Что такое тонкое точение
 Назначение и сущность. Тонким точением обрабатывают наружные и внутренние поверхности с точностью до 1—2 классов и чистотой 8—10 классов. Такой вид обработки во многих случаях может заменить шлифование.
Назначение и сущность. Тонким точением обрабатывают наружные и внутренние поверхности с точностью до 1—2 классов и чистотой 8—10 классов. Такой вид обработки во многих случаях может заменить шлифование.
Сущность алмазного точения состоит в срезании небольшого слоя металла с очень малой подачей и большой скоростью резания.
Требование к станкам для тонкого точения. Станки должны быть жесткие, точные (радиальное биение шпинделя не более 0,005 мм), быстроходные (число оборотов не менее 2000 o6jмин) и иметь подачи менее 0,1 мм>об. Лимбы или индикаторные упоры должны позволять установку резцов на размер с точностью не менее 0,01 мм.
Не прибегая к специальным устройствам, точность подачи резца на глубину резания на любом токарном станке можно увеличить, пользуясь лимбом верхних салазок, повернутых на некоторый ) гол а к оси центров станка.
Применяемые резцы. Резцы для алмазного точения оснащаются пластинками твердого сплава марок ВК2 или БКЗМ для обработки чугуна и Т30К4 для сталей. Для цветных металлов и пластмасс применяют алмазные резцы. У алмазного резца токарного станка угол заострения составляет обычно 80 градусов
После заточки резцы обязательно доводятся. Главная режущая кромка должна быть острой, без фаски. Завалы или незначительные зазубрины на ней недопустимы.
Вершина скругляется радиусом 0,5—1 мм.
Передний угол у для твердосплавных резцов при обработке стали от —5° до 4-5°, для чугуна — 0°. Для алмазных резцов при обтачивании у= — 4°, при растачивании Задний угол выполняется в пределах 6—12°.
Припуски н режимы резания. Припуск под тонкое точение оставляют в пределах 0,25—0,4 мм на диаметр при диаметре детали до 125 мм.
Режимы резания обычно ограничиваются возможностями станка. Их рекомендуется выбирать в следующих пределах; глубина резания 0,05—0,2 мм; подача при предварительной обработке 0,1—0,2 мм/об, при окончательной — 0,02—0,08 мм/об; скорость резания для черных металлов 100—200 м/мин, для цветных — 200—500 м/мин. При тонком алмазном точении и растачивании снимается стружка весьма малого сечения, порядка 0,01-0,02 мм2
алмазное точение металлов
алмазное точение деталей оптики
алмазное точение полирование притирка доводка рифление поверхности
алмазное точение и растачивание
Токарный станок и токарное дело. Столярные работы. — Приспособление для выделки тел вращения из дерева и других твердых материалов
Токарные станки с ЧПУ. Наладка и эксплуатация токарных станков.
Гидро- и пневмоприводы токарных станков. Автоматизация и механизация токарной обработки.
Автоматизация и механизация токарной обработки. 17.1. Общие сведения.
19.3. Конструктивные особенности токарных станков с ЧПУ.
Фрезерное дело. Основные сведения о фрезеровании.
Слесарное дело.
Наиболее многочисленную группу металлорежущих станков составляют токарные станки ( 45).
Токарный станок токарное дело. Точеные изделия находятся во множестве между египетскими древностями, а станки … Т. станки с маточным винтом.
Двухстоечные токарно-карусельные станки. 22.2 Подвесной пульт управления станка модели 1512.
Электрическая схема токарного станка. Рассмотренные выше элементы составляют электрооборудование станка, а взаимодействие их определяется
Фрезерное дело.
Слесарное дело.
Рассмотрим конструкцию широко применяемого при обработке металлов резанием инструмента — токарного резца.
§ 7. Приспособления и приемы токарно-расточных работ. Способы обработки деталей штампов. § 1. Рабочее место слесаря-инструментальщика по штампам.
Тонкое точение
Этот метод точения широко применяют в авиационной, тракторной и автомобильный промышленности при обработке цилиндрических и конических поверхностей (наружных и внутренних), а также торцовых поверхностей, уступов и др. Чистота обработанных поверхностей получается 8-11-го классов чистоты, а точность размеров деталей соответствует 2-му, и иногда и 1-му классу точности. Более высокая точность получается при обработке цветных металлов, так как при обработке сталей и чугунов на точности сказывается износ резца по задней поверхности. Тонкое растачивание, в особенности цветных металлов, по точности и чистоте поверхности превосходит развертывание и не уступает шлифованию.
