Термодиффузионное (ТДЦ) покрытие крепежа
Как происходит термодиффузионное цинкование
Метизы укладываются в технологический контейнер с цинконасыщенной смесью. Емкость герметично закрывается и помещается в печь. Под воздействием высоких температур (от 400° и выше), на поверхности обрабатываемых деталей формируется интерметаллический слой. При использовании неглубокого вакуума (
1,33 Па), температуру цинкования можно снизить. Время нахождения наполненного контейнера в печи зависит от состава рабочей смеси и требуемой толщины цинкового слоя. По завершению обработки, изделия отправляются на пассивацию.
Термодиффузионной обработке подвергается крепеж, выполненный из углеродистой и низкоуглеродистой стали, в том числе с высоким запасом прочности, медные и чугунные изделия. То есть, цинкованию можно поддавать материалы, которые не меняют своих свойств под воздействием высоких температур.
Готовые обработанные изделия имеют равномерное, гладкое или чуть шероховатое покрытие матового серого цвета.
Преимущества технологии и свойства крепежа с ТДЦ покрытием
В процессе сварки металлических изделий с термодиффузионным покрытием, происходит повреждение цинка лишь в области образования сварного шва. Покрытие в околошовной зоне полностью сохраняется и обеспечивает протекторную защиту сварного шва.
Требования к изделиям, поддающимся обработке
Крепежные изделия полностью подготовленные к ТДЦ, могут храниться в условиях не допускающих образования конденсата на поверхности, на протяжении суток.
Классы и типы ТДЦ
Класс покрытия зависит от толщины цинкового слоя:
| Класс покрытия | Толщина, мкм, не менее |
|---|---|
| 110 | 107 |
| 80 | 81 |
| 70 | 69 |
| 65 | 66 |
| 55 | 53 |
| 50 | 50 |
| 40 | 40 |
| 25 | 25 |
| 12 | 12 |
| 8 | 8 |
| 5 | 5 |
Классификация в зависимости от дополнительной обработки:
| Тип покрытия | Характеристика |
|---|---|
| I | Без дополнительной обработки |
| IIIa | После фосфатирования |
| IIIb | После фосфатирования и пропитки маслом |
| IIIc | После фосфатирования и пропитки воском |
Цена ТДЦ
Стоимость термодиффузионного цинкования металлических изделий зависит от габаритов и конфигурации деталей, требуемой толщины цинкового слоя.
Заказать ТДЦ можно на странице Спецпокрытие, или обратившись по любым представленным на сайте контактам.
Болты с термодиффузионным цинковым покрытием
В современном мире изготовление болтов уже давно поставлено на поток. Для производства используется специальная технология, которая не только делает изделие прочным, но и закаляет его, что помогает служить ему очень долго.
Процесс изготовления болтов с термодиффузионным цинковым покрытием
Технологический процесс изготовление болтов с термодиффузионным цинковым покрытием выдвигает особые условия к характеристикам металла, из которого они будут изготовлены. Металл должен иметь высокое качество, как по химическому составу, так и механическим показателям. Помимо этих требований на заготовке не должно быть изъянов не внутри ни снаружи.
• В первую очередь заготовки очищают от всех возможных загрязнений, очищают болты специальными пескоструйными установками и ультразвуком. После этого заготовленный материал обрабатывают специальным раствором.
• Очищенное изделие необходимо обязательно взвесить, это делается для определения необходимого количества состава для покрытия метиза.
• Далее заготовку подвергают окаливанию и известкованию.
• Последний шаг подготовки это обрабатывание заготовленного материала мыльным раствором или маслом.
После выше перечисленных шагов заготовка готова к изготовлению болта по специальным чертежам. Далее готовое изделие покрывают термодиффузионным слоем, для этого:
• Болты помещают в специальный разогретый контейнер, в котором находится смесь цинкового порошка и инертного разбавителя.
• Температура в контейнере выбирается из расчета состава изделия.
• Контейнер вращается до тех пор, пока количество покрытия на болте не достигнет положенной нормы.
• Затем изделие достают и очищают от излишков.

Не смотря на то, что процесс изготовления термодиффузионных болтов с виду выглядит достаточно простым, он требует внимания и квалифицированных знаний специалистов.
Применение болтов с термодиффузионным цинковым покрытием
Болт является крепежным материалом, которое имеет широкое применение. А болты с термодиффузионным цинковым покрытием намного прочней обычного болта за счет цинкового покрытия, отсюда следует, что и применяются они в серьезных сферах, таких как:
• Мебельное производство.
