Болты с термодиффузионным цинковым покрытием
В современном мире изготовление болтов уже давно поставлено на поток. Для производства используется специальная технология, которая не только делает изделие прочным, но и закаляет его, что помогает служить ему очень долго.
Процесс изготовления болтов с термодиффузионным цинковым покрытием
Технологический процесс изготовление болтов с термодиффузионным цинковым покрытием выдвигает особые условия к характеристикам металла, из которого они будут изготовлены. Металл должен иметь высокое качество, как по химическому составу, так и механическим показателям. Помимо этих требований на заготовке не должно быть изъянов не внутри ни снаружи.
• В первую очередь заготовки очищают от всех возможных загрязнений, очищают болты специальными пескоструйными установками и ультразвуком. После этого заготовленный материал обрабатывают специальным раствором.
• Очищенное изделие необходимо обязательно взвесить, это делается для определения необходимого количества состава для покрытия метиза.
• Далее заготовку подвергают окаливанию и известкованию.
• Последний шаг подготовки это обрабатывание заготовленного материала мыльным раствором или маслом.
После выше перечисленных шагов заготовка готова к изготовлению болта по специальным чертежам. Далее готовое изделие покрывают термодиффузионным слоем, для этого:
• Болты помещают в специальный разогретый контейнер, в котором находится смесь цинкового порошка и инертного разбавителя.
• Температура в контейнере выбирается из расчета состава изделия.
• Контейнер вращается до тех пор, пока количество покрытия на болте не достигнет положенной нормы.
• Затем изделие достают и очищают от излишков.

Не смотря на то, что процесс изготовления термодиффузионных болтов с виду выглядит достаточно простым, он требует внимания и квалифицированных знаний специалистов.
Применение болтов с термодиффузионным цинковым покрытием
Болт является крепежным материалом, которое имеет широкое применение. А болты с термодиффузионным цинковым покрытием намного прочней обычного болта за счет цинкового покрытия, отсюда следует, что и применяются они в серьезных сферах, таких как:
• Мебельное производство.
• Машиностроение.
• Строительство.
А именно для соединения, крепления деталей, узлов и конструкций. Еще они используются при сборке изделий внешний вид, которых имеет значение. Данные болты не подвергаются коррозии, а значит дольше остальных, могут сохранить безупречный внешний вид.
Особенности термодиффузионных болтов
Главной особенностью данных болтов является устойчивость к любому виду коррозии. Покрытие на метизах практически не подвергается скалыванию и отслаиванию. Благодаря равномерному распределению термодиффузионного покрытия, болты становятся не только менее уязвимыми, но и более крепкими.
Не смотря на свои высокие технические характеристики, термодиффузионное покрытие, не повышает стоимость болтов. Это тоже является одной из основных особенностей. Покрыть болт данным покрытием возможно лишь при высоких температурах, чем выше будет градус в контейнере, тем лучше покрытие ляжет на метиз, не смотря на это, оно не будет соответствовать нужным характеристикам, слой может стать слишком хрупким и начнет отслаиваться, да и от коррозии болт будет защищен меньше.
Выбирая болты термодиффузии, нужно обратить внимание на технологию изготовления и состав изделия, если все характеристики соответствуют норме, значит, его можно использовать смело. На самом деле это не просто слова, потому что болты с термодиффузионным цинковым покрытием используются в серьезных промышленных сферах, в которых ошибка не допустима. От прочности одного болта могут зависеть жизни людей.
Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
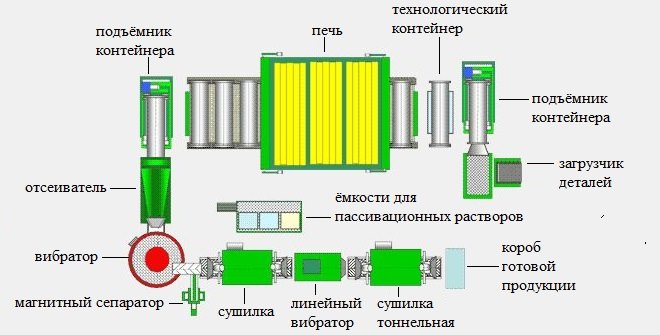
Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
Термодиффузионное (ТДЦ) покрытие крепежа
Как происходит термодиффузионное цинкование
Метизы укладываются в технологический контейнер с цинконасыщенной смесью. Емкость герметично закрывается и помещается в печь. Под воздействием высоких температур (от 400° и выше), на поверхности обрабатываемых деталей формируется интерметаллический слой. При использовании неглубокого вакуума (
1,33 Па), температуру цинкования можно снизить. Время нахождения наполненного контейнера в печи зависит от состава рабочей смеси и требуемой толщины цинкового слоя. По завершению обработки, изделия отправляются на пассивацию.
Термодиффузионной обработке подвергается крепеж, выполненный из углеродистой и низкоуглеродистой стали, в том числе с высоким запасом прочности, медные и чугунные изделия. То есть, цинкованию можно поддавать материалы, которые не меняют своих свойств под воздействием высоких температур.
Готовые обработанные изделия имеют равномерное, гладкое или чуть шероховатое покрытие матового серого цвета.
Преимущества технологии и свойства крепежа с ТДЦ покрытием
В процессе сварки металлических изделий с термодиффузионным покрытием, происходит повреждение цинка лишь в области образования сварного шва. Покрытие в околошовной зоне полностью сохраняется и обеспечивает протекторную защиту сварного шва.
Требования к изделиям, поддающимся обработке
Крепежные изделия полностью подготовленные к ТДЦ, могут храниться в условиях не допускающих образования конденсата на поверхности, на протяжении суток.
Классы и типы ТДЦ
Класс покрытия зависит от толщины цинкового слоя:
| Класс покрытия | Толщина, мкм, не менее |
|---|---|
| 110 | 107 |
| 80 | 81 |
| 70 | 69 |
| 65 | 66 |
| 55 | 53 |
| 50 | 50 |
| 40 | 40 |
| 25 | 25 |
| 12 | 12 |
| 8 | 8 |
| 5 | 5 |
Классификация в зависимости от дополнительной обработки:
| Тип покрытия | Характеристика |
|---|---|
| I | Без дополнительной обработки |
| IIIa | После фосфатирования |
| IIIb | После фосфатирования и пропитки маслом |
| IIIc | После фосфатирования и пропитки воском |
Цена ТДЦ
Стоимость термодиффузионного цинкования металлических изделий зависит от габаритов и конфигурации деталей, требуемой толщины цинкового слоя.
Заказать ТДЦ можно на странице Спецпокрытие, или обратившись по любым представленным на сайте контактам.
Особенности термодиффузионного цинкования металлоизделий в электромагнитном поле (ТДЦЭ)
Суть процесса
Термодиффузия представляет собой процесс проникновения атомов цинка в поверхностный слой металла, происходящий под действием высокой температуры в восстановительной или инертной газовой среде.

Рабочая температура зависит от толщины покрытия и варьируется в пределах 280°С-470°С. Внедряясь, в кристаллическую решетку металла,
цинк создает на поверхности защитный слой толщиной в несколько микрон. Процесс протекает в газовой среде водорода.
Толщина покрытия регламентируется государственным стандартом. Согласно ГОСТ Р 9.316-2006 толщина покрытия делится на пять классов:
Выбор в качестве антикоррозионной защиты пал на цинк неслучайно. Находясь на стальной поверхности, он распространяется по ней со скоростью 2 мм в год, но при температуре окружающей среды 70 °С. Такое свойство позволяет затягивать поверхностные микроповреждения.
Практика показывает, что этот способ более перспективен и имеет свои достоинства.
Метод подбора крепежа с термодиффузионным покрытием для трубопровода.