К станкам для тонкого точения предъявляют следующие требования:
повышенные числа оборотов шпинделя (2000-6000 об/мин);
малые подачи (0,01-0,2 мм/об);
отсутствие вибраций при больших числах оборотов шпинделя.
В крупносерийном производстве для тонкого точения использую особо точные станки, так как обычные токарно-винторезные станки не обеспечивают выполнения требований, указанных выше: они не имеют больших скоростей и малых подач; при работе на них обычно не удается устранить полностью вибраций.
Режущий инструмент для тонкого точения. В качестве режущего инструмента для тонкого точения применяют:
Резцы с пластинками твердого сплава марок ВК2 и ВК3М для тонкого обтачивания и растачивания чугуна; Т30К4 и Т60К6 для тонкого точения и растачивания стали, легких сплавов и цветных металлов.
Величина углов заточки резцов, оснащенных пластинками твердого плава, применяемых при тонком точении, приведена в таблице 5.
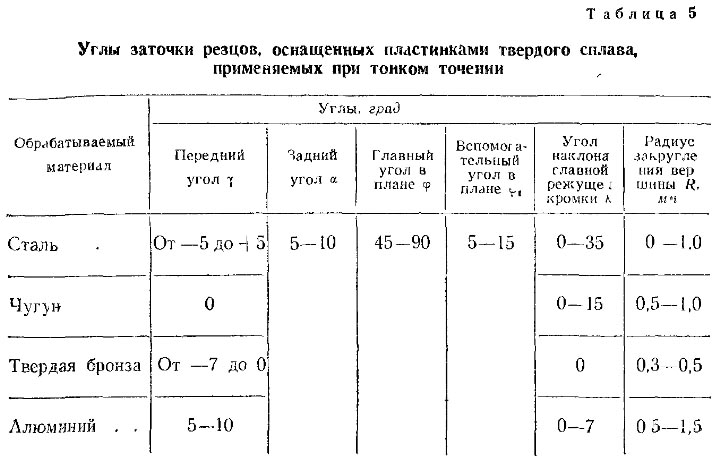
Для тонкого точения и растачивания деталей из легких сплавов (алюминия, сплавов алюминия с кремнием), цветных металлов (меди, латуни, бронзы) и неметаллических материалов (пластмассы и др.) применяют также и алмазные резцы.
Алмазные резцы изготовляют двух видов: а) с напаянными алмазами (рис. 180) и б) с механических креплением алмаза в державке (рис. 181). Дря резцов использую кристаллы алмазов массой 0,2-0,6 карата (1 карат равен 0,2 г).

| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |

| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
Передняя поверхность у алмазных резцов делается плоской.
Рекомендуемые скорости резания, глубины резания и подачи при обработке алмазами приведены в таблице 6.

При работе алмазными, а также твердосплавными резцами при тонком точении необходимо соблюдать следующие правила:
режущую кромку резцов устанавливать по линии центров станка;
резцы подводить к обрабатываемой детали только на полных оборотах детали;
перед остановкой станка выключить подачу и отвести резец.
Тонкое (алмазное) точение и растачивание
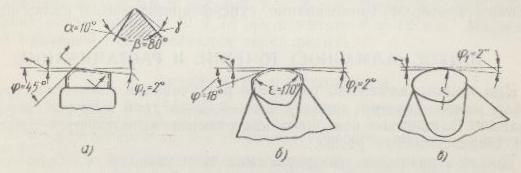
Геометрия твердосплавных резцов для тонкого точения и растачивания приведена на Рис.3.
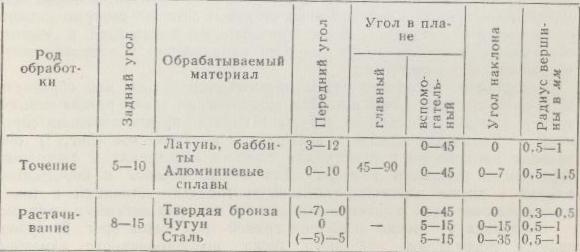
Рис.3. Геометрия твердосплавных резцов для тонкого точения и растачивания.