• Машиностроение.
• Строительство.
А именно для соединения, крепления деталей, узлов и конструкций. Еще они используются при сборке изделий внешний вид, которых имеет значение. Данные болты не подвергаются коррозии, а значит дольше остальных, могут сохранить безупречный внешний вид.
Особенности термодиффузионных болтов
Главной особенностью данных болтов является устойчивость к любому виду коррозии. Покрытие на метизах практически не подвергается скалыванию и отслаиванию. Благодаря равномерному распределению термодиффузионного покрытия, болты становятся не только менее уязвимыми, но и более крепкими.
Не смотря на свои высокие технические характеристики, термодиффузионное покрытие, не повышает стоимость болтов. Это тоже является одной из основных особенностей. Покрыть болт данным покрытием возможно лишь при высоких температурах, чем выше будет градус в контейнере, тем лучше покрытие ляжет на метиз, не смотря на это, оно не будет соответствовать нужным характеристикам, слой может стать слишком хрупким и начнет отслаиваться, да и от коррозии болт будет защищен меньше.
Выбирая болты термодиффузии, нужно обратить внимание на технологию изготовления и состав изделия, если все характеристики соответствуют норме, значит, его можно использовать смело. На самом деле это не просто слова, потому что болты с термодиффузионным цинковым покрытием используются в серьезных промышленных сферах, в которых ошибка не допустима. От прочности одного болта могут зависеть жизни людей.
Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
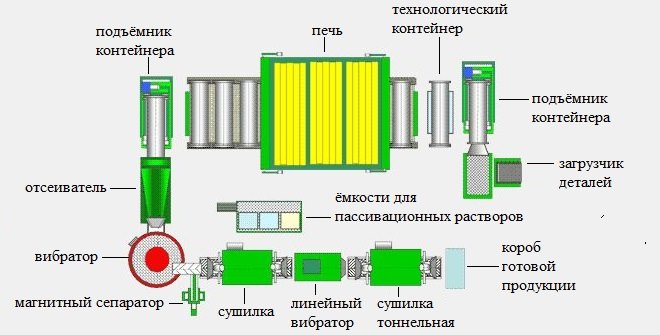
Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
Высокопрочный крепеж с термодиффузионным, горячим, гальваническим цинкованием (покрытием)
Особенности методики и технология термодиффузионного цинкования
Рассматриваемый метод, в соответствии со стандартом ГОСТ Р 9.316–2006, основан на использовании явления взаимной диффузии элементов Fe и Zn в интерметаллидных поверхностных слоях детали, которое становится возможным при температурах 400–470 град. Цельсия.
Как результат, изделие покрывается однородным защитным слоем, проникающим даже в наиболее недоступные места и обеспечивающим идеально ровную поверхность, лишенную видимых изъянов.
Термодиффузия показала отличные результаты для обработки разных конструкций, цинкование чаще всего выполняется для следующих изделий:
Так называемую шерардизацию металла рекомендуют использовать также и для небольших объектов, поскольку наносимый защитный слой обладает минимальной толщиной – до 30% от всей толщины покрытия.
По теории, с повышением температуры больше 470 град. Цельсия термодиффузия должна протекать еще интенсивнее, но практическое цинкование в таких условиях не приводит к ожидаемым результатам, потому как полученный слой характеризуется повышенной хрупкостью, легкой отслаиваемостью и не имеет должного уровня антикоррозионной защиты.
Компания Техкреп-ТЛТ поставляет высокопрочный крепеж с термодиффузионным, горячим, гальваническим цинкованием (покрытием) от 1-го до 5-го класса покрытия в соответствии с ГОСТ Р, наличием сертификатов и паспортов качества.
Приобрести данный товар компании Техкреп-ТЛТ, Вы сможете в городах Самара, Ульяновск, Димитровград, Сызрань.
Общая технология по нанесению покрытия осуществляется по такому алгоритму, включающему ряд отдельных процессов:
Далее обработанные детали вынимают из контейнера, где проводилась термодиффузия (цинкование считается уже завершенным), удаляют остатки использованной смеси, выполняя после этого пассивирование. Металлическим изделиям с цинковым покрытием теперь остается только остыть.
Преимущества и недостатки процесса шерардизации.
Специалистами выделяются следующие достоинства описанного метода:
Перечисленные выше достоинства обусловили широкую популярность данной разновидности цинкования, которая сегодня активно применяется для обработки металлов.
