Технологичность изделия. Уровень технологичности.




![]()
![]()
Уровень технологичности конструкции детали Ку определяется как отношение достигнутого показателя технологичности к базовому, заданному в техническом задании:
где К – достигнутый (проектируемый) показатель технологичности; Кб – базовый показатель технологичности, который обычно определяется по данным базовой детали.
Например, уровень технологичности конструкции по использованию материала
где Ки.м. и Кб.и.м – соответственно достигнутый и базовый коэффициенты использования материала.
Коэффициенты использования материала и уровня технологичности конструкции по использованию материала рассчитываются после выбора метода получения заготовки и определения общих припусков па механическую обработку.
Количественно технологичность конструкции оценивается по комплексному показателю, определяемому как совокупность значений частных показателей технологичности с учетом коэффициентов их весомости, т.е.
где KT – комплексный показатель технологичности; Кi – частный показатель технологичности; φi – коэффициент весомости частного показателя.
Определение частных показателей технологичности деталей производится на основе поэлементного анализа конструкции деталей с учетом принятого способа их изготовления и вида материала.
Нормативные значения коэффициентов технологичности
| Наименование частного показателя технологичности | Обозначение | Весовые коэффициенты, φi |
| 1.Показатель обрабатываемости материала. | Ком | 0,8 |
| 2.Показатель сложности конструкции детали. | Ксл | 0,7 |
| 3.Коэффициент точности и шероховатости поверхностей детали. | Кпов | 0,6 |
| 4.Показатель унификации конструктивных элементов. | Куэ | 0,7 |
| 5.Показатель использования материала. | Ким | 1,0 |
Комплексный показатель технологичности KT должен быть больше или равен нормативному показателю технологичности (табл. 1).
Нормативные значения комплексных показателей технологичности
Практическое применение расчетных коэффициентов технологичности возможно по двум основным направлениям.
1. При разработке нового изделия коэффициенты КT основных деталей должны превышать базовые значения, которые задаются в руководящих указаниях по конструированию и формируются по результатам расчетов коэффициентов технологичности деталей-аналогов, характерных для технологического оснащения данного предприятия в конкретной отрасли промышленности.
2. При внесении изменений в конструкцию детали, находящейся в производстве, расчетный коэффициент технологичности Kт для детали измененной конструкции должен превышать нормативные значения, аналогичные указанным в табл. 1.
Показатель обрабатываемости материала Ком. Принято считать, что материал обладает хорошей обрабатываемостью, если при резании этого материала износ инструмента, силы резания и шероховатость обработанной поверхности малы. Количественная оценка обрабатываемости затруднена вследствие неоднозначности понятия.
Коэффициент Ком выражает относительную скорость резания, соответствующую, например, 60-минутной стойкости резцов, определяемую по сравнению со стойкостью резцов при обработке эталонного материала. Обрабатываемость материалов зависит от их состава, например, для углеродистых сталей Kом зависит от содержания углерода и легирующих элементов. С возрастанием содержания углерода коэффициент Kом увеличивается, но уменьшается шероховатость обрабатываемой поверхности, а сила резания увеличивается.
Что такое уровень технологичности
Вводная часть, 18-21
6. ИЗДАНИЕ (февраль 2009 г.) с Изменением N 1, утвержденным в августе 1988 г. (ИУС 12-88)
Настоящий стандарт устанавливает применяемые в науке и технике термины и определения основных понятий по технологичности конструкции изделий машиностроения и приборостроения.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе. В остальных случаях применение этих терминов рекомендуется.
Настоящий стандарт соответствует CT СЭВ 2063-79 в части пп.1, 3-6, 8-12.
Настоящий стандарт должен применяться совместно с ГОСТ 21623 и ГОСТ 27782.
Для отдельных стандартизованных терминов приведены в качестве справочных краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Установленные определения можно, при необходимости, изменить по форме изложения, не допуская нарушений границ понятий.
Допускается применение отраслевых терминов, не установленных настоящим стандартом, отражающих специфические особенности продукции отрасли.
В приложении приведены пояснения к ряду терминов.
В стандарте приведен алфавитный указатель содержащихся в нем терминов.
(Измененная редакция, Изм. N 1).
