§ 59. ЕДИНИЧНЫЙ, ТИПОВОЙ, ГРУППОВОЙ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ.
Технологические процессы различаются в зависимости от их построения на единичные, типовые и групповые.
Единичный технологический процесс строится для изделий одного наименования, типа, размера и исполнения. Он учитывает все конструктивные особенности данного изделия и поэтому позволяет создать такие условия изготовления, контроля, перемещения, которые более всего соответствуют данному конкретному изделию. Единичный процесс характерен специально изготовляемой технологической оснасткой под обрабатываемые детали и иногда специальным оборудованием.
Типовой технологический процесс характеризуется единством содержания большинства технологических операций (одинаковых установок, позиций, переходов) для группы изделий с общими (одинаковыми или близкими) конструктивными признаками.
Использование заранее разработанных технологических процессов, обеспечиваемых не только типовыми документами, но и типовым оборудованием, приспособлениями, режущими, измерительными и вспомогательными инструментами, позволяет значительно повысить производительность труда, ускорить процесс освоения новых изделий и уменьшить их себестоимость. Единая система технологической подготовки производства (ЕСТПП) предусматривает технические и организационные мероприятия для быстрейшего внедрения прогрессивной организации производства путем широкого использования типовых и даже стандартизованных технологических процессов.
Групповой технологический процесс характеризуется единством построения и содержания одной или нескольких технологических операций для групп изделий с различными конструктивными признаками.
Классификация технологических процессов
В зависимости от условий производства и назначения проектируемого технологического процесса применяются различные виды и формы технологических процессов(ГОСТ 3.1109 – 82). Вид технологического процесса определяется количеством изделий, охватываемых процессом (одно изделие, группа однотипных или разнотипных изделий).
1 По степени унификации:
2 По этапам применения:
3 По подробности разработки и описания:
4 По методу выполнения различают ТП:
— ОМД (ковки, штамповки);
— технического контроля и т.д.
1 По степени унификации:
Единичный технологический процесс – это технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства.
Разработка единичных технологических процессов характерна для оригинальных изделий (деталей, сборочных единиц), не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовленными на предприятии (в организации).
Унифицированный технологический процесс – это технологический процесс, относящийся к группе изделий (деталей, сборочных единиц), характеризующихся общностью конструктивных и технологических признаков.
Унифицированныетехнологические процессы подразделяются на типовые и групповые.
Унифицированные технологические процессы находят широкое применение в мелкосерийном, серийном и частично в крупносерийном производствах. Применение унифицированных технологических процессов зависит от наличия специализированных участков, рабочих мест, переналаживаемой технологической оснастки и оборудования.
Типовой технологический процесс – это технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками (ГОСТ 3.1109 – 82).
Типовой технологический процесс характеризуется общностью содержания и последовательности большинства технологических операций и переходов для группы таких изделий и применяется как информационная основа при разработке рабочего технологического процесса и как рабочий технологический процесс при наличии всей необходимой информации для изготовления детали, а также служит базой для разработки стандартов на типовые технологические процессы.
Групповой технологический процесс– это технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками (ГОСТ 3.1109—82).
В соответствии с этим определением групповой технологический процесс представляет собой процесс обработки заготовок различной конфигурации, состоящий из комплекса групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий (ГОСТ 14.316 – 75). При этом под специализированным рабочим местом понимается рабочее место, которое предназначено для изготовления или ремонта одного изделия или группы изделий при общей наладке и отдельных подналадках в течение длительного интервала времени. Групповой технологический процесс может состоять также из одной групповой операции (однооперационный групповой технологический процесс).