Термодиффузионному цинкованию приписывают и некоторые недостатки. К таковым относят:
Основные положения ГОСТ Р 9.316–2006
Цинковые покрытия в соответствии с этим Госстандартом причисляются к одному из пяти
классов:
Потребитель может заказать и нанесение покрытия более толстым слоем. Такая термодиффузия разрешена, но по ГОСТ подобное цинкование металла не классифицируется (то есть полученное покрытие по толщине будет нестандартным).
На деталях и конструкциях, в составе коих имеются смолы или припой, термодиффузия не проводится, цинкование в подобных ситуациях следует выполнять по иным методикам.
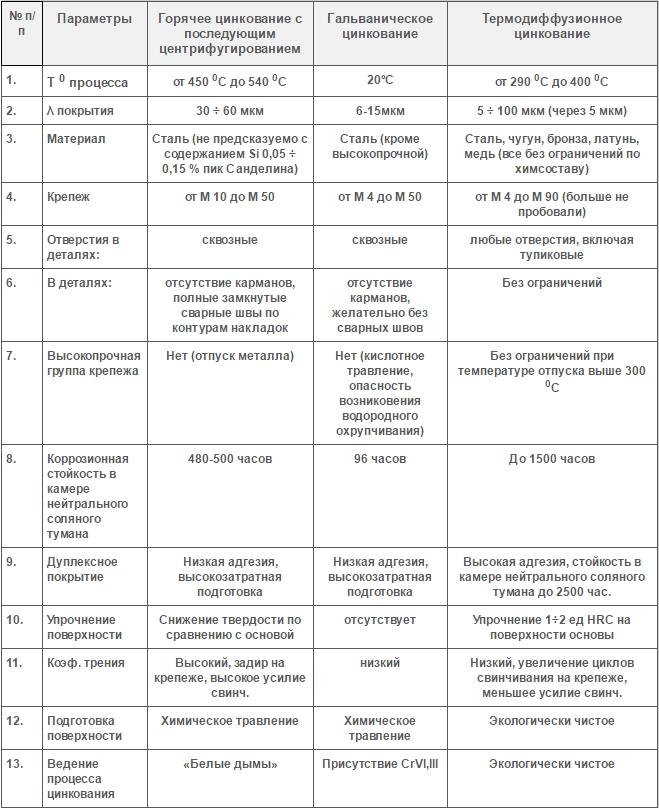
| № п.п. | Метод цинкования | |||
| Горячее | Гальваническое | Термодиффузионное | ||
| 1 | Температурный режим протекания процесса, °С | 450–540 | 20 | 280–470 |
| 2 | Толщина нанесенного слоя, мкм | 30–60 | 6–15 | 5–100 |
| 3 | На какой материал наносится | Сталь с незначительным содержанием кремния | Сталь (ограничение для высокопрочных марок) | Черные металлы и сплавы на основе меди |
| 4 | Размер обрабатываемых метизов | М10–50 | М4–50 | М4–90 |
| 5 | Типы обрабатываемых отверстий | Сквозные | Сквозные | Сквозные, глухие |
| 6 | Ограничения по обработке | Карманы, сплошные сварные швы | Карманы, отсутствие сварных швов | Без ограничений |
| 7 | Закаленный крепеж | Не подлежит обработке (температура протекания процесса близка к низкому отпуску) | Не подлежит обработке (кислотная обработка, повышение водородной хрупкости) | Без ограничений |
| 8 | Стойкость к солям (лабораторный тест), час | 500 | 96 | 1500 |
| 9 | Свойства покрытия | Сниженная адгезия, ресурсозатратная подготовка | Сниженная адгезия, ресурсозатратная подготовка | Адгезия высокая |
| 10 | Твердость | Снижается | Отсутствует | Плюс 1…2 HRC |
| 11 | Коэффициент трения | Повышенный | Пониженный | Пониженный при выкручивании |
| 12 | Подготовка к нанесению покрытия | Химическая | Химическая | Нейтральная |
| 13 | Испарения вовремя цинкования | Обильное дымовыделение | Выделение хрома | Отсутствие дымовыделения |
На нашем складе доступны более 15 000 наименований крепежа и метизов: анкера (рамные, клиновые, забивные, анкерные болты), саморезы (универсальные, по дереву, по бетону, по металлу, по ГКЛ), дюбели (фасадные, для теплоизоляции, дюбель-гвозди, универсальные и др.), метрический крепеж (болты, гайки, шайбы), а также специальный крепеж (биты, шпильки, заклепки, крепеж для кровли, сэндвич-панелей, для производства окон) и такелаж (тросы, цепи, талрепы, коуши и др.). Весь товар сертифицирован.
