ООО СК «Пилотехника» производит стеллитирование рамных, дисковых и ленточных пил, а также продажу, сервисное обслуживание, наладку и настройку любого деревообрабатывающего оборудования и станков. Что же такое стеллит? Сплав который по сравнению с пильной сталью обладает в 6-8 раз большей износостойкостью при твердости 60 HRC. Стеллит является износостойким материалом. Это один из стойких к износу и коррозии сплавов из имеющихся на рынке и состоит в основном из кобальта, вольфрама, хрома и углерода. Поэтому сразу подчеркнем то, что в основном не твердость определяет повышенную износостойкость режущих пластин, а состав сплава.
Что характерно для стеллита?
На что же еще влияет стеллитирование?
Исходя из вышесказанного подведем ПРЕИМУЩЕСТВА стеллитирования пил:
1. Более длительная работа без перерыва.
ЭКОНОМИЧЕСКИЕ
2. Плющенный зуб имеет 2-4 заточки, стеллитированный до 20 заточек.
3. Стеллитированные пилы «стоят» в 3-4 раза дольше (до 20 часов), тем самым снижает эксплуатационные затраты и время на наладку.
4. Снижается износ (ширина) пильных полотен на 50%.
5. Снижается расход пил (для работы требуется меньше пил).
8. Экономия заточных работ до 20%.
9. Снижение энергетических затрат на 15%.
10. Все выше пересказанное позволяет применять более высокие подачи, чем при разведенных зубьях.
РАБОТА НА СТЕЛЛИТЕ РЕНТАБЕЛЬНЕЕ.
Теперь, поговорим про оборудовании на котором ведется работа по стеллитированию пил.
Есть несколько способов наплавки стеллита:
Первые два исключаем сразу, т.к. компания ООО СК «Пилотехника» имеет на своей базе полностью автоматический станок по наплавке стеллита «SAA» фирмы «ISELI» (Швейцария).
Основные характеристики станка:
Раз уж мы с Вами коснулись темы профессиональной подготовки режущего инструмента, то давайте коснемся не менее важной темы в подготовке пил. Все Вы знаете, что рамные и ленточные пилы вальцуют на специальном оборудовании (мы имеем это оборудование и квалифицированный персонал, который прошел обучение не только в России, но и за границей), т.е. придают напряжение которое удерживает пилу в равновесном состоянии в процессе резания. Дисковые пилы для придания напряжения проковывают, поэтому хотелось бы подробнее остановиться на этом. Эта операция наиболее сложная и трудоемкая, но в полнее решаемая. Некоторые авторы, используя реальные затруднения деревообработчиков, откровенно запутывают их сверх сложными теоретическими материалами.
Стеллирование зубьев как рамных, так и ленточных пил обеспечивает:
В компании ООО СК «Пилотехника» мы продаем и подготавливаем (проковываем, стеллитируем) российские пилы из высоколегированной стали мapки 9ХФ, 9ХФМ, которые по своим техническим характеристикам и работоспособности нисколько не уступают импортным пилам. Что многократно доказано на практике. Хотя так же в компании ведется продажа пил всех зарубежных производителей.
ООО СК «Пилотехника» приглашает Вас обучиться подготовке круглых пил и стать прекрасными пилоправами, а такде получить любую консультацию по деревообработке. В компании имеются специалисты высокого уровня по наладке и настройке круглопильных станков.
Методы стеллитирования лесопильных дереворежущих инструментов
При производстве пиломатериалов на современном высокоскоростном лесопильном оборудовании предъявляются высокие требования к точности размеров и качеству (шероховатости) обработанных поверхностей. Одним из условий выполнения этих требований является обеспечение производств качественным и износостойким режущим инструментом.