Групповая технологическая операция характеризуется общностью используемого оборудования, технологической оснастки и наладки (при допущении только незначительной подналадки средств тех-
Групповые технологические процессы разрабатывают для всех типов производства только на уровне предприятия.
Стандартный технологический процесс – это технологический процесс, установленный стандартом.
Под стандартным технологическим процессом понимается технологический процесс, выполняемый по рабочей технологической и (или) конструкторской документации, оформленный стандартом (ОСТ, СТП) и относящийся к конкретному оборудованию, режимам обработки и технологической оснастке.
Модульный технологический процесс – это технологический процесс, состоящий из типовых ТП (блоков) изготовления модулей поверхностей, из которых состоит деталь. Модульный ТП объединяет в себе преимущества единичного, типового и группового процессов.
2 По этапам применения:
Проектный технологический процесс – это технологический процесс, выполняемый по предварительному проекту технологической документации.
Рабочий технологический процесс – это технологический процесс, выполняемый по рабочей технологической и (или) конструкторской документации. Разрабатывают только на уровне предприятия.
Временный технологический процесс – это технологический процесс, применяемый на предприятии в течение ограниченного периодавремени из-за отсутствия надлежащего оборудования или в связи с аварией до замены на более современный.
Перспективный технологический процесс – это технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии.
Рабочий технологический процесс разрабатывают только на уровне предприятия и применяют для изготовления или ремонта конкретного предмета производства.
Комплексный технологический процесс – это технологический процесс, в состав которого включаются не только технологические операции, но и операции перемещения, контроля и очистки обрабатываемых заготовок по ходу технологического процесса. Комплексные технологические процессы проектируются при создании автоматических линий и гибких автоматизированных производственных систем.
3 По подробности разработки и описания:
Маршрутное описание технологического процесса (маршрутный ТП),ТП при котором производится сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов. Маршрутное описание технологических процессов обычно используется в единичном, мелкосерийном и опытном производствах.
Операционное описание технологического процесса (операционный ТП),ТП при котором дается полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов. Операционное описание технологических процессов применяется в серийном и массовом производствах и для особо сложных деталей в мелкосерийном и даже в единичном.
Маршрутно-операционное описание технологического процесса (маршрутно-операционный ТП) – ТПпри котором дается сокращенное описание технологических операций в маршрутной карте (МК) в последовательности их выполнения с полным описанием отдельных операций в других технологических документах. Маршрутно-операционное описание рекомендуется к применению в серийном, мелкосерийном и опытном производствах, когда изготовляемое изделие включает в себя отдельные сложные и точные детали.
Выбор комплекта форм документов для технологического процесса производится в зависимости от типа и характера производства и видов разрабатываемых и применяемых технологических процессов. В соответствии со стандартами производится выбор комплекта форм технологической документации для используемого типа производства и вида технологического процесса.
В соответствии с установленным в ЕСТД положением маршрутная карта(МК) является документом общего назначения, т. е. в этом документе можно описать технологический процесс любых видов работ, в том числе и сборочных.В то же время маршрутная карта является обязательным документом. При маршрутном описании технологического процесса его технологические операции излагаются укрупнённо, т. е. без указания переходов и технологических режимов. В случае необходимости указания переходов и технологических режимов для осуществления технологического процесса механической обработки и сборки пользуются картами технологического процесса или операционными картами. При операционном описаниитехнологического процесса в комплект документов входит также маршрутная карта, являющаяся сводным документом.
Технологический процесс

Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.

Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.

Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.

Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:

Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
По критерию степени детализации различают следующие виды технологических процессов:

Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:

Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
За долгое время были выработаны основные принципы построения технологических процессов.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.

Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Для того чтобы из идей и расчетов технологический процесс превратился в реальность, необходимы физические средства его выполнения.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия. Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия.
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Типовые и групповые технологические процессы
Типовые технологические процессы разрабатываются при изготовлении группы изделий с общими конструкторскими признаками. Типовой технологический процесс характеризуется единством содержания и последовательностью большинства технологических операций и переходов для групп таких изделий и применяется как основа при разработке раьочего техпроцесса. Устраняет возможное разнообразие документации и позволяет сократитьь время на ее разработку. Типовой технологический процесс включает все операции, которые могут использоваться для этой группы (на том же оборудовании, при том же процессе, с той же оснасткой).
Групповые технологические процессы разрабатываются для изделий с разными конструкторскими, но общими технологическими признаками. Обюрабатываются заготовки различной конфигурации, состоящей из комплекса групповых технологических операций, выполняемых нга специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий. Характеризуется общностью оборудования, оснастки и наладки при незначительной подналадке средств оснащения. То есть для деталей различной конфигурации должны быть выделены общие поверхности:
Групповой технологический процесс предусматривает разработку типового техпроцесса для комплексной детали.
Комплексная деталь – наиболее сложная по конструкции деталь, имеющая все виды поверхностей, характерных для отдельных деталей группы. Если такой детали нет, ее специально проектируют. Таким образом техпроцесс будет подходить для любой детали данной группы, необходимо только исключить операции, которые выполнять не требуется.
Технологичность
Понятие обеспечения технологичности конструкции изделия охватывает подготовку производства, предусматривающего взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, техническое обслуживание и ремонт изделия.
Сведения об уровне технологичности конструкции используются в процессе оптимизации конструктивных решений на стадии разработки конструкторской документации, при принятии решения о производстве изделия, анализе технологической подготовки производства, разработке мероприятий по повышению уровня технологичности конструкции изделия и эффективности его производства и эксплуатации.
Обеспечение технологичности конструкции изделия наряду с отработкой самой конструкции включает ее количественную оценку. Этот показатель рассчитывается с помощью базовых (исходных) данных.
К числу основных показателей, характеризующих технологичность конструкции изделий, можно отнести трудоемкость изготовления изделия, его удельную материалоемкость, технологическую себестоимость, трудоемкость, стоимость и продолжительность технического обслуживания, степень унификации конструкции.
При оценке технологичности конструкции следует пользоваться минимальным, но едостаточным количеством показателей.
Точность количественной оценки технологичности конструкции изделий, а также перечень показателей и методика их определения устанавливаются в зависимости от вида изделия и степени отработки его конструкции и типа производства.
При проведении отработки конструкции изделия на технологичность следует иметь в виду, что в этом случае играет роль вид изделия, степень его новизны и сложности, условия изготовления, технического обслуживания и ремонта, перспективность и объем его выпуска.
Испытание конструкции изделия на технологичность должно обеспечить решение следующих основных задач:
• снижение трудоемкости и себестоимости изготовления изделия;
• снижение трудоемкости и стоимости технического обслуживания изделия;
• снижение важнейших составляющих общей материалоемкости изделия – расхода металла и топливно-энергетических ресурсов при изготовлении, а также монтаже вне предприятия-изготовителя и ремонте.
Работы по снижению трудоемкости и себестоимости изготовления изделия и его монтажа сопровождаются повышением серийности изделия посредством стандартизации и унификации, ограничения номенклатуры составных частей конструктивных элементов и используемых материалов, применения высокопроизводительных и малоотходных технологических решений, использования стандартных средств технологического оснащения, обеспечивающих оптимальный уровень механизации и автоматизации производственных процессов.
Снижение трудоемкости, стоимости и продолжительности технического обслуживания и ремонта предполагает использование конструктивных решений, позволяющих снизить затраты на проведение подготовки к использованию изделия, а также облегчающих и упрощающих условия технического обслуживания, ремонта и транспортировки.
В свою очередь комплекс работ по снижению материалоемкости изделия включает:
• применение рациональных сортаментов и марок материалов, рациональных способов получения заготовок, методов и режимов упрочнения деталей;
• разработку и применение прогрессивных конструктивных решений, позволяющих повысить ресурс изделия и использовать малоотходные и безотходные технологические процессы;
• разработку рациональной компоновки изделия, обеспечивающей сокращение расхода материала.
В ходе выполнения технологической подготовки производства различают два вида технологичности конструкции изделия – производственную и эксплуатационную.
Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкторскую и технологическую подготовку производства, а также длительности производственного цикла.
Эксплуатационная технологичность конструкции изделия проявляется в сокращении затрат времени и средств на техническое обслуживание и ремонт изделия.
Оценка технологичности конструкции может быть двух видов: качественной и количественной.
Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя. Качественная сравнительная оценка вариантов конструкции допустима на всех стадиях проектирования, когда осуществляется выбор лучшего конструктивного решения и не требуется определение степени различия технологичности сравниваемых вариантов.
Качественная оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и определяет ее целесообразность.
Количественная оценка технологичности конструкции изделия выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции. Количественная оценка рациональна только в зависимости от признаков, которые существенно влияют на технологичность рассматриваемой конструкции.
Виды технологичности, главные факторы, определяющие требования к технологичности конструкции, и виды ее оценки представлены графически