1. Технологичность конструкции изделия
Совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, техническом обслуживании и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ
2. Обеспечение технологичности конструкции изделия
Функция подготовки производства, включающая комплекс взаимосвязанных мероприятий по управлению технологичностью и совершенствованию условий выполнения работ при производстве, техническом обслуживании и ремонте изделий
3. Отработка конструкции изделия на технологичность
Часть работ по обеспечению технологичности, направленная на достижение заданного уровня технологичности и выполняемая на всех этапах разработки изделия
4. Технологический контроль конструкторской документации
Контроль конструкторской документации, при котором проверяется соответствие конструкции изделия требованиям технологичности
5. Производственная технологичность конструкции изделия
Технологичность конструкции изделия при технологической подготовке производства, изготовлении, а также монтаже вне предприятия-изготовителя
6. Эксплуатационная технологичность конструкции изделия
Технологичность конструкции изделия при подготовке его к использованию по назначению, техническом обслуживании, текущем ремонте и утилизации
7. Ремонтная технологичность конструкции изделия
Технологичность конструкции изделия при всех видах ремонта, кроме текущего
8. Показатель технологичности конструкции изделия
Количественная характеристика технологичности
9. Базовый показатель технологичности конструкции изделия
Базовый показатель технологичности
Показатель, принятый за исходный при оценке технологичности
10. Частный показатель технологичности конструкции изделия
Частный показатель технологичности
Показатель технологичности, характеризующий одно из входящих в нее свойств
11. Комплексный показатель технологичности конструкции изделия
Комплексный показатель технологичности
Показатель технологичности, характеризующий несколько входящих в нее частных или комплексных свойств
12. Уровень технологичности конструкции изделия
Показатель технологичности, выражаемый отношением значения показателя технологичности данного изделия к назначению соответствующего базового показателя технологичности
13. Трудоемкость изготовления изделия
Суммарные затраты труда на выполнение технологических процессов изготовления изделия
14. Удельная трудоемкость изготовления изделия
Отношение трудоемкости изготовления изделия к величине его полезного эффекта или к номинальному значению основного параметра
15. Средняя оперативная трудоемкость технического обслуживания (ремонта) данного вида
16. Технологическая себестоимость изделия
Часть себестоимости изделия, определяемая суммой затрат на осуществление технологических процессов изготовления изделия
17. Средняя оперативная продолжительность технического обслуживания (ремонта) данного вида
18. Материалоемкость изделия
19. Удельная материалоемкость изделия
20. Коэффициент применяемости материала
21. Металлоемкость изделия
22. Энергоемкость изделия
Расход топливно-энергетических ресурсов (ТЭР) на выполнение технологических процессов изготовления, технического обслуживания и ремонта изделия, обусловленных его конструкцией.
Примечание. При включении ресурсосберегающих показателей в НТД, как правило, нормируют энергоемкость изделия в изготовлении. При наличии нормативов или статистических данных по расходу ТЭР на техническое обслуживание и ремонт изделия нормируют показатель энергоемкости изделия в целом
(Измененная редакция, Изм. N 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Контроль конструкторской документации технологический
Коэффициент применяемости материала
Технологичность конструкции: требования к технологической конструкции деталей, показатели и анализ
Технологичность конструкции – комплексное понятие, которое включает оценку трудоемкости изготовления изделия, коэффициент использования материала, себестоимость и другие параметры. Контроль проектной документации на оптимальность этих параметров является одним из элементов технической подготовки производства. Для каждой технологии изготовления существуют свои критерии оценки, которые регламентируются государственными стандартами изготовления данного вида продукции и другой нормативно-технической документацией.
Общее понятие
 Вам будет интересно: «Пояс» — это повод для размышлений: определяйте значение слова по контексту
Вам будет интересно: «Пояс» — это повод для размышлений: определяйте значение слова по контексту

Под технологичностью конструкции изделия понимают комплекс его свойств, которые способствуют достижению минимальных затрат труда, материалов, средств и других показателей при производстве, ремонте и эксплуатации. Основные определения, касающиеся этого понятия, установлены в ГОСТ 14.205-83. Технологичность прорабатывается на самых ранних этапах жизненного цикла продукции – на стадии получения технического предложения, создания эскизного проекта и разработки конструкторской документации.
В практическом плане технологичность обеспечивается определением наиболее рациональной конструкции деталей и узлов, сортамента и марок применяемых материалов, контролируемых размеров и их предельных отклонений, шероховатости поверхностей, требований к термической и другим видам обработки. В то же время все эти критерии должны способствовать получению продукции с высокими потребительскими свойствами и эксплуатационными характеристиками.