Приобретать крепеж с термодиффузионным покрытием для трубопровода необходимо исходя из принципа полного заказа у одного поставщика, так как технологии подготовки метизов перед нанесением покрытия ТДЦ могут отличаться что может негативно сказаться в будущем при монтаже с использованием таких метизов. Главное все предусмотреть и правильно пересчитать: — количество стыков (соединений), что с чем соединяется — задвижка с фасонной частями, фасонные части между собой, все эти варианты — где потребуется болтовое соединение и т.п. Ну а потом, определиться с диаметром соединительных отверстий и длинной болта, для этого мы рекомендуем использовать сводную таблицу:
Размеры болтов D(диаметр мм) х L(длинна мм) по ГОСТ 7798-70, ГОСТ 7805-7, ГОСТ10602 для фланцевых соединений на различное давления (РУ)
| 32 | М16х60 | 4 | 4 | 8 | |||
| 40 | М16х60 | 4 | 4 | 8 | |||
| 50 | М16х60 | 4 | 4 | 8 | |||
| 65 | М16х60 | 4 | 4 | 8 | |||
| 80 | М16х80 | 4\8 | 4\8 | 8\16 | |||
| 100 | М16х80 | 8 | 8 | 16 | |||
| 125 | М16х80 | 8 | 8 | 16 | |||
| 150 | М20х80 | 8 | 8 | 16 | |||
| 200 | М20х80 | 8\12 | 8\12 | 16\24 | |||
| 250 | М20х90 | 12 | 12 | 24 | |||
| 300 | М20х90 | 12 | 12 | 24 | |||
| 350 | М20х110 | 16 | 16 | 32 | |||
| 400 | М24х100 | М27х110 | 16 | 16 | 32 | ||
| 450 | М24х100 | М27х110 | 20 | 20 | 40 | ||
| 500 | М24х100 | М27х110 | М27х120 | 20 | 20 | 40 | |
| 600 | М27х110 | М30х120 | 20 | 20 | 40 | ||
| 700 | М27х110 | М30х120 | 24 | 24 | 48 | ||
| 800 | М27х110 | М30х120 | М36х140 | 24 | 24 | 48 | |
| 900 | М30х120 | М36х150 | 28 | 28 | 56 | ||
| 1000 | М30х120 | М42х150 | М42х160 | 28 | 28 | 56 | |
| 1200 | М30х120 | М36х180 | М42х160 | М42х190 | 32 | 32 | 64 |
| 1400 | М36х180 | М42х160 | М42х190 | 36 | 36 | 72 | |
Особенности в таблице: * средняя толщина фланца взята из ГОСТа; * L- болта = болт + две шайбы + гайка; * количество крепежных отверстий в схеме меняется на Ду 200 между Ру 10 / Ру 16. * на соединение с ПЭ на «бурт» и свободный фланец, — следует прибавить в среднем +3 см и по возможности перемерить по месту. Вы всегда можете обратиться к менеджерам и проконсультироваться бесплатно по всем вопросам.
Технология процесса
Термодиффузионное цинкование технологический процесс которого разбит на шесть последовательных операций. Строгое следование по маршруту залог получения качественного результата.
Как происходит процесс обработки?
Технология достаточно проста, но потребуется наличие специального оборудования:
1. Первым делом поверхность тщательно очищают. Если на изделии имеются следы смазывающих материалов, то их легко удалить при помощи специальных составов – дигрейзеров. Для того чтобы удалить с поверхности следы коррозии и окалину, применяют пескоструйную установку. Кроме того, применяется и ультразвуковая чистка.
2. Когда деталь тщательно очищена, она отправляется в специальную тележку. Перед проведением процедуры деталь обязательно взвешивают – это нужно, чтобы точно определить количество состава, с помощью которого и будет проведено нанесение цинкового покрытия. Технология позволяет изменять количество смеси, которая наносится на обрабатываемую поверхность, в зависимости от объема готового раствора, а также от массы, геометрических характеристик детали, ее конструкции.