Факторы, влияющие на технологичность:
3) тип производства
4) вид технологичности (производственная или эксплуатационная)
Итак, при проектировании изделия необходимо стремиться к тому, чтобы его можно было изготовить прогрессивным методом (но с учетом типа производства). Из всех показателей используется коэффициент использования материала (КИМ), трудоемкость, себестоимость.
Конечная цель – изменение в лучшую сторону каког-либо показателя. При этом используется функционально-стоимостной анализ, устанавливающий связь между теми или иными стоимостями и функциями, то есть позволяющий определить затраты на этапе производства.
Сборка приборов
Включает следующие операции:
1) входной контроль (отбраковка, испытания)
2) подготока деталей к сборке (при необходимости – промывка, расконсервация)
3) сборка с выполнением разъемных соединений
4) сборка с выполнением неразъемных соединений
6) сборка механических устройств
7) сборка типовых элементов приборов
8) сборка электромеханических устройств
9) выполнение электромонтажных соединений
10) регулировка и настройка (если предусмотрено дакументацией)
11) контроль и испытания (иногда пункты 10 и 11 выполняются совместно)
12) сборка, монтаж непосредственно на объекте установки
Качество сборочных издений определяется его
1) геометрической точностью – точностью сборочных размеров и взаимного расположения деталей
2) физической точностью – точностью выполнения соединений составных элементов изделия (степень неопдвижности, прочности, герметичности и т.д.)
Качество определяет точность выполнения функций прибора, надежность, долговечность и т.д.
То есть точность определяется
1) точностью деталей
Метод сборки определяет степень взаимозаменяемости детали в изделии, а также необходимость дополнительных работ в процессе сборки. Наиболее эффективен тот метод, который обеспечивает заданную точность «автоматически» (независимо от калификации и качества работы исполнителя).
При сборке размеры соединяемых деталей суммируются – так появляется новый сборочный размер. Во многих случаях он представляет особую важность (обеспечения зазора или натяга), поэтому он должен быть оговорен допусками и проставлен на чертеже.
Применение того или иного метода зависит от точности, сложности, типа производтва и т.д.
Основные методы сборки
1) метод абсолютной взаимозаменяемости применяется в случае, когда сборочный размер не ограничен допуском, или максимальная погрешность сборки укладывается в допуск на сборочный размер, то есть детали геометрически взаимозаменяемы, и при установке не требцуется дополнительных работ, не требуется осуществлять контроль сборочного размера.

Желательно, чтобы средняя величина сборочного размера равнялась средней величине по полю допуска. Если условие не выполняется, необходимо, чтобы максимальный сборочный размер был меньше допускаемого
 и соответственно
и соответственно 
Среднпй допуск звена, входящего в размерную цепь определяется как  .
.
То есть данный метод – определение максимальных и минимальных размеров – применим, когда точность сборки невысокая.
2) метод неполной взаимозаменяемости применяется в случае, когда максимальныя погрешность сборочного размера превышает допуск на сборочный размер.. Вероятность того, что все погрешности (систематические, случайные) будут приводить к максимальной погрешности сборки небольшая. Брак по сборочному размеру будет определяться назначенной нами вероятностью в процессе сборки. И мы сами определяем, нужно ли дополнительное ужесточение или нет. Поскольку имеется вероятность появления брака, то детали имеют ограниченную взаимозаменяемость, и процесс механизации и автоматизации усложняется (например, операция запрессовки рассчитана на одно усилие, а в процессе появился брак и его может просто не хватить для запрессовки).
 , где
, где
k – коэффициен риска (процент брака)
λ – коэффициент, зависящий от характера закона распределения

Одинаковую точность сборки по методу неполной взаимозаменяемости можно обеспечить в 2 раза менее точно, чем по методу абсолютной взаимозаменяемости. То есть этот метод в 2 раза точнее, а также является более дешевым.
3) метод групповой взаимозаменяемости применяется для обеспечения высокой точности сборочного размера, когда предудущие методы применить нельзя, то есть когда погрешность на предыдущих операциях больше допуска.