При оценке технологичности конструкции в производстве используют качественные и количественные параметры: удобство изготовления, соответствие техническим возможностям (имеющимся технологиям и оборудованию, квалификации персонала), низкую себестоимость изделия. Технологичность является относительным показателем и зависит также от типа производства (единичное, серийное или массовое).
Основными задачами для обеспечения технологичности конструкции изделия являются:
 Вам будет интересно: Как образуется Present Continuous: правила и примеры
Вам будет интересно: Как образуется Present Continuous: правила и примеры
При разработке конструкторской документации технологичность конструкции деталей и узлов должна оценивать технологическая служба предприятия. При этом учитываются следующие критерии:
Классификация критериев оценки
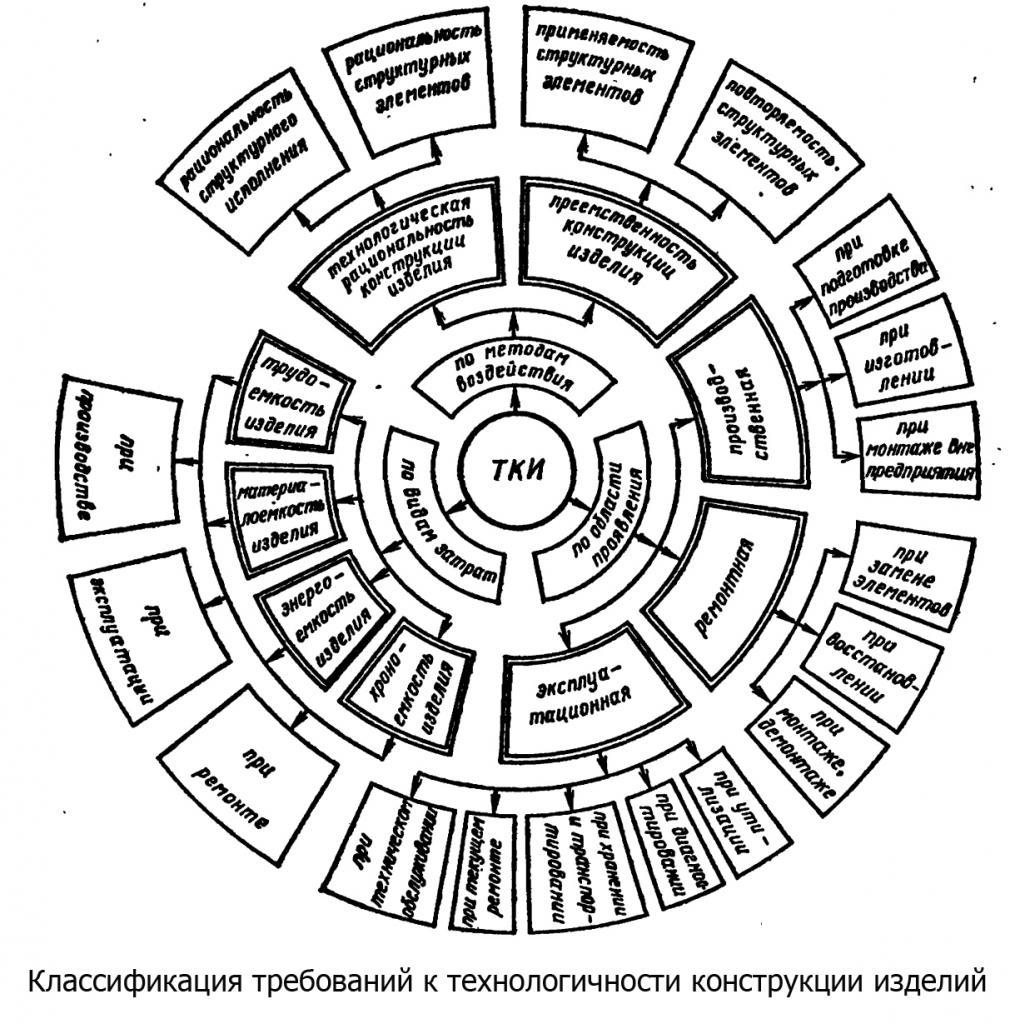
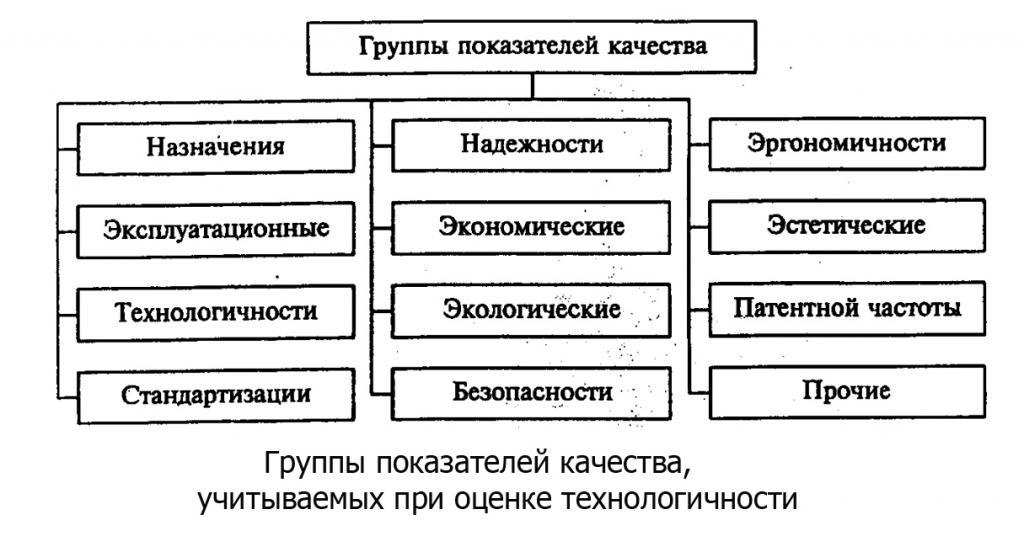
Количественные показатели технологичности конструкции разделяют на следующие группы:
Анализ технологичности входит в систему оценки качества изделий, которая интегрирует несколько групп показателей. В практике машиностроительных предприятий чаще всего определяют критерии, указанные на схеме ниже.