Для повышения износостойкости инструмента в настоящее время для его изготовления широко используются разные металлокерамические твердые сплавы, например, вольфрамокобальтовые (HW). Период стойкости режущего инструмента, усиленного вольфрамокобальтовым сплавом, выше в 20–50 раз, чем инструмента из легированной инструментальной стали. Однако у инструментов, которые изготавливаются с использованием металлокерамических твердых сплавов, есть серьезные недостатки: высокая стоимость, необходимость применения алмазных заточных кругов и прецизионных заточных станков, большой риск поломки, если в древесине встречаются твердые (например, металлические) включения, высокие напряжения в теле пилы и, как следствие, низкая прочность паяного шва из-за разности температурных коэффициентов удлинения стального корпуса и пластинок твердого сплава при их напайке.
Для производства износостойкого дереворежущего инструмента также используются такие литьевые твердые сплавы, как стеллиты. Стеллит отличается от быстрорежущей стали более высокими эксплуатационными характеристиками. Такой сплав не требует закалки и термической обработки. Несмотря на изменения структуры при высокой температуре, возникающей при пилении разных материалов, стеллитированные инструменты сохраняют режущую способность, даже если температура достигает 800°C.
У режущих инструментов, усиленных стеллитовыми сплавами, период стойкости в 6–8 раз дольше, чем у пил с HW. Стеллит менее хрупок и хорошо сопротивляется действию ударных нагрузок, а применение напайных пластинок стеллита позволяет использовать для сервиса пил такое же оборудование, как и при сервисном обслуживании твердосплавного инструмента. Стеллитированные пилы хорошо себя показали при пилении на скорости подачи до 400 м/мин и при раскрое сучковатой, мороженой древесины, особенно лиственничной, спрос на которую в стране и за рубежом растет. Кроме того, подобный инструмент гораздо дешевле, чем пилы с HW.
Стеллиты: достоинства и недостатки
Стеллит (англ. stellite – фирменное название от лат. stella – звезда) – общее название группы литых наплавочных твердых сплавов, не содержащих железо, в его составе 65% кобальта, 25% хрома, 10% вольфрама и других редкоземельных элементов, его твердость около 60 единиц по Роквеллу (HRC), тогда как твердость обычной инструментальной стали – 48–52 HRC. В деревообработке для усиления инструмента в настоящее время в основном используются прутки (стержни) диаметром 2,4–3,2 мм, реже прутки треугольной, ромбической или трапециевидной формы разного размера и с разными характеристиками.
Стеллиты принадлежат к группе цветных литых сплавов, однако какое-то время назад существовал и черный вариант стеллита, с содержанием железа до 20%, но он не получил широкого распространения.
Существуют усовершенствованные варианты сплавов для наплавки на детали и узлы с оптимизированным химическим составом и улучшенными механическими параметрами, это, например, стеллен, горан, акрит, мироманнит, цельзит, смена. Однако эти сплавы по разным причинам (в основном из-за их свойств, отчасти из-за стоимости) не получили широкого применения в деревообработке.
Достоинства стеллитированных режущих инструментов наиболее ярко проявляются при распиловке твердых пород древесины (ясеня, бука, тика, дуба и др.), влажной и мерзлой древесины, древесины мягких пород, сухой или подсушенной древесины. Вследствие уникальной структуры и жесткости стеллита все режущие кромки зуба пилы, образованные пересечением передней, задней и боковыми гранями, долго сохраняют остроту (радиус режущей кромки), не разрушаются при циклических ударных нагрузках, в результате чего повышается производительность оборудования и обеспечивается надлежащее качество поверхности получаемых пиломатериалов.
Методы нанесения стеллита
Усиление зубьев режущего инструмента стеллитом можно выполнять наплавкой, сваркой и пайкой. Выбор технологии зависит от возможностей технологического лесопильного оборудования, наличия на предприятии оборудования для нанесения стеллита на инструмент, предпочтений и экономических соображений руководства предприятия. В настоящей статье не рассматривается технология нанесения стеллита на рамные пилы, так как этот вопрос достаточно полно освещен в специальной литературе.