Перед сборкой детали сортируют на группы, обычно их количесто равняется трем. Для этого применяют автоматизированные методы, ступенчатые калибры (распределение по размерам).

Метод является более трудоемким, как правило, применяется в крупносерийном или массовом поизводстве при несложных сборках. Механизация и автоматизация затруднены.
Различают два основных метода регулировки:
а) с применением жестких компенсаторов – в случае, когда в конструкции предусматриваются детали типа шайб, прокладок, которые используются для этих целей, чаще всего – подбор толщины, компенсирующий погрешность детали
 , где
, где
Ai – звенья размерной цепи
В некоторых случаях применяется несколько компенсаторов

5) метод индивидуального подбора – используется редко, трудоемкость существенно увеличивается.
Геометрическая точность достигается или нарушается при сборке. Во многом это зависит от метода, а не только от точности входящих в сборку деталей.
Методы соединения
Резьбовое соединение

Q1 – стремится сдвинуть детали друг относительно друга
Q2 – растягивает крепежный элемент
Q3 – сжимает детали
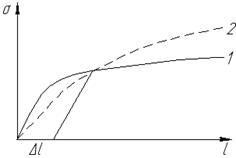
Неподвижность обеспечивается осевым натягом, который возникает при сжатии соединяемых деталей.
Δl – удлинение резьбового элемента
Δh – сжатие соединяемых деталей

Важным параметром является усилие затяжки, котрое должно быть нормированным. Оно зависит от направления приложения внешних усилий.
Чтобы обеспечить неподвижность детали, сила трения между ними должна быть больше силы, стремящейся их сдвинуть
 , где
, где
f – коэффициент трения
z – количество крепежных элементов
Это является минимально необходимым условием для обеспечения надежности соединения. Его следует увеличить с тем, чтобы компенсировать его уменьшение за счет смятия микронеровностей, перераспределения внутренних напряжений и т.д. Например, только при хранении усилие затяжки уменьшается на 25%. При эксплуатации оно уменьшается в 2-3 раза. Ввиду этого вводят коэффициент запаса, учитывающий динамическое воздействие при статической (1,5 – 2) или динамической (2 – 3) нагрузке.
Максимально еусилие ограничивается прочностью крепежных элементов, внутренние напряжения не должны превышать предела текучести, то есть в процессе затяжки не должно происходить пластической деформации
При действии Q3 происходит дополнительное сжатие, а при Q2 – дополнительное растяжение, при котором уменьшается осевой натяг.
Определяется началом вращения, производится с помощью жесткого инструмента – стандартные ключи и отвертки. Способ отличается простотой, универсальностью.
 , где
, где
d – диаметр резьбового соединения

Недостаток метода – большая погрешность усилия затяжки, зависимость точности от квалификации исполнителя.
Затяжка по моменту предусматривает применение динамометрических элементов, которые позволяют контролировать момент затяжки (инструмент в виде плоской пружины, которая при затяжке изгибается). В массовом производстве применяются предельные инструменты, которые в составе имеют кулачковые муфты, анстраеваемые на предельный момент затяжки. Метод просто механизировать, он устраняет субъективизм в процессе выполнения операции.
Момент, который необходим для достижения расчетной величины усилия закрепления
dcp – средний диаметр резьбового соединения
α – угол подъема резьбы
ρ – угол трения резьбы
ρ’ – угол трения между поверхностью детали и торцевой частью резьбового элемента
Dcp – средний диаметр торцевой части гайки, болта
P3 – необходимое усилие затяжки
 , где
, где
tgρ и tgρ’ ≈ f и f’ (коэффициенты трения)
Тогда выражение примет вид