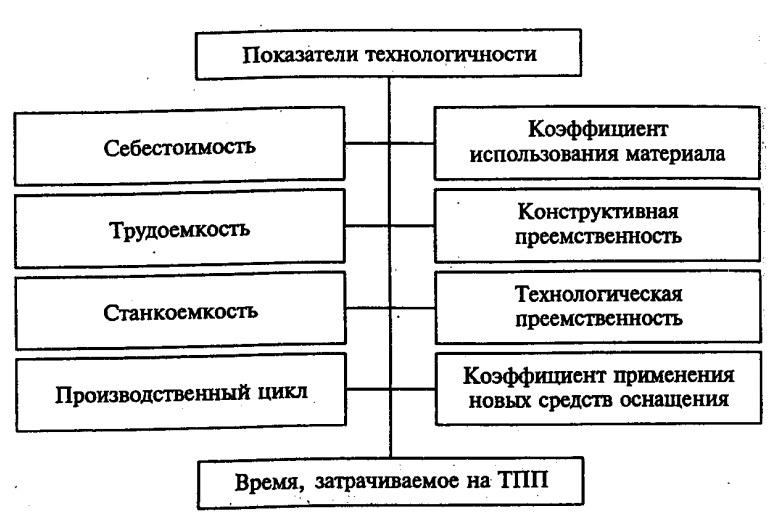
Относительные количественные характеристики
Наиболее удобны относительные показатели технологичности конструкции изделия, которые имеют вид К=k1/k2. Среди наиболее значимых конструктивных и технологических характеристик можно выделить следующие:
 Вам будет интересно: Фразовый глагол set: перевод и примеры
Вам будет интересно: Фразовый глагол set: перевод и примеры
Эти показатели применяются как для анализа технологичности конструкции деталей, так и применительно к сборочным единицам.
Количественные оценки в абсолютном выражении
Среди абсолютных показателей технологичности выделяют следующие:
Качественные показатели технологичности конструкции
Качественная оценка проводится визуальной проверкой конструктивных и технологических параметров. Ее проводят перед количественным анализом. При этом определяют выполнение следующих условий:
Методика оценки
Отработка конструкции на технологичность производится в следующем порядке:
Номенклатура оцениваемых показателей должна быть минимальной для снижения трудоемкости подготовки производства, но достаточной для оценки и усовершенствования изделия.