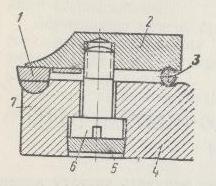
Тонкая регулировка резца достигается вспомогательным инструментом специальной конструкции (Рис.4 и 5.).
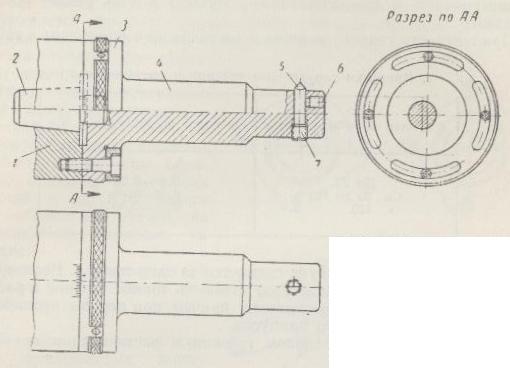
Рис.4. Борштанга с эксцентрической регулировкой резца: 1-кольцо, навинченное на шпиндель станка; 2- хвостовик; 3-зажимное кольцо; 4-корпус борштанги; 5-резец; 6-зажимной болт; 7-винт для грубой регулировки резца.
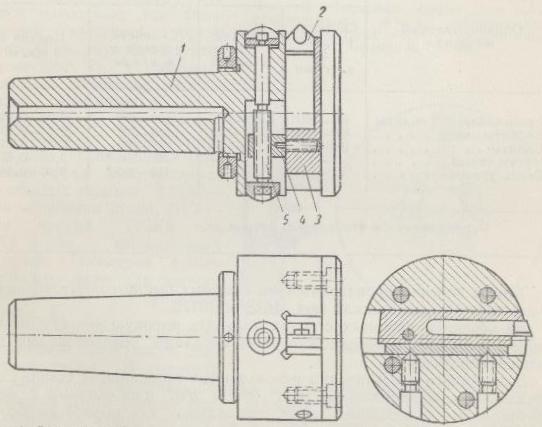
Рис.5. Расточная головка: 1-корпус; 2-резец; 3-ползушка для перемещения резца; 4-гайка к регулировочному винту; 5-винт.
Тонкое точение и растачивание производятся обычно без охлаждения. В некоторых случаях, с целью лучшего удаления стружки, обработка ведется с охлаждением водно-масляными эмульсиями. Подача охлаждающей жидкости должна быть непрерывной во избежание растрескивания и выкрашивания режущего лезвия резца, особенно алмазного.
Припуски для тонкого точения и растачивания приведены на Рис.6.
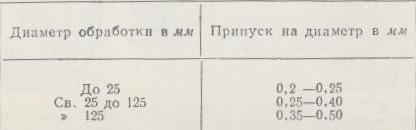
Рис.6. Припуски для тонкого точения и растачивания.
Как правило, весь припуск снимается за один проход. Если предварительная обработка недостаточно точна, то тонкое точение и растачивание производятся в два прохода, причем при первом проходе снимается не менее 2/3 общего припуска.
Режимы резания при тонком точении и растачивании приведены на Рис.7.
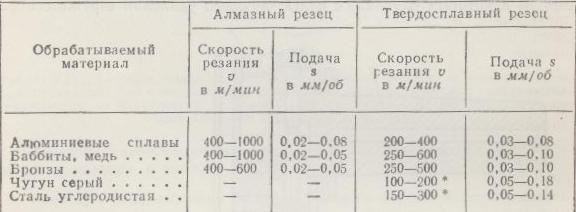
Рис.7. Режимы резания при тонком точении и растачивании.
Тонкое точение производится на обычных быстроходных токарных и на специальных станках.
На обычных токарных станках получить высокую чистоту обработанной поверхности невозможно из-за вибраций, обусловленных зубчатыми передачами.
Для тонкого растачивания используются специальные станки: вертикальные одношпиндельные или сходные с ними, вертикальные многошпиндельные специальные для обработки блоков цилиндров автомобильных двигателей, горизонтальные односторонние и двухсторонние одношпиндельные и многошпиндельные.
Взаимосвязь шероховатости и точности обработки. Классы шероховатости, достигаемые различными видами механической обработки

В статье расскажем про режимы и элементы резания при точении, про растачивание отверстий (расточные работы по металлу) на универсальном токарном станке, про основное затрачиваемое время. Также поговорим о том, что это такое, какие схемы и виды используются. Обработка цилиндрических металлических изделий – распространенная и востребованная операция по стали.
Основные понятия для токаря
Данная методика заключается в снятии верхнего слоя со стальной заготовки посредством режущего инструмента. Цель металлообработки – достижение определенных параметров и нужной степени шероховатости.
Технология заключается во взаимодействии двух подач – продольной и поперечной, чтобы добиться одновременного вращения изделия и перемещения резца. Помимо основной задачи на оборудовании можно выполнять ряд второстепенных процессов:
На аналогичных станках выполняют не только металлообработку, обработке подвергаются и другие материалы, в том числе дерево и пластмасса. Но наиболее востребованным является оборудование по стали.
Заготовки могут иметь цилиндрическую, конусообразную форму, в зависимости от того, как направлены полозья. Из них вытачивают такие детали, как:
Технология активно используется как на производстве, так и в домашних условиях. Большинство заводов переходит с ручного управления на автоматизированное посредством ЧПУ – Числовое Программное Управление.
Основные стандарты прописаны в нормативном документе – ГОСТ 25762-83. Здесь указаны нормы работы, а также правила безопасности. Расчет мощности резания при точении и используемая технология выбирается в зависимости от прочности материала, длины заготовки и задач. При обработке чрезмерно длинного вала велика вероятность вибраций, поэтому процедура проводится на низких оборотах.
Действия самого станка заключаются в обеспечении вращательного движения (металлическая заготовка крепится с двух сторон) и подачи инструмента, которым может быть резец:
Рабочая зона отличается повышенным количеством стружки. По этой причине токарные станки с ЧПУ часто оснащают устройством стружкоотведения, а также системой подачи смазки.
После окончания процесса оператор обязательно проводит контрольные измерения. Они заключаются в определении точных размеров посредством предельного калибра (в основном используется на серийном производстве) или штангенциркуля, или другого измерительного инструмента.
Для токаря важно правильно подобрать скорость и инструмент для металлообработки. Он должен быть из высокопрочной стали и всегда наточен. При контакте с металлом происходит значительный нагрев в месте соприкосновения, силы сцепления нарушаются, верхний слой снимается, превращаясь в стружку. Чтобы не убрать лишнее, необходимо оставлять припуски на токарную обработку при черновом и чистовом точении.
Теперь подробнее поговорим о том, какие стадии может проходить одна и та же заготовка.
Черновое твердое точение
Для начала скажем о том, что есть сверхчерновой вариант металлообработки, он же – обдирочный. В процессе обдирки происходит очень высокое напряжение на режущей кромке, в среднем около Q = 800/3000 см3 * мин-1. Первичные деформации происходят с активным выделением тепла и с высокой нагрузкой на сам резец – сила резания доходит до 10 000/60 000 N. Это может вызвать деформирование инструмента с последующим выходом из строя – полная потеря твердости инструментальной стали. Износ происходит быстрее и сильнее, когда деталь была произведена путем отливки или штамповки, поскольку эти методы металлообработки приводят к появлению твердых включений в материале, а удары об них существенно снижают длительность эксплуатации изделия.
При черновом режиме резания при точении фасок данные показатели немного ниже, но также остаются существенными, как и при обдирке. Мы рекомендуем выбирать резец в зависимости от стиля обработки. При непрерывном контакте минимизируется количество ударов, но возрастает выделение тепла и сила резания: по этой причине следует выбирать инструмент с большим пределом термостойкости. Обычно, в таких сплавах минимален процент оксида углерода, это низкоуглеродистые соединения. Они менее прочные, однако хуже подвергаются пластическим деформациям при нагреве.
Прерывистая техника подразумевает меньший контакт с заготовкой, а значит, более длительную эксплуатацию, поскольку шанс деформирования резца снижается. Но из-за циклических механических ударов хрупкий материал может быстро выйти из строя. Для таких черновых работ рекомендуется использовать инструмент из углеродистого сплава.
На данных двух этапах – обдирка и черновое точение, детали не имеют значения. Задача токаря – обтесать монолитный блок стали до необходимых размеров. При этом требуется оставить припуски, необходимые для последующей чистовой металлообработки – около 1 мм на все параметры. Шероховатость при этом не имеет значительного влияния, поскольку она не является конечной.
Получистовая обработка
Она необходима не повсеместно, в ряде случаев этот этап совершенно пропускается. Но когда требуется высокая точность изделия, то работы производятся с дополнительным промежуточным этапом. Берется более узкий резец, который производит снятие мелкой стружки. Отметим, что чем меньше съем слоя, тем дольше срок эксплуатации инструмента. Это обуславливается меньшим контактом поверхностей и, соответственно, уменьшенной выработкой тепла. В результате, деформации режущей кромки незначительны.
Отличительные черты высокоскоростного получистового точения:
Отметим, что данная фаза металлообработки необходима для производства миниатюрных изделий, поскольку они имеют высокий класс точности. После изготовления деталь проходит стадию шлифовки и обретает эксплуатационную шероховатость – она значительно меньше исходной.
Операции для чистовой обработки поверхности
В большинстве случаев это итоговые процедуры. После идет только финишная шлифовка, также называемая тонкой.
Интересно, что для данного типа можно использовать те же резцы, что и для обдирки. Это характерно для машиностроения, особенно при обтачивании крупногабаритных валов. Меняется только скорость подачи. Приведем данные в таблице:
| Класс чистоты | 4 | 5 | 6 |
| Скорость подачи, мм/об | 0,5-0,9 | 0,25-0,6 | 0,15-0,4 |
Но с учетом большой поверхности нельзя быть уверенным, что один инструмент гарантирует 2-3 классы точности, поскольку естественный износ режущей кромки в ходе использования увеличивается, превышая установленный допуск. Решить эту проблему можно одним способом – сократить путь, который проходит резец по площади, а добиться этого возможно только увеличением подачи.
Второй вариант – работать широкими резцами на высокой скорости. Необходимо делать два прохода: первый на глубине 0,15 мм, второй – на 0,2 мм. Так можно добиться высоких результатов.
Геометрия режущего инструмента выбирается, исходя из материала. Чем выше предел прочности, тем уже угол кромки.
Чтобы уменьшить трение и тем самым предотвратить термические деформации, рекомендовано использовать смазку. Большинство токарей раньше применяли состав, в который входят:
Сейчас применяют готовую смазку или концентрат СОЖ. Шероховатость при чистовом точении после второго прохода – 3,2…1,6 Ra. Добиться такой точности (6, 7 класс) можно, используя пластинки из твердой стали марки Т 15 К6 и скорость 100 – 250 м/мин. При таких оборотах на резце не образуются наросты, а значит, нет дефектов.
Если материал заготовки обладает высокой твердостью, то используют сплав Т 15 К4 – он еще более устойчив к температурным изменениям, поэтому можно развивать вращение до 400 – 500 м/мин.
При работе с чугуном применяют керамику. Такие пластины редко используются из-за своей дороговизны и быстрого износа, но для чугунных изделий с максимальным классом точности они не заменимы.
Стоит отметить что в данный момент широкое распространение получили токарные резцы с механическим креплением пластин. На рынке огромный выбор токарных резцов со сменными пластинами и твердосплавных сменных пластин различных форм и сплавов.
Что называется тонким точением: шероховатость и особенности
В ряде случаев процедура полностью заменяет шлифование, поскольку высококлассный токарь может добиться 1 – 2 класса точности и 8 – 10 – чистоты. Процесс срезания тончайшей стружки проходит при максимальной скорости вращения и минимальной подачей. Обязательным условием является хорошая наладка оборудования:
Инструменты изготавливаются из сталей марок ВК2, БКЗМ и Т30К4. Первые две больше подходят для высокопрочных материалов, чугуна.
Добиться высокой точности можно на станках, оснащенных ЧПУ. осуществляет продажу и наладку оборудования с числовым программным управлением. При использовании станков с ЧПУ необходимо написать программу изготовления детали, используя G и М коды М команды, и загрузить их в систему ЧПУ.
Сущность его состоит в срезании небольшого слоя металла с очень малой подачей и большой скоростью резания.
Требование к станкам для тонкого точения. Станки должны быть жесткие, точные (радиальное биение шпинделя не более 0,005 мм), быстроходные (число оборотов не менее 2000 o6jмин) и иметь подачи менее 0,1 мм>об. Лимбы или индикаторные упоры должны позволять установку резцов на размер с точностью не менее 0,01 мм.
Не прибегая к специальным устройствам, точность подачи резца на глубину резания на любом токарном станке можно увеличить,
пользуясь лимбом верхних салазок, повернутых на некоторый ) гол а к оси центров станка.
Применяемые резцы. Резцы для тонкого точения оснащаются пластинками твердого сплава марок ВК2 или БКЗМ для обработки чугуна и Т30К4 для сталей. Для цветных металлов и пластмасс применяют алмазные резцы.
После заточки резцы обязательно доводятся. Главная режущая кромка должна быть острой, без фаски. Завалы или незначительные зазубрины на ней недопустимы.
Вершина скругляется радиусом 0,5—1 мм.
Передний угол у для твердосплавных резцов при обработке стали от —5° до 4-5°, для чугуна — 0°. Для алмазных резцов при обтачивании у= — 4°, при растачивании Задний угол выпол
няется в пределах 6—12°.
Припуски н режимы резания. Припуск под тонкое точение оставляют в пределах 0,25—0,4 мм на диаметр при диаметре детали до 125 мм.
Режимы резания обычно ограничиваются возможностями станка. Их рекомендуется выбирать в следующих пределах; глубина резания 0,05—0,2 мм; подача при предварительной обработке 0,1—0,2 мм/об, при окончательной — 0,02—0,08 мм/об; скорость резания для черных металлов 100—200 м/мин, для цветных — 200—500 м/мин.
Вопросы для повторения
1. Для чего выполняется тонкое точение и в чем его сущность?
2. Какие требования предъявляются к станкам дли тонкого точения?
3. Как повысить точность подачи резца на глубину резания при тонком то* Ч1ГШП1?
4. Укажите применяемые резцы для тонкого точения и особенности их за-
5. Приведите значения припусков и режимов резания для тонкого точения.
Режимы при токарной обработке
Токарь выбирает технологию в зависимости от множества факторов:
В соответствии с этим регулируется скорость вращения, подача и некоторые другие факторы. Рассмотрим ниже.
Основные параметры
В основном они меняются в зависимости от экономической целесообразности процесса, а именно:
В связи с этим высокоскоростное точение конуса или цилиндра на токарном станке на пределе возможностей – не всегда выгодное решение. Опишем основные параметры.
Глубина
Это размер срезанной стружки. Его заранее определяют, чтобы оставить припуск. В технических расчетах определяется по формуле: t = (D-d)/2, где:
D – диаметр заготовки; d – размер итоговой детали.
Осуществляется процедура обычно в 2 подхода, отсюда деление глубины резца на два.
Подача
Это поперечное перемещение резца по направляющим. Не всегда высокая скорость – это хорошо. Обычно производительность напрямую зависит от нее, но, к примеру, при повышении класса точности она должна быть невысокой, только так можно добиться правильной шероховатости. Существует продольное точение – это самый стандартный вид, когда вращается заготовка, а инструмент передвигается по линии. Второй тип, когда сам резец имеет два движения – горизонтальное и вращательное, применяется при сверлении и растачивании отверстий.
Скорость
Фактически это то, сколько метров поверхности будет обработано при перемещении режущей кромки на 1 мм. Параметр прямо зависит от количества оборотов заготовки и от подачи. Определяется по формуле:
Скорость резания при точении – таблицы для черновой и чистовой металлообработки:
Схемы операций точения
Рисунок 40.1. Схемы операций точения.
Основные виды токарных работ: стрелками показаны направления перемещения инструмента и вращения заготовки (рис. 40.1): а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание пазов и канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений
Рисунок 40.2. Станок токарно-винторезный.
Режущий инструмент.
При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки, фасонный инструмент и др.
Токарные резцы являются наиболее распространенным инструментом и применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т.д. (рис. 40.3).
Рис. 40.3. Токарные резцы для различных видов обработки: а — наружное обтачивание проходным отогнутым резцом; б — наружное обтачивание прямым проходным резцом; в — обтачивание с подрезанием уступа под прямым углом; г — прорезание канавки; д — обтачивание радиусной галтели; е — растачивание отверстия; ж и з — нарезание резьбы наружной и внутренней соответственно
Перемещение режущего инструмента во время токарной обработки и его крепление на токарно-винторезном станке обеспечивают несколько узлов (сборочных единиц). Ниже приведено краткое описание работы некоторых из них.