3. После того как деталь очищена и известен ее вес, она аккуратно помещается в специальную муфельную печь, где непосредственно и осуществляется термодиффузионное цинкование. Температурный режим подбирают исходя от типа обрабатываемой детали, марки сплава и принятых стандартов. Среднее время процесса зависит от мощности оборудования, а также от состава рабочей смеси. В процессе термодиффузии деталь в контейнере постоянно вращается. Толщина цинковой пленки для разных типов металлов составляет в среднем 0,5 мкм.
4. Когда обработка будет окончена, изделия достают и очищают от остатков насыщающих смесей. Цинковые составы могут быть различными. Одна из самых популярных марок такой продукции — «Левикор». Ее широко используют в современной промышленности за счет высокой проникающей способности. «Левикор» позволяет получать защитный цинковый слой различной толщины, при этом уровень защиты от коррозии очень высокий.
Несмотря на относительную простоту, термодиффузионное цинкование требует наличия определенных знаний, а также навыков. В промышленности практически все изделия стараются подвергать именно такой обработке. В домашних условиях использовать данную технологию невозможно ввиду того, что требуется оборудование для термодиффузионного цинкования. Порой оно может достигать огромных размеров.
На видео: пример термодиффузионного покрытия цинком.
Достоинства и недостатки
На протяжении применения метода антикоррозионной защиты были выявлены характерные для него черты. Термодиффузионное цинковое покрытие обладает рядом достоинств, среди которых выделяются:
На фоне достоинств у метода есть и недостатки:
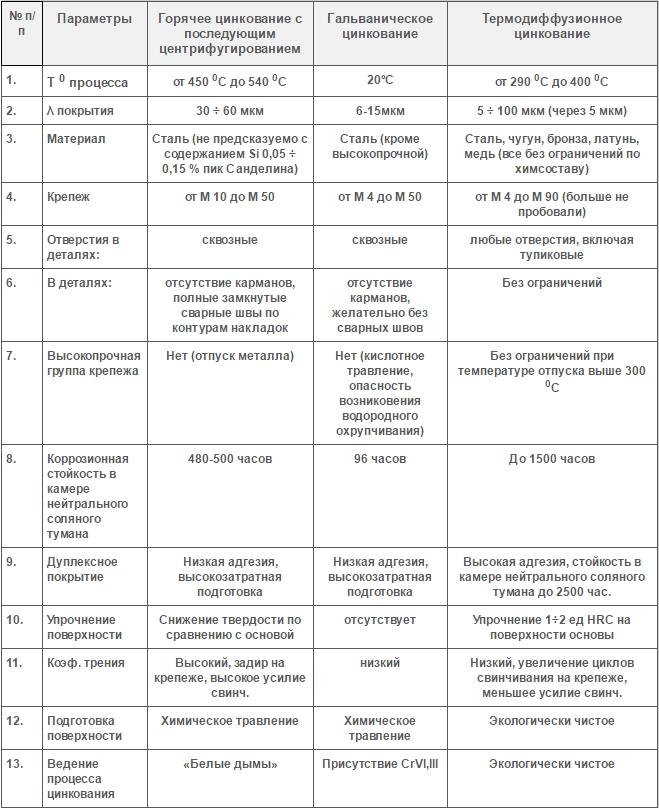
Оцинкование деталей различными методами и проведенный сравнительный анализ показал следующие данные.
| № п.п. | Метод цинкования | |||
| Горячее | Гальваническое | Термодиффузионное | ||
| 1 | Температурный режим протекания процесса, °С | 450–540 | 20 | 280–470 |
| 2 | Толщина нанесенного слоя, мкм | 30–60 | 6–15 | 5–100 |
| 3 | На какой материал наносится | Сталь с незначительным содержанием кремния | Сталь (ограничение для высокопрочных марок) | Черные металлы и сплавы на основе меди |
| 4 | Размер обрабатываемых метизов | М10–50 | М4–50 | М4–90 |
| 5 | Типы обрабатываемых отверстий | Сквозные | Сквозные | Сквозные, глухие |
| 6 | Ограничения по обработке | Карманы, сплошные сварные швы | Карманы, отсутствие сварных швов | Без ограничений |
| 7 | Закаленный крепеж | Не подлежит обработке (температура протекания процесса близка к низкому отпуску) | Не подлежит обработке (кислотная обработка, повышение водородной хрупкости) | Без ограничений |
| 8 | Стойкость к солям (лабораторный тест), час | 500 | 96 | 1500 |
| 9 | Свойства покрытия | Сниженная адгезия, ресурсозатратная подготовка | Сниженная адгезия, ресурсозатратная подготовка | Адгезия высокая |
| 10 | Твердость | Снижается | Отсутствует | Плюс 1…2 HRC |
| 11 | Коэффициент трения | Повышенный | Пониженный | Пониженный при выкручивании |
| 12 | Подготовка к нанесению покрытия | Химическая | Химическая | Нейтральная |
| 13 | Испарения вовремя цинкования | Обильное дымовыделение | Выделение хрома | Отсутствие дымовыделения |
Термодиффузионное цинкование металла: плюсы и минусы
К бесспорным достоинствам технологии относятся:
Вместе с тем у термодиффузионного цинкования металла есть и недостатки. Изделия, оцинкованные этим способом, проигрывают в эстетике: они имеют тусклый сероватый оттенок. Проблему можно решить нанесением поверх оцинковки декоративного покрытия. Хотя для деталей сугубо технического профиля “мышиный” цвет не имеет принципиального значения.
Гораздо больший минус в том, что возможности цинкования деталей напрямую зависят от размеров камеры. А она, как правило, очень компактна. Следовательно, для защиты крупногабаритного проката эта технология не подходит.
Сфера использования
Этот способ обработки создает однородный слой даже в труднодоступных местах. Микронная толщина слоя позволяет обрабатывать мелкие детали. Термодиффузионному цинкованию подвергают:
Оборудование для термодиффузионного цинкования
В промышленных масштабах производимое термодиффузионное цинкование оборудование используется механизированное, а сам процесс максимально автоматизирован. Используемые агрегаты:
Цинковый состав – Термишин
В России в металлургии во время термодиффузионного цинкования используют разработанный в цинковый состав – Термишин©, со специальными присадками, обеспечивающими ровное и устойчивое диффузионное покрытие металла порошковым цинком.
После закрытия в контейнере изделия и порошка с присадками обеспечивают ещё и вращение агрегата, что достигается сложной системой приводов. Во время этого вращения происходит постоянное смешивание деталей и присадок, что и обеспечивает равномерность и однородность цинкового покрытия. После отжига изделия дополнительно обрабатываются в ваннах с пассивазиционным раствором.
Порошковые цинковые смеси Термишин© позволяют:
Требования к защитному слою
К покрытию предъявляются строгие требования. ГОСТ предусматривает отсутствие следующих дефектов на поверхности деталей после термодиффузионного цинкования:
В современных условия этот вид антикоррозионной защиты считается эффективным и экономически целесообразным.
О термодиффузионном покрытии (ТДЦ) метизов.
Крепеж с термодиффузионным цинковым покрытием стал применяться сравнительно недавно как альтернатива нержавеющим метизам, по праву были оценены долговечность и доступность, стоимость главный аргумент и сроки эксплуатации не уступают требуемым. Термодиффузия – адгезионное покрытие металла в среде насыщаемой смеси цинка. На производственных предприятиях учитывается послабление параметров ГОСТа крепежных изделий (болт, шайба и гайка), для компенсации и нанесения ТДЦ покрытия 21-30мкм, с целью реализации основных эксплуатационных принципов, как скручивание и раскручивание болтовых соединений. При неоднократном механическом воздействии на соединение рекомендуем ознакомиться с руководством СП-70.13330.2012.