Болты с термодиффузионным цинковым покрытием

Внимание! Осуществляем изготовление и отгрузку анкерных болтов тип 3 сталь 09г2с-6 по Гост 24379.1-80
или по чертежам с термодиффузионным оцинкованием любого класса покрытия.
Поставка осуществляется от 200 комплектов, как в собранном виде, так и раздельно (свинчиваемость, сертификацию и евро упаковку гарантируем).
Срок выполнения 10-12 рабочих дней.
Болты, гайки, шайбы и метизы отечественного и европейского производства с уникальным термодиффузионным цинковым покрытием по методу «Термишин» много лет используются в сложных климатических зонах, на объектах с высокими эксплуатационными требованиями, в химической промышленности, на ответственных сооружениях, железных дорогах.
ПОМНИТЕ! ХАЛАТНЫЙ ПОДХОД К ВЫБОРУ ПОКРЫТИЯ ДЛЯ ВЫСОКОПРОЧНОГО КРЕПЕЖА МОЖЕТ ПОВЛЕЧЬ ЗА СОБОЙ КАТАСТРОФИЧЕСКИЕ ПОСЛЕДСТВИЯ, ОБРУШЕНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, ЗДАНИЙ И СООРУЖЕНИЙ!
Глубокое изучение всех вышеперечисленных фактов привело к тому, что в январе 2008 года были выпущены ГОСТЫ на крепеж для металлических конструкций: Р 52643-2006, Р 52644-2006, Р 52645-2006, Р 52646-2006. Согласно ГОСТУ Р 52643-2006 «Болты и гайки высокопрочные и шайбы для металлических конструкций» П. 3.9 «Допускается применять металлические и неметаллические покрытия по ГОСТ Р 9.316 и ГОСТ 9.306. Металлические покрытия следует наносить термодиффузионным методом.
Нанесение покрытий других видов или иными способами может быть согласовано между потребителем и изготовителем при условии, что эти покрытия не ухудшают механических характеристик болтов, гаек и шайб.
Термодиффузионное цинкование метизов и деталей по методу «Термишин» исключает возникновение водородного охрупчивания на высокопрочных сталях, которое образуется от использования других цинковых покрытий (как результат поглощение атомов водорода внутрь поверхности крепежа во время изготовления и обработки, особенно во время протравки кислотами).
Оцинкованные метизы методом «Термишин», достойная замена дорогостоящему крепежу из нержавейки, причем: крепеж «Термишин» не образует гальвапары с другими металлами. Применение крепежа, оцинкованного термодиффузией по методу «Термишин», увеличивает эксплуатационный период изделия в 3-5 раз.
По вопросам приобретения крепежа с покрытием Термишин:
Начальник коммерческого отдела Горловецкий Л.И.
Покрытие поверхностей металла по технологии термодиффузионного цинкования обеспечивает превосходную коррозионную стойкость крепежных изделий и металлопродукции нормальной и повышенной прочности из стали, чугуна и медных сплавов. Прочность сцепления с поверхностным слоем основного металла обеспечивается взаимной диффузией железа и цинка. Такой вид покрытия устойчив к скалыванию и отслаиванию при деформациях, ударам и механическим нагрузкам. При выполнении операций технологического процесса не происходит необратимого водородного охрупчивания металла. Крепёж и металлоизделия с покрытием по термодиффузионной технологии превосходят по устойчивости к агрессивному воздействию внешней среды изделия с гальваническим цинковым покрытием.
Основные характеристики
Слой покрытия состоит в основном из неоднородной железоцинковой фазы, с содержанием железа не более 10%. Покрытие имеет матово-серый цвет и должно быть равномерным, сплошным, гладким или шероховатым. Минимальная толщина термодиффузионного цинкового покрытия для классов покрытия 1-5 находится в пределах от 6 до 50 мкм. При покрытии крепежных деталей и изделий сложной конструкции однородный по толщине защитный слой точно повторяет их контуры по всей поверхности, включая резьбовые соединения, грани, радиусные скругления и уникальные формы. Для усиления коррозионной стойкости и для придания изделиям декоративного вида покрывающий слой подвергают дополнительной обработке, которая предотвращает появление налета на поверхностях при воздействии повышенной атмосферной влажности или соленой воды.