Для жесткого инструмента рекомендуется соотношение плеча для затяжки
d – средний диаметр резьбы
Необходимо учитывать и точностные характеристики деталей, входящих md резьбовое соединение

К3 – коэффициент запаса (0,65÷0,85)
σТ – предел текучести
Предельный момент прочности резьбового соединения на срез
 , где
, где
h – длина свинчивания
μ – коэффициент, зависящий от формы головки (1,2÷1,35)

Также применяют методы затяжки
— по удлинению крепежного элемента
— предварительно нагруженных или сжатых тел
Производится в последовательности

В процессе эксплуатации может происходить ослабление усилия затяжки. И если не принять своевременных мер, может произойти отвинчивание. С целью предотвращения предусматривают стопорение резьбы.
Стопорение – фиксированная затяжка:
— с помощью контргайки
Стопорение контргайками применяют редко вследствие недостаточной надежности.
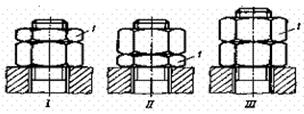
Этому способу присущ и другой недостаток: при затяжке контргайка (I), вытягивая болт, принимает на себя всю нагрузку, в то время как основная гайка разгружается. Это заставляет иногда применять обратную схему: контргайку располагают под основной гайкой (II), что обеспечивает более благоприятное распределение сил. Иногда контргайку делают одной высоты с основной гайкой (III).
Контргайки незаменимы в тех случаях, когда требуется бесступенчатая фиксация положения гайки на болте, особенно при значительном перемещении гайки вдоль болта.
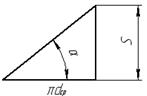
— с помощью шайбы гровера
15° к оси кольца. Наклон разреза делается левым для правой резьбы и правым для левой резьбы.
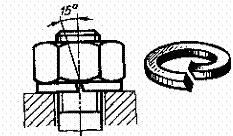
Концы шайбы слегка разведены и снабжены острыми кромками. При затяжке кольцо сжимается, кромки врезаются в тело гайки и в опорную поверхность, обеспечивая стопорение гайки «на корпус». Врезание заметно выражено в том случае, когда опорные поверхности имеют не слишком высокую твердость (НВ σт2
Замыкающая головка располагается со стороны более прочного материала, а если σт1=σт2, то со стороны матерала с большей толщиной.
Соединение осуществляется за счет пластического деформирования в холодном состоянии крепежного элемента.
Клепка производится пуансоном
Перед формообразованием детали должны быть сжаты. Необходимо, чтобы стержень был пластически деформируем.
При этом пластически деформируется только заклепка! (Al, Cu) Это приводит к появлению осевого натяга.
При выполнении операции необходимо соблюдать следующие условия:
— операция должна выполняться без потери устойчивости системы
— должно хватать материала для образования замыкающей головки, то есть h определяется заранее.
Для потайной головки

У пустотелых края загибаются – для них усилие значительно меньше.
Усилие, необходимое для выполнения операции
 , где
, где
P – усилие формообразования замыкающей головки
d – номинальный диаметр
k – коэффициент, зависящий от формы головки
Сравнительная характеристика
с точки зрения автоматизации
Чаще всего используется бункерная загрузка – например, выполняется простая запрессовка, и если детали симметричны, то ориентируются только вертикально, а если существуют дополнительные элементы, то необходимо устройство ориентирования. Поэтому детали разбиваются на классифицированные группы. также исполььзуются роботы-манипуляторы, детали при этом находятся в специальных тарах- кассетах.
1) без использования крепежных элементов, при выполнении поступательного движения (прессование) – наиболее простая для автоматизации
2) с использованием одного крепежного элемента, при поступательном движении (клепание)
3) с использованием крепежного элемента, при поступательном/вращательном движении (резьбовые соеждинения)
4) с использованием двух крепежных элементов, при поступательном движении

5) с использованием трех крепежных элементов, при поступательном/вращательном движении (болт, шайба, гайка), вначале вращается на ¾ в обратную сторону, чтобы определить место «захвата» резьбы.


Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор.

Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.).

Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот.

Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: