)
Что такое ТВЧ-закалка?
ТВЧ закалка — поверхностное термическое воздействие на сталь, которое проводится при подаче тока высокой частоты. После проведения технологического процесса показатели прочности, твердости увеличиваются, что повышает эксплуатационные характеристики изделия. Технологический процесс состоит из нескольких этапов:
Глубина закалки ТВЧ зависит от длительности каждого из этапов.
При разогреве стали токами высокой частоты важно правильно выполнить охлаждение. Для этого заготовку погружают в ёмкость с охлаждающей жидкостью или на обработанную поверхность разбрызгивается масло, вода, эмульсия.
С помощью оборудования, на котором проводится процесс закалки стали, можно выполнить ТВЧ-пайку. Для этого на рабочую поверхность подаётся ток ещё большей частоты.
Сферы применения
Термическое воздействие необходимо для того чтобы улучшить характеристики изделия. ТВЧ подвергаются следующие детали:
Нагрев токами высокой частоты применяется к изделиям из углеродистой стали. Если в них содержится не более 0,5% углерода, после обработки они приобретут высокие показатели прочности, твердости. Если процент углерода ниже, достигнуть необходимых характеристик не получится.
Шестерни (Фото: Instagram / tokar_116)
Достоинства и недостатки
Любой метод обработки металлов обладает сильными и слабыми сторонами. Преимущества:
Станки применяются при серийном производстве износоустойчивых деталей.
Как выбирается температура
Чтобы провести качественную закалку стальной заготовки, нужно выбрать температурный режим обработки, который зависит от вида обрабатываемого материала:
Особенности индукционного воздействия на металлические поверхности не позволяют обрабатывать стали, процентное содержание углерода в которых не превышает 0.5%. Для завершения технологического процесса нужно устранить возникшее напряжение между сердцевиной и поверхностью изделия. Чтобы сделать это, проводится низкотемпературный отпуск. Заготовка помещается в печь, разогретую до температуры 200 градусов по Цельсию. Когда температура упадёт, изделию дают остыть при комнатной температуре.
Закалка стали (Фото: Instagram / redventru)
Охлаждение детали
Охлаждение — заключительный этап. Важные условия — скорость, равномерность. При охлаждении применяется два метода:
Индуктор, используемый для работы с металлическими изделиями, оборудуется дополнительной системой охлаждения. Она представляет собой медные трубки, по которым циркулирует вода. Охлаждение происходит благодаря отверстиям, прорезанных в трубках, из которых вода попадает на рабочую поверхность.
Индукционная установка
Чтобы провести разогрев токами высокой частоты, нужно использовать индукционное оборудование. Оно состоит из высокочастотного генератора, индуктора. Заготовку устанавливают внутри индуктора или рядом с ним. Он представляет собой катушку, на которой закрепляется медная трубка. Габариты, форма индуктора может изменяться в зависимости от размера обрабатываемой детали.
После включения оборудования индуктор генерируют магнитное поле, которое проходит через изделие. Вихревые токи, образующиеся во время обработки, разогревают поверхностные слои стали. Чтобы увеличить глубину проработки детали, нужно повысить частоту тока.
Бывает несколько типов конструкции индуктора:
Помимо конструкции используемого оборудования, изменяют режимы проведения работ:
При обработке нужно удерживать одно расстояние между индуктором, рабочей поверхностью на всем рабочем промежутке. Важно не допускать соприкосновения оборудования и заготовки. Это приведёт к нарушению структуры материала.
Одновременный разогрев изделий подразумевает использование большой мощности. Это повышает затраты электроэнергии. Из-за этого при обработки крупногабаритных заготовок применяют режим непрерывно-последовательной закалки.
ТВЧ — технология, направленная на изменение характеристик металлической заготовки. Разогревание изделия высокочастотными токами увеличивает показатели твердости, прочности. Важно равномерно провести разогрев, охлаждение. ТВЧ актуально использовать при многосерийном производстве.
Высокочастотные ТВЧ установки



















Назначение высокочастотных ТВЧ установок
Высокочастотные ТВЧ установки являются самыми универсальными по применению.
Вот лишь некоторые возможности их применения:
Совет: Вы можете позвонить менеджеру и объяснить задачи по индукционному нагреву прямо сейчас. Но для экономии времени лучше послать нам чертеж или эскиз ваших деталей. Не забудьте указать зону нагрева и температуру. А для закалки еще и глубину закаленного слоя.
Преимущества высокочастотных ТВЧ установок

Номенклатура высокочастотных ТВЧ установок на транзисторных IGBT модулях
| Параметр / обозначение | ВЧ-15А | ВЧ-15АВ | ВЧ-25А | ВЧ-25АВ | ВЧ-40АВ | ВЧ-60АВ | ВЧ-80АВ | ВЧ-100АВ | ВЧ-120АВ | ВЧ-160АВ |
| Потребляемая мощность, кВА | 15 | 15 | 25 | 25 | 40 | 60 | 80 | 100 | 120 | 160 |
| Диапазон рабочих частот, кГц | 30-80 | 30-80 | 30-80 | 30-80 | 30-60 | 30-60 | 30-60 | 20-50 | 20-50 | 20-50 |
| Напряжение питания, В | 220 | 220 | 380 | 380 | 380 | 380 | 380 | 380 | 380 | 380 |
| Количество фаз, шт. | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Максимальный ток одной фазы, А | 25 | 25 | 25 | 25 | 45 | 65 | 120 | 150 | 180 | 240 |
| КПД, % | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 |
| Таймер, сек | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 |
| Вес оборудования, кг | 18 | 23 | 23 | 31 | 35+30 | 35+30 | 41+42 | 45+47 | 51+49 | 63+55 |
| Система охлаждения ТВЧ установки | ||||||||||
| Расход воды, л/мин макс. | 5 | 5 | 8 | 8 | 10 | 12 | 12 | 14 | 14 | 16 |
| Давление воды, атм. | 2 | 2 | 2 | 2 | 2-3 | 2-3 | 2-3 | 2-3 | 2-3 | 2-3 |
| Мощность насоса, кВт | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 1,0 | 1,2 |
Конструкция современных высокочастотных ТВЧ установок
Высокочастотные индукционные ТВЧ установки имеют обозначение «ВЧ». Далее в названии модели указана максимальная потребляемая мощность, измеряемая в кВА, учитывающая как активную, так и реактивную составляющую, емкостную и индуктивную. Полная мощность зависит от согласования индуктора с конденсаторной батареей ТВЧ установки и ее резонансной частотой. Резонансная частота в транзисторных генераторах подстраивается автоматически в рабочем диапазоне частот. Подробнее >>>

Буква «А» в названии модели означает наличие автоматического таймера с возможностью предварительной установки мощности и времени при нагреве и выдержке детали. Также есть третий таймер для времени остывания. Есть режим позволяющий работать в автоматическом цикле: нагрев — выдержка — остывание, без выключения ТВЧ установки. В этом режиме время уставки третьего таймера можно использовать для замены нагреваемой детали. Данные функции позволяют производить термообработку с высокой степенью повторяемости.
Буква «В» в названии модели означает бинарное исполнение, при котором высокочастотный универсальный трансформатор выполнен в виде отдельного блока Подробнее>>>
Как правило, модели мощностью 15 и 25 кВА выполняются моноблочными и имеют рабочий цикл (непрерывное время работы) — 80%. При эксплуатации данных приборов в непрерывном цикле 100% можно купить их в двухблочном исполнении. Модели от 40 кВА всегда выпускаются в двухблочном исполнении и рассчитаны на рабочий цикл — 100%. В этом случае необходимо отличное охлаждение прибора, как высокое давление воды, так и ее низкая температура.
В зависимости от мощности ТВЧ установки, блок высокочастотного трансформатора соединяется с генератором и конденсаторной батареей, установленной в корпусе генератора, кабелем различного сечения. Кабелей может быть от одного до трех.
Универсальные высокочастотные трансформаторы, которыми оборудованы ТВЧ установки данного класса, как правило, не имеют изменяемого коэффициента трансформации. Приятным исключением из этого правила является модель (Аббревиатура расшифровывается как Переключаемый Коэффициент Трансформации). На этой модели можно задать три различных коэффициента трансформации и применять индукционные катушки от одного до 5–6 витков в зависимости от диаметра катушки. Именно такую ТВЧ установку рекомендуется применять для укомплектования небольших индукционных закалочных станков. Профессиональная работа по высокочастотной закалке начинается с использования закалочных трансформаторов серии ВЧТЗ.
Охлаждение индукторов у моделей и осуществляется через сам прибор. Индукторы, начиная с модели и более мощные, имеют собственный вход — выход для охлаждения. Принципиальная разница состоит в том, что в этом случае при закалке деталей в индуктор можно подавать, закалочную воду или закалочную жидкость на основе воды. В этом случае индуктор служит одновременно закалочным спреером. А сам прибор можно охлаждать, как и положено дистиллированной водой нужной температуры.
Электрическое питание у ТВЧ установок мощностью до 15кВА — однофазное с напряжением 220В. Установки мощностью 25–160 кВА питаются от трехфазной сети с напряжением 380 В. На задней, нижней части корпуса ТВЧ установки расположено заземление для защиты персонала от поражения электрическим токов, не пренебрегайте им.