Для получения защитного слоя высокого качества, так же как и для горячего цинкования, следует учитывать следующие факторы:
До начала выполнения операций по покрытию методом термодиффузионного цинкования поступившие изделия подвергают контролю на наличие следующих недопустимых факторов:
Технологический процесс нанесения термодиффузионного цинкового покрытия состоит из следующих этапов.
Подготовка поверхностей изделий с тщательной их очисткой
Нанесение покрытия
Изделия, помещенные в печь в герметически закрытом контейнере с цинкосодержащей смесью, подвергают термодиффузионной обработке при температуре от 290 до 390 градусов по Цельсию в течение 2-3 часов при вращении контейнера со скоростью от 0,03 до 0,1 оборотов за секунду.
Фосфатирование
Дополнительная обработка покрывающего слоя
Работа проводится в условиях, исключающих образование конденсата. Термодиффузионное цинковое покрытие не рекомендуется наносить на изделия, эксплуатируемые при температурах от 370 градусов по Цельсию и выше. Благодаря термодиффузионному цинкованию можно обрабатывать целый ряд метизов определенного вида. Обработка такого вида обладает рядом преимуществ.
После термодиффузионной обработки повышается стойкость изделий к различным коррозийным факторам, но в том случае, если все изделие покрыто равномерным слоем цинка. Помимо этого, цинкованное покрытие повторяет форму изделия в самых маленьких деталях.
Изделие обретает дополнительную прочности и твердости. Помимо всего, сам металл становится более защищённым к различному виду физическим воздействиям. Термодиффузионное цинкование обходится достаточно недорого, что позволяет обрабатывать метизы практически в любых количествах. Обработка такого вида практически не наносит вред окружающей среде.
Однако, среди всех достоинств можно выделить и недостатки термодиффузионного цинкования. Технология обработки деталей достаточно низкая, что накладывает свои ограничения на скорость обработки в общем. Помимо этого, не рекомендуется цинковать различные декоративные покрытия. Объясняется это тем, что после термодиффузионной обработки изделия принимают неприятный цвет. Также при процессе цинкования выделяется много испарений с содержанием цинковой пыли, которые вредны для здоровья человека. Термодиффузионное цинкование, несмотря на некоторые недостатки, является крайне востребованным и обретаем все большую популярность с каждым годом.
На большинстве крупных предприятий, чья деятельность связана с обработкой металлов, использует в своем производстве термодиффузионное цинкование. Такой способ является наиболее популярным благодаря низкой стоимости процедуры обработки и затрачиваемым ресурсам.
Термодиффузионное покрытие – электрохимическая защита от коррозии
 Термодиффузионное покрытие изделий из железа цинком с целью их защиты от коррозии – метод, впервые примененный в Англии в начале прошлого века и получивший название «шерардизация» по имени своего изобретателя. Метод основан на взаимной диффузии железа и цинка в поверхностных фазах, позволяющей цинку защитить железо от ржавчины.
Термодиффузионное покрытие изделий из железа цинком с целью их защиты от коррозии – метод, впервые примененный в Англии в начале прошлого века и получивший название «шерардизация» по имени своего изобретателя. Метод основан на взаимной диффузии железа и цинка в поверхностных фазах, позволяющей цинку защитить железо от ржавчины.
Термодиффузионный тип покрытия не приводит к водородному охрупчиванию металла и обладает большей износостойкостью по сравнению с гальваническим.
Как осуществляется термодиффузионное покрытие изделия? Поверхность изделия, которому требуется такой способ покрытия, насыщается цинком в порошковой среде при температуре в диапазоне 290-450 градусов; при этом точный выбор температурного режима зависит от конкретного изделия. Покрытие осуществляется в закрытом контейнере. Такая технология позволяет получить практически любую толщину покрытия изделия цинком (от 6 до 100 микрон), которая зависит только от пожеланий и требований заказчика.
Почему необходимо применять именно термодиффузионный способ покрытия? При применении этого метода детали не склеиваются, также данное покрытие позволяет в последующем обрабатывать изделие различными видами красок и пластификаторов. Двойное покрытие изделия значительно увеличивает его антикоррозийную защиту. Нелишне будет упомянуть и об экологической чистоте этого процесса.
Заказать услугу для любых изделий из железа можно в «Мире Крепежа». Специалисты «Мира крепежа» с вниманием подойдут к каждому заказу и исполнят его с наивысшим качеством, по минимальной цене и в кратчайшие сроки.