Рис. 40.4. Суппорт: 1 — нижние салазки (продольного суппорта); 2 — ходовой винт; 3 — поперечные салазки суппорта; 4 — поворотная плита; 5 — направляющие; 6 — резцедержатель; 7 — поворотная головка резцедержателя: 8 — винт для крепления резцов; 9 — рукоятка поворота резцедержателя; 10 — гайка; 11 — верхние салазки (продольного суппорта); 12 — направляющие; 13 и 14 — рукоятки; 15 — рукоятка продольного перемещения суппорта
Суппорт (рис. 40.4) состоит из нижних салазок (продольного суппорта) 7, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно к оси вращения заготовки. По направляющим 5 поворотной плиты перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок 3 и обеспечивать перемещение резца под углом к оси вращения заготовки. Резцедержатель (он же — четырехпозиционная резцовая головка) крепится к верхним салазкам 11 с помощью рукоятки 9 и позволяет вводить резец в работу с минимальной затратой времени.
Виды точения
По технологическим возможностям точение условно подразделяют на:
— черновое точение — удаление дефектных слоев заготовки, разрезка, отрезка и подрезка торцов заготовки. Срезается поверхностная «корка» и основная (»70%) часть припуска на обработку, позволяет получать шероховатость 50…12,5 Ra.
— получистовое точение — снятие 20…25% припуска и позволяет получать шероховатость 6,3…3,2 Ra и точность 10…11-го квалитетов. Заготовка получает форму, близкую к детали.
— чистовое точение — обеспечивает получение шероховатости 3,2…1,6 Ra и точность 7-9-го квалитетов. Деталь получает окончательную форму и размеры.
— тонкое точение — позволяет при срезании очень тонких стружек получать на поверхностях детали шероховатость 0,40..0,20 Ra и точность 5-7-го квалитетов.
Резцы токарные
В качестве режущего инструмента при точении используют резцы. Главным принципом классификации резцов является их технологическое назначение.
Рис. 40.5. Схема резца
1 – передняя поверхность; 2 – главная задняя поверхность; 3 – вспомогательная задняя поверхность; 4 – главная режущая кромка; 5 – вспомогательная режущая кромка
Различают токарные резцы (см. рисунок 66):
– для обтачивания наружных цилиндрических и конических поверхностей;
– проходные и упорные – для растачивания глухих и сквозных отверстий;
– для отрезания заготовок;
– для нарезания наружных и внутренних резьб;
– для обработки фасонных поверхностей;
– для протачивания кольцевых канавок;
для обтачивания переходных поверхностей между ступенями валов по радиусу.
Классификация токарных резцов по характеру обработки:
Классификация токарных резцов по направлению движения подачи:
Классификация токарных резцов по конструкции:
— с приваренной или припаянной пластиной;
— со сменными пластинами.
Установка для закрепления заготовки зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (L/D), точности обработки и других факторов.
Сверление.
Сверление— основной способ получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки. В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки. Для сверления используются сверлильные и токарные станки.
Рис. 40.6. Вертикально-сверлильный станок 2Н135
На сверлильных станках сверло совершает вращательное (главное движение) и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна (рисунок, позиция а).
При работе на токарных станках (см. рис. 40.7) вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рисунок, позиция б).
Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рисунок, позиция в).
При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности. Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Рис. 40.7. Схемы сверления, зенкерования и развертывания
Сверлением называется процесс образования отверстий в сплошном материале режущим инструментом — сверлом. Для сверления применяют спиральные сверла различных диаметров. Спиральное сверл о (рис. 40.8 а) состоит из рабочей части и хвостовика, которым оно закрепляется в шпинделе станка.
Рабочая часть сверла состоит из цилиндрической и режущей. На цилиндрической части расположены две винтовые канавки 4, которые предназначаются для отвода стружки в сторону. По краям канавок находятся ленточки 5. Они служат для уменьшения трения сверла о стенки отверстия в детали.
Рис. 40.8. Спиральное сверло: а — общий вид, б —режущая часть сверла,
в —сверло в процессе сверления; 1 — поперечная кромка, 2 — задняя поверхность, 3 — режущая кромка, 4 — канавка, 5 —ленточка, 6 — переходная конусная втулка, 7 — стружка
Режущая часть сверла (рис. 40.8 б) состоит из конуса, на котором находятся две режущие кромки 3, поперечная кромка 1 и задняя поверхность 2. Угол заточки в зависимости от металла детали может колебаться в пределах 110—150°.