Типичные задачи
К характерным решениям, принимаемым при оценке технологичности конструкций, относят:
Влияние вида производства
Технологичность – это не абсолютный показатель. Например, штампованные заготовки являются более технологичными в условиях массового производства (снижают общую трудоемкость), а при единичном изготовлении изделия – наоборот, так как это связано с высокой себестоимостью кузнечной оснастки и оборудования.
В единичном производстве технологичными могут оказаться методы изготовления заготовок, которые сопряжены с большей трудоемкостью и расходом материала (к примеру, газовая резка из листового металла), но с меньшими затратами на оснастку и оборудование. Конечная себестоимость изделий будет ниже. Приведенный пример наглядно показывает, что при оценке технологичности необходимо учитывать тип и условия производства.
Эксплуатационная технологичность
При анализе технологичности конструкции, являющейся объектом эксплуатации, проводят оценку следующих критериев:
Все эти параметры влияют на себестоимость эксплуатации объекта техники и его потребительские свойства.
Технологичность литых и кованых заготовок
При оценке технологичности заготовок, выполненных методом литья, проверяют соответствие чертежа отливки следующим основным требованиям:
Технологичность конструкции штамповок должна удовлетворять таким требованиям, как:
При невозможности соблюдения этих условий рекомендуется использовать сварную конструкцию из нескольких деталей.
Сборочные узлы
Общими требованиями к технологичности сборочных единиц являются:
В качестве количественных характеристик чаще всего рассчитывают трудоемкость и себестоимость изготовления, степень унификации, стандартизации и механизации.
Сварные соединения
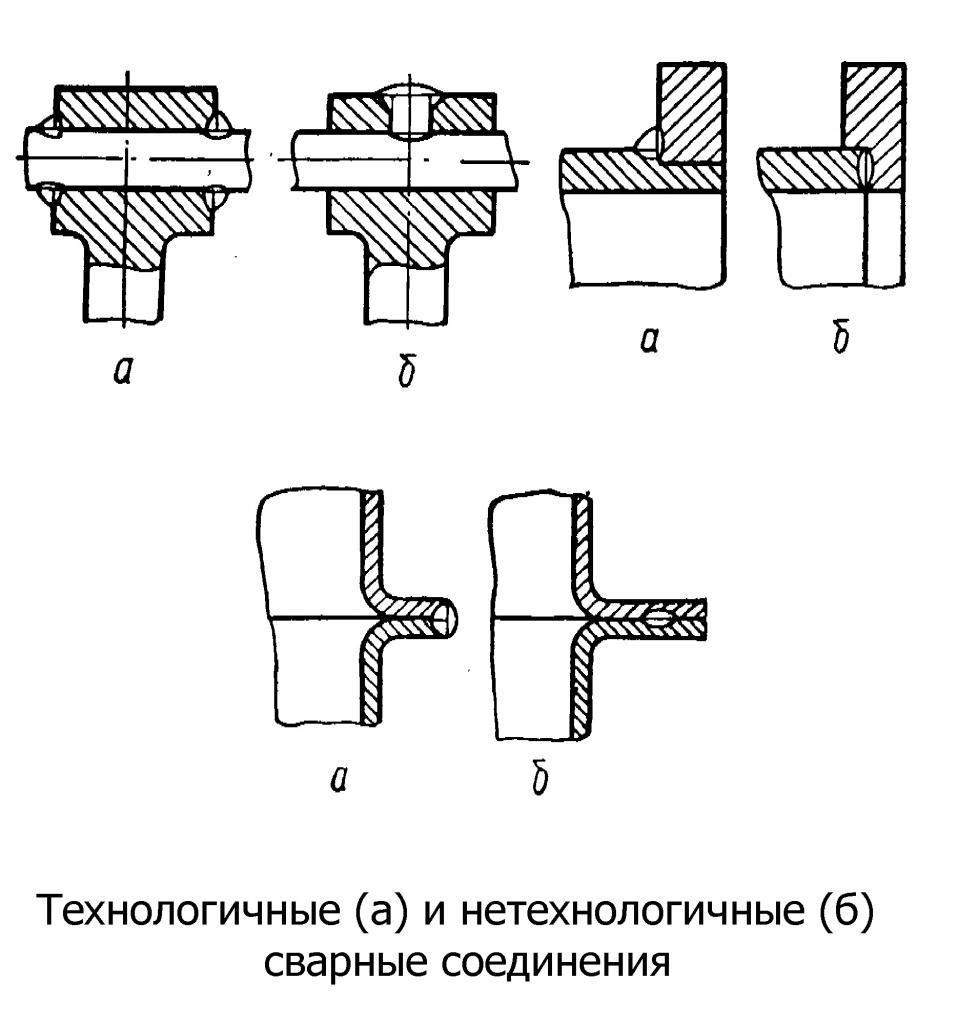
Технологичность сварных конструкций определяется такими параметрами, как:
Что такое уровень технологичности
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЙ
Provision of technological efficiency of products design. General requirements
Дата введения 1984-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.02.83 N 712
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. ИЗДАНИЕ (февраль 2008 г.) с Изменением N 1, утвержденным в июле 1988 г. (ИУС 11-88)
Настоящий стандарт устанавливает основные положения, систему показателей, последовательность и содержание работ по обеспечению технологичности.
1.3. Обеспечение технологичности конструкции изделия включает:
— отработку конструкции изделий на технологичность на всех стадиях разработки изделия, при технологической подготовке производства и, в обоснованных случаях, при изготовлении изделия;
— совершенствование условий выполнения работ при производстве, эксплуатации и ремонте изделий и фиксация принятых решений в технологической документации;
— количественную оценку технологичности конструкции изделий;
— технологический контроль конструкторской документации;
— подготовку и внесение изменений в конструкторскую документацию по результатам технологического контроля, обеспечивающих достижение базовых значений показателей технологичности.
(Измененная редакция, Изм. N 1).
1.6. При необходимости в развитие настоящего стандарта должны разрабатываться отраслевые стандарты и стандарты предприятия, отражающие специфические особенности продукции и организационной структуры отрасли.
2. КОЛИЧЕСТВЕННАЯ ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЙ
2.1. Технологичность конструкции изделия оценивают количественно с помощью системы показателей, которая включает:
— базовые (исходные) значения показателей технологичности, являющиеся предельными нормативами технологичности, обязательными для выполнения при разработке изделия;
— значения показателей технологичности, достигнутые при разработке изделия;
— показатели уровня технологичности конструкции разрабатываемого изделия.
2.3. Базовые, достигнутые и показатели уровня технологичности конструкции изделия должны вноситься в Карту технического уровня и качества продукции по ГОСТ 2.116.
2.4. Данные об уровне технологичности конструкции должны использоваться в процессе оптимизации конструктивных решений на стадиях разработки конструкторской документации, при принятии решения о производстве изделия, анализе технологической подготовки производства, разработке мероприятий по повышению уровня технологичности конструкции изделия и эффективности его производства и эксплуатации, при государственной, отраслевой и заводской аттестации качества изделия и определении технико-экономических показателей производства, эксплуатации и ремонта изделия в порядке, установленном отраслевой нормативно-технической документацией.
2.5. Необходимость количественной оценки технологичности конструкции изделий, а также номенклатура показателей и методика их определения устанавливаются в зависимости от вида изделий, типа производства и стадии разработки конструкторской документации отраслевыми стандартами или стандартами предприятия.
Количество показателей должно быть минимальным, но достаточным для оценки технологичности.
2.6. Рекомендуемый перечень показателей технологичности и зависимость их применения для оценки от вида изделия и стадии разработки конструкторской документации приведен в приложении 1.
2.7. Количественная оценка эксплуатационной и ремонтной технологичности конструкции изделия проводят обязательно при затратах на эксплуатацию и ремонт сопоставимых или превышающих затраты на его производство.
3. ПОСЛЕДОВАТЕЛЬНОСТЬ И СОДЕРЖАНИЕ РАБОТ ПО ОБЕСПЕЧЕНИЮ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ
3.1. При проведении отработки конструкции изделия на технологичность следует учитывать:
— вид изделия, степень его новизны и сложности, условия изготовления, технического обслуживания и ремонта, а также монтажа вне предприятия-изготовителя;
— перспективность изделия, объем его выпуска;
— передовой опыт предприятия-изготовителя и других предприятий с аналогичным производством, новые высокопроизводительные методы и процессы изготовления;
— оптимальные условия конкретного производства при рациональном использовании имеющихся средств технологического оснащения и производственных площадей и планомерном внедрении новых передовых технологических методов и средств производства;
— связь достигнутых показателей технологичности с другими показателями качества изделия.
3.2. Технологичность конструкции специфицируемого изделия рассматривают относительно всего изделия, учитывая технологичность составных частей, сборки, испытаний, монтажа вне предприятия-изготовителя, технического обслуживания и ремонта.
3.3. Обработка конструкции изделия на технологичность должна обеспечивать на основе достижения технологической рациональности и оптимальной конструктивной и технологической преемственности конструкции изделия решение следующих основных задач:
— снижение трудоемкости и себестоимости изготовления изделия и его монтаже вне предприятия-изготовителя;
— снижение трудоемкости, стоимости и продолжительности технического обслуживания и ремонта изделия;
Пояснение термина «технологическая рациональность» приведено в приложении 2.
3.3.1. Комплекс работ по снижению трудоемкости и себестоимости изготовления изделия и его монтаже вне предприятия-изготовителя в общем случае включает:
— повышение серийности изделия и его составных частей при изготовлении (обработка, сборка, испытание) посредством стандартизации, унификации и обеспечения конструктивного подобия;
— ограничение номенклатуры составных частей, конструктивных элементов и применяемых материалов;
— применение в разрабатываемых конструкциях освоенных в производстве конструктивных решений, соответствующих современным требованиям;
— применение высокопроизводительных и малоотходных технологических решений, основанных на типизации процессов и других прогрессивных формах их организации;
— применение высокопроизводительных стандартных средств технологического оснащения, обеспечивающих оптимальный уровень механизации и автоматизации труда в производстве;
— использование конструктивных решений, позволяющих снизить затраты на обеспечение: доступа к составным частям; установки и съема составных частей изделия;
— использование конструктивных решений, обеспечивающих возможность транспортирования изделия в собранном виде или в виде законченных составных частей, не требующих при монтаже разборки для расконсервации, ревизии, а также операций по подгонке;
— использование конструктивных решений, облегчающих и упрощающих условия изготовления и монтажа вне предприятия-изготовителя для ограничения требований к квалификации изготовителей и монтажников.
3.3.2. Комплекс работ по снижению трудоемкости, стоимости и продолжительности технического обслуживания и ремонта изделия в общем случае включает:
— использование конструктивных решений, позволяющих снизить затраты на проведение подготовки к использованию по назначению, технического контроля, технического диагностирования и на транспортирование изделия;
— использование конструктивных решений, позволяющих снизить затраты на обеспечение: доступа к составным частям; замены составных частей изделия такими же частями при сохранении установленного качества изделия в целом; установки и съема составных частей изделия; восстановления геометрических характеристик и качества поверхности детали;
— повышение требований по унификации и стандартизации составных частей изделия;
— ограничение числа сменяемых составных частей изделия, номенклатуры материалов, инструмента, вспомогательного оборудования и приспособлений;
— использование конструктивных решений, облегчающих и упрощающих условия технического обслуживания и ремонта для ограничения требований к квалификации персонала, осуществляющего техническое обслуживание и ремонт.
3.3.3. Комплекс работ по снижению материалоемкости изделия включает:
— применение рациональных сортаментов и марок материалов, рациональных способов получения заготовок, методов и режимов упрочнения деталей;
— разработку и применение прогрессивных конструктивных решений, позволяющих повысить ресурс изделия и использовать малоотходные и безотходные технологические процессы;
— разработку рациональной компоновки изделия, обеспечивающей сокращение расхода материала при монтаже вне предприятия-изготовителя;
— внедрение научно обоснованных запасов прочности металлоконструкций, типовых методов расчетов и испытаний изделия.
3.4. Отработка конструкции изделия на технологичность производится совместно разработчиками конструкторской и технологической документации, предприятиями-изготовителями изделия и представителями заказчика (специалистами по техническому обслуживанию и ремонту техники). Для изделий типа «сборочная единица» или «комплекс», подлежащих монтажу вне предприятия-изготовителя, в отработке конструкции изделия на технологичность должны участвовать представители организаций, назначаемых министерством, осуществляющим монтажные работы. В необходимых случаях к отработке конструкции изделия на технологичность должны привлекаться специализированные технологические институты.
Ответственными исполнителями отработки конструкции изделия на технологичность являются разработчики конструкторской документации.