Можно сказать, что индукционные ТВЧ установки это симбиоз электрического преобразователя тока и системы водяного охлаждения. Необходимо обслуживать и содержать в нормальном состоянии обе эти системы. Неправильная работа любой из них приводит к поломке прибора в целом.
Все блоки транзисторных ТВЧ установок оснащены датчиками, которые выключают прибор при низком давлении воды. Запрещается перерегулировать их на более низкое давление. Ухудшение условий охлаждения прибора вызывает его поломку! Купите для своей установки отдельный или более мощный насос, и она вознаградит вас безотказной работой.
Учтите, что для создания необходимого давления в системе охлаждения зачастую приходится использовать многолопастные насосы или включать два однолопастных насоса последовательно. Давление воды проверяется с помощью манометра на входе распределительной гребенки системы охлаждения на подключенном к воде приборе, под нагрузкой.
Применяйте для охлаждения только дистиллированную воду. Плохая вода вызывает отложение солей и ухудшение условий охлаждения компонентов приборов. С помощью электролиза вода разъедает водоохлаждаемые алюминиевые радиаторы IGBT модулей и диодных мостов. За счет электропроводности — нарушает работу электронных компонентов и может поражать обслуживающий персонал электрическим током.
Необходимо проверять величину напряжения питания, на включенном приборе и на максимальной мощности нагрева. Напряжение питания не должно просаживаться под нагрузкой более чем на 5%.
Все индукционные ТВЧ установки модельного ряда от до оборудованы системой защиты от возможных перегрузок и перенапряжений. Подробнее с ними можно ознакомиться в статье здесь>>>
В случае зажигания любого индикатора или появления сигнала зуммера запомните название индикатора, выключите прибор и по возможности выясните причину появления сбоя в работе.
Наиболее частыми причинами отключения ТВЧ установок являются недостаточное давление воды, недостаток или превышение напряжение питания, короткие замыкания в индукторе, превышение температуры в системе многоточечного контроля. Если зажигаются индикаторы, указывающие на внутренние проблемы, ТВЧ установку следует отправить в ремонт.
Все приборы данного класса оборудованы входным выключателем — предохранителем — разъединителем. После его включения на прибор подается питание и включается режим холостого хода, при котором запитываются платы управления прибором. Запуск и выключение индукционного генератора ТВЧ установки можно сделать различными способами. Нажатием зеленой кнопки Пуск, с последующим выключение нажатием красной кнопки Стоп. При подключенной педали ножного управления — нажали на педаль — Пуск, отпустили педаль Стоп.
В автоматическом режиме нажатие кнопки Пуск запускает циклический режим нагрева, нажатие кнопки Стоп — выключает его. По окончании работы выключите входной выключатель — предохранитель — разъединитель и обесточьте ТВЧ установку.
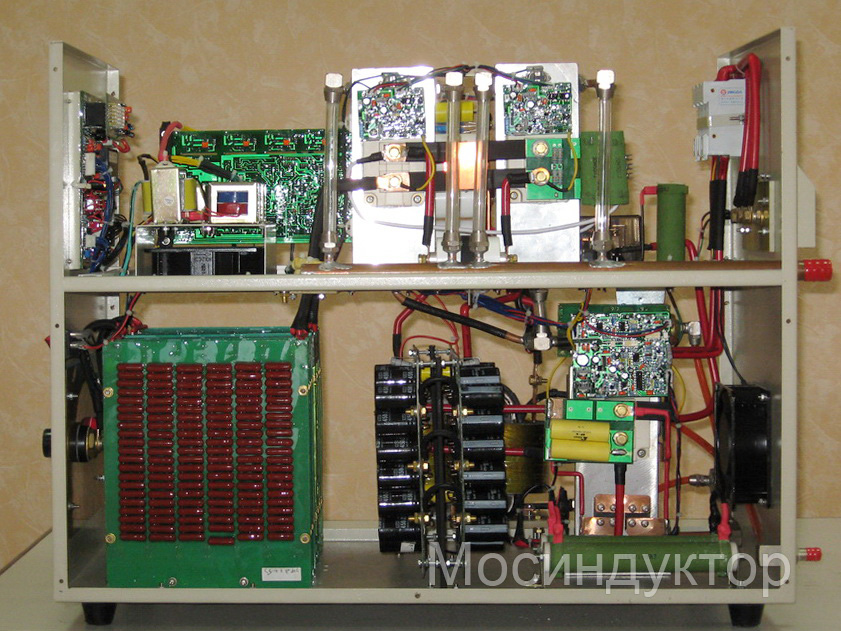
Типовое схемное решение современных транзисторных ТВЧ установок следующее. Диодные мосты выпрямителя превращают трехфазный электрический ток в постоянный. Затем, включенные по мостовой схеме IGBT модули генерируют переменный ток. Который, подается на резонансный контур, образованный первичной обмоткой ВЧ трансформатора и конденсатором. В процесс создания резонанса частоты вносит свой вклад вторичная обмотка ВЧ трансформатора и подключенный в ней индуктор с нагреваемой деталью. Наличие высокочастотного трансформатора обеспечивает гальваническую развязку индуктора от питающей сети 380В. Что очень важно для исключения поражения термистов электрическим током. Токи, протекающие в индукторе, достигают нескольких тысяч ампер, но напряжение остается безопасным для человека и не превышает 30–50 вольт.
Главная плата управления с помощью датчиков собирает информацию о работе ТВЧ установки и выдает команды на управление мощностью генерации и выбор резонансной частоты. ТВЧ установка автоматически подбирает и генерирует резонансную частоту в зависимости от количества витков индуктора и переменных параметров нагреваемой детали. Однако только в определенных пределах. Именно поэтому, современные ТВЧ установки имеют индикаторы «Очень низкой» и «Очень высокой» рабочей частоты прибора. В этом случае нужно замерить частоту генерации и подобрать количество витков индуктора. Подробнее >>>
Причем, ТВЧ установка даже «видит» деталь, внесенную в индуктор, и автоматически выдает установленную мощность. Когда деталь убирают — мощность существенно падает.
Учтите! ТВЧ установки зачастую перевозятся грузовым транспортом, практически как дрова. При такой транспортировке велика вероятность нарушения контактов разъемов и раскручивания болтов контактов. Именно по этой причине мы рекомендуем заказывать пусконаладочные работы с помощью квалифицированного персонала нашей сервисной службы. Скупой платит дважды! Силовые ключи — транзисторные IGBT модули стоят недешево, до 10 тысяч рублей, а выгорают иногда по несколько штук. Так что решать вам…
Перед транспортировкой или хранением на неотапливаемом складе тщательно слейте воду из системы охлаждения, иначе оставшаяся вода разморозит радиаторы.
Особенности эксплуатации индукционного оборудования
ТВЧ установки требуют постоянного ухода и квалифицированного обслуживания. Не верьте поставщикам, которые уверяют вас в том, что ТВЧ установки никогда не ломаются. Это может случиться не раз за весь период эксплуатации, который при грамотном обслуживании может длиться до 10 и более лет. Интенсивная эксплуатация в цехе с воздухом загрязненным парами металла, масел, кислот и пылью, возможна в течение 4–6 лет. За это время оборудование должно многократно окупиться. По отзывам большинства наших клиентов, индукционное оборудование окупается максимум за полгода.
Поставщики, продающие «Вечное оборудование европейского качества по бросовой цене» обманывают вас. При таких словах вы должны услышать следующее: «Это ТВЧ установки гаражной сборки и у нас некому их ремонтировать»!
Китайские производители не ремонтируют индукционное оборудование в России и СНГ. Оборудование должен обслуживать и ремонтировать российский поставщик.
Основные причины выхода из строя индукционного оборудования и способы исправления:
| Причина неисправности | Методы исправления |
| Низкая квалификация обслуживающего персонала. | Пошлите высокочастотников термистов и технологов на курсы повышения квалификации |
| Низкое давление воды в системе охлаждения, засоленная вода. | Установите нужные насосы и фильтры, подайте дистиллированную воду. |
| Водяные течи и заливание установок водой. | Следите за герметичностью системы охлаждения внутри и снаружи прибора. Применяйте толстые шланги и немагнитные струбцины. |
| Неправильная конструкция индукторов и выход за диапазон рабочих частот. | Поменяйте количество витков индуктора, добейтесь рабочего диапазона частот. |
| Замыкание витков индуктора. Особенно опасно для серии СЧВ. | Изолируйте индуктор термостойким рукавом или зафутеруйте жаропрочным бетоном. |
| Засорение пылью и возникновение электрической дуги. Приводит к возгоранию установок. | Периодически очищайте от пыли все платы и силовые электронные компоненты ТВЧ установок. |
Помните! Ремонтом ТВЧ установок может заниматься только высококвалифицированная сервисная служба. Мы более 5 лет обслуживаем и поддерживаем в работоспособном состоянии уже более 500 единиц индукционного оборудования у наших клиентов. Большой опыт, накопленный сервисной службой компании «Мосиндуктор» позволяет производить обслуживание и ремонт индукционного оборудования быстро и качественно! Обращайтесь, мы будем рады помочь вам.
Системы охлаждения для высокочастотных ТВЧ установок и нагревателей
Помните! Температура охлаждающей жидкости на входе индукционного оборудования не должна превышать 35°С!