Хвостовики бывают двух типов: конические и цилиндрические. Конический хвостовик удерживает сверло в шпинделе благодаря трению, возникающему между конусом хвостовика и переходной конусной втулкой 6 (рис. 40.8, в). Сверло с цилиндрическим хвостовиком укрепляют в шпинделе станку При помощи кулачкового патрона. Лапка — концевая часть сверла — служит упором при выбивании сверла из гнезда или патрона.
При работе сверло совершает вращательной движение, во время которого срезается стружку металла, и поступательное перемещение, направо ленное вдоль оси вращения, при котором сверло углубляется в обрабатываемую деталь.
Высокая производительность и хорошее качество работы сверл возможны лишь при правильной их заточке, иначе сверло при работе будет смещаться с оси или его режущая часть будет ломаться. Затачивают сверла на заточных стайках или вручную на наждачном круге. Правильность заточки проверяют шаблоном.
Дата добавления: 2016-06-05; просмотров: 7729;
Похожие статьи:
Технология растачивания отверстий
Аналогичная процедура возможна посредством сверления, рассверливания или зенкерования, но такой метод обычно не позволяет достичь максимально верных размеров, а также требует специального оборудования.
Работы позволяют добиться 8 – 10 квалитета точности и 0.8…3.2 мкм шероховатости.
Шероховатость поверхности деталей
На поверхностях деталей после их механической обработки всегда остаются неровности. Совокупность неровностей, образующихся при обработке, называют шероховатостью поверхности.
Величина шероховатости оказывает непосредственное влияние на качество неподвижных и подвижных соединений.
Детали с большой шероховатостью поверхности в неподвижных соединениях не обеспечивают требуемой точности и надежности сборки, а в подвижных соединениях быстро изнашиваются и не обеспечивают первоначальных зазоров.
На поверхности, например, обработанной токарным резцом, образуются неровности в виде винтовых выступов (рис. 1, а) и винтовых канавок (рис. 1, б).
Рис. 1. Образование шероховатости поверхности при токарной обработке: а — поперечной; б — продольной
Неровности, расположенные в направлении подачи s, образуют поперечную шероховатость, а неровности, расположенные в направлении скорости υ резания – продольную шероховатость — волнистость.
Высота Н и характер неровностей зависят от обрабатываемого материала, режима резания, геометрии режущих кромок инструмента и других факторов (рис. 2).
Рис. 2. Высота Н неровностей при точении: а — влияние вспомогательного угла φ в плане; б — влияние подачи s; в — влияние радиуса r, скругления режущей кромки резца
Величина Н увеличивается с увеличением подачи и уменьшается с увеличением радиуса скругления режущей кромки инструмента.
При увеличении скорости резания высота Н неровностей уменьшается. Увеличение вспомогательного угла в плане, уменьшение заднего угла, затупление режущей кромки приводят к увеличению шероховатости поверхности.
Средняя экономическая точность и шероховатость, получаемые на различных операциях технологического процесса при обработке заготовок из стали и серого чугуна, приведена в табл. 1.
Таблица 1. Средняя экономическая точность и шероховатость при обработке заготовок
| Операция | Квалитет точности | Шероховатость Ra, мкм |
| Точение наружное и растачивание: предварительное | 12 и грубее | 12,5 |
| чистовое | 10 и грубее | 3,2—1,6 |
| тонкое на станках класса П | 5—6 | 0,8-0,4 |
| Фрезерование: предварительное | 12 и грубее | 6,3 |
| чистовое | 8 | 3,2—1,6 |
| тонкое | 6 | 0,8—0,4 |
| Сверление | 11—12 | 6,3—3,2 |
| Зенкерование | 10 и грубее | 3,2—1,6 |
| Развертывание: предварительное | 8 и грубее | 1,6—0,8 |
| чистовое | 7 | 0,8—0,4 |
| Протягивание отверстия | 8—7 | 0,8—0,4 |
| Шлифование наружное и внутреннее: чистовое | 7 | 0,4—0,2 |
| тонкое на станках класса П | 5—6 | 0,1—0,05 |
| Притирка | 5 и точнее | 0,1—0,25 |
| Доводка | 4 и точнее | 0,05 и менее |
| Хонингование | 5 и грубее | 0,05—0,025 |
| Суперфиниш | Точность заготовки | 0,05 и менее |
В производственных условиях шероховатость обработанной поверхности детали оценивают методом сравнения с образцом или в инструментальной лаборатории на профилометре, инструментальном микроскопе и др. В качестве образца используют обработанную деталь, шероховатость поверхности которой аттестована.