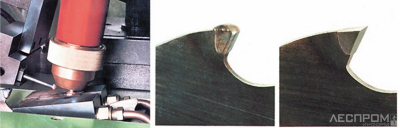 Рис. 2.1. Наплавка стеллита на зуб
Рис. 2.1. Наплавка стеллита на зуб
Рис. 2.2. Зуб пилы после наплавки
Рис. 2.3. Зуб пилы после заточки по всем граням
Наплавка – нанесение с помощью сварки слоя металла на поверхность изделия ручным, полуавтоматическим и автоматическим методами с применением разного оборудования.
Кислородно-ацетиленовая наплавка заключается в нанесении на предварительно подготовленную (без окалины, грязи, жира) поверхность зуба пилы слоя наплавки из прутка, который расплавляется в кислородно-ацетиленовом пламени. Допустимая толщина наплавленного слоя – 3–5 миллиметров. На рис. 2.1–2.3 представлены фазы наплавления и заточки стеллита на зубе пилы.
В процессе электродуговой наплавки с дополнительной обмазкой электродов между наплавляемым зубом и электродом зажигается дуга. Обмазка способствует стабилизации дуги и получению ровного слоя наплавки. Рекомендуемая толщина наплавки для прутков на основе кобальта (ВЗК, ВЗК-Р) – до 10 мм. Увеличение толщины наплавляемого слоя снижает его прочность, повышает хрупкость зуба пилы.
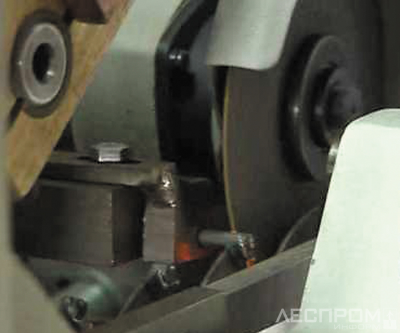 Рис. 3. Вариант сварки стеллитового прутка с зубом пилы
Рис. 3. Вариант сварки стеллитового прутка с зубом пилы
Сварка – процесс получения неразъемного соединения отрезка стеллита с зубом режущего инструмента при их местном нагреве и пластическом деформировании, в результате которого устанавливаются межатомные связи в месте их соединения. Для стеллитирования пил используют прутки стеллита трапецеидальной формы. Пруток прикладывают к предварительно подготовленной поверхности зуба и сильно прижимают к нему, место сварки нагревают. После охлаждения пруток отрезают.
Технологии наварки и сварки широко распространены на лесопильных заводах России (в основном ручная наплавка), а чаще всего используются сплавы от известных европейских, китайских и российских производителей, в числе которых Deloro Stellite, Kennametal Stellite, Металлохимическая компания, Hangzhoi Lian Dayang Welding Material Co. Ltd, Shenyang TopNew Material Co., Ltd и др. Пайка – процесс получения неразъемного соединения стеллитовой пластины с зубом режущего инструмента при их местном нагреве и заполнении зазора между ними расплавленным припоем.
Схема напайки стеллитовой пластины показана на рис. 4.
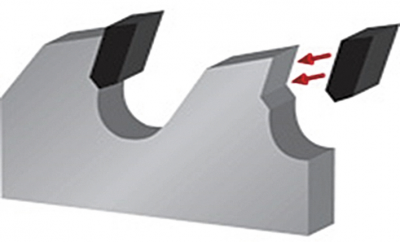 Рис. 4. Схема напайки пластин стеллита на зубья пил
Рис. 4. Схема напайки пластин стеллита на зубья пил
В настоящее время эта технология в России еще не получила должного развития, однако она весьма перспективна, так как позволяет без применения специального оборудования делать напайку стеллита и его профилирование на типовом оборудовании для изготовления инструмента HW. Потребуются небольшие изменения технологии: для заточки стеллита надо использовать эльборовые круги вместо алмазных и внести коррективы в некоторые режимы пайки. Фирма Tigra (Германия) предлагает на рынке два сплава из стеллита марки Tigralloy: TL48 и TL60. Коротко представим их технические характеристики.
Пластины сплава TL48 (твердость 48 HRC) особенно эффективны в качестве зубьев лесопильных пил – круглых, рамных и ленточных, используемых для раскроя твердой, мягкой, мерзлой и сухой древесины. Поставляются в форме треугольников, прямоугольников и типичной геометрии зубьев пил с HW.
Пластины сплава TL60 (твердость 60 HRC) используются для вкладышей и заготовок для профильных и строгальных ножей, ножей и фрез на сращивание и напайки на разные фрезы, что обеспечивает отличное качество получаемой поверхности и длительный срок службы инструмента при обработке древесных материалов вышеописанных типов (кроме клееных конструкций из древесины твердых пород). Термостойкость – до 800°C. Этот сплав очень устойчив к коррозии, отличается высокой прочностью на разрыв.
Несомненные достоинства стеллитов марки Tigralloy:
Ручное нанесение стеллита
В настоящей статье рассматривается только метод ручного нанесения стеллита (стеллитирования), который требует определенных знаний и умений; другие способы описаны в инструкциях по использованию оборудования для полуавтоматического и автоматического стеллитирования, а последовательность операций нанесения стеллита на инструмент в основном совпадает с порядком операций, выполняемых ручным способом.
К оборудованию для ручного стеллитирования относится сварочная горелка (работающая на автогене высокого давления или газе пропан), у сопла которой отверстие диаметром 0,5–1,0 мм, баллон с кислородом и баллон с ацетиленом (газом), которые оснащены редукционными клапанами (вентилями) и манометрами. Рабочее место должно быть оборудовано таким образом, чтобы зона нанесения стеллита была всегда горизонтальной, а операция выполнялась рабочим в сидячем положении.
Последовательность рабочих операций
Зубья пилы следует предварительно проточить по передней грани на заточном оборудовании, чтобы избежать изменения всех параметров и шага зуба. Выполнить плющение зуба ручной плющильной машинкой или на станке так, чтобы у зуба на передней грани имелась впадина (мульда). После бокового обжатия зуба боковую заточку (фуговку) не выполнять.
Нанести стеллит на инструмент, для чего установить пилу в приспособлении таким образом, чтобы зона нанесения стеллита на кончик зуба была сверху, а пила находилась в горизонтальном положении. Вершинки зуба газовой горелкой следует нагреть до вишнево-красного цвета и ввести в зону нагрева пруток стеллита; капельку раскаленного стеллита величиной с горошину ввести в углубление на зубе. Расход стеллита на зуб 0,23–0,27 грамма.
После окончания стеллитирования всех зубьев на пиле выполнить отжиг, если недостаточно одного, провести через три секунды после первого. Цвет стали при отжигах темно-вишневый. Расстояние от горелки до вершины зуба – 20–30 миллиметров. Проточить переднюю и заднюю поверхность зуба шлифкругом, зафуговать места заточки, затем при необходимости проточить зубья по боковым граням.
Чтобы получить минимальный радиус закругления режущей кромки, инструмент следует еще раз прошлифовать (без установки величины съема) на заточном станке сначала по передней, а затем и по задней грани зуба.
Формирование профиля зуба и его заточка
После наплавки, наварки или пайки стеллита необходимо выполнить отпуск. Затем зубья пил затачивают, придавая им форму лопаточки с требуемыми передним и задним углами резания и углами бокового поднутрения. Углы поднутрения по передней грани, как правило, равны 3–4°, а по задней грани (по боковым граням) – 5–6 градусов.
На заточных станках, предназначенных для заточки стеллитированных пил как по передней и задней, так и по боковым граням, применяется в основном торцовое шлифование. Стеллитированные зубья при правильной эксплуатации пил можно перетачивать до 20 раз. Перед очередным стеллитированием необходимо полностью сошлифовывать старое плющение на всех зубьях пил.
Лекция 30. Стеллитирование зубьев дереворежущего инструмента

Лекция 30
Стеллитирование зубьев дереворежущего инструмента
1. Потребность в оснащении зубьев стеллитом
При производстве пиломатериалов на современном оборудовании предъявляются высокие требования к точности размеров и шероховатости обработанных поверхностей. Одним из условий выполнения этих требований является обеспечение производственников износостойким режущим инструментом.
Для повышения износостойкости в настоящее время широко применяются металлокерамические твердые сплавы типа вольфрамокобальтового сплава ВК15. По сравнению с инструментом из легированной инструментальной стали период стойкости режущего инструмента, оснащенного вольфрамокобальтовым сплавом, повышается в 20…50 раз. Однако такие инструменты имеют серьезные недостатки: дороговизна, применение алмазных заточных кругов и прецизионных заточных станков, хрупкость при встрече с металлическими и другими твердыми включениями, высокие напряжения и, как следствие, низкая прочность паяного шва из-за разности температурных коэффициентов удлинения стального корпуса и пластинок твердого сплава [1].
Известны другие, литьевые твердые сплавы – стеллиты. Режущие инструменты, оснащенные стеллитами, повышают период стойкости режущего инструмента только до 7 раз, но они лишены выше указанных недостатков и более дешевы. Прежде всего стеллит менее хрупок и хорошо сопротивляется действию ударных нагрузок.
Преимущество стеллитированных режущих инструментов наиболее ярко проявляется при распиловке твердых пород древесины (красное дерево, тик, дуб и др.), влажной и мерзлой древесины. Преимущества наблюдаются при пилении и мягких пород древесины, сухой древесины: боковые вершинки режущей кромки зуба пилы, образованные пересечением передней, задней и боковыми гранями, длительно сохраняют свою остроту, в результате чего улучшается шероховатость распиленных поверхностей.
Для заточки стеллитированных зубьев можно использовать дешевые шлифовальные круги из электрокорунда белого (25А, 24А, 23А), электрокорунда легированного (38А, 37А, 36А, 35А, 34А, 33А, 32А). Рекомендуются шлифовальные круги зернистостью 16-25, твердостью С1-С2, связкой К и структурой 7-8.
2. Общая характеристика стеллитов
Стеллит – твердый сплав на кобальтовой основе, предназначенный для наплавки деталей машин и режущего инструмента с целью повышения их износостойкости. Был изобретен Элвудом Хейнсом в начале XX века.
Стеллит (англ. Stellite – фирменное название, от лат. stella – звезда) – это общее название группы литых наплавочных твёрдых сплавов на кобальтовой основе, содержащих хром, вольфрам, кремний и другие элементы. Стеллит характеризуется высокой твёрдостью (48 HRC), сохраняющейся при повышенных температурах (свыше 600°C), износостойкостью и коррозионной стойкостью.
На российском рынке предлагается стеллит иностранных компаний в виде прутков (круглых, ромбических, трапецеидальных) марок 1; 6; 12 и других диаметром 2,4; 3,2; 4; 5; 6,4; 8 мм длиной до 4-х метров. Отечественная промышленность выпускает твердые сплавы марок В3К и В3К-Р. Эти сплавы являются аналогами стеллитов марок соответственно 6 и 12 и наиболее близки к ним по химическому составу. Отечественные сплавы ПР – ВЗК и ПР – ВЗК-Р, выпускаются по ГОСТ 21449 – 75 “Прутки для наплавки. Технические условия” в виде прутков диаметром 6 и 8 мм и длиной 350; 400; 450; 500 мм. Химический состав прутков показан в табл. 1.
Твердые сплавы В3К и ВЗК-Р позволяют получить плотные наплавки на лезвиях режущих инструментов без пороков. Твердость наплавленного слоя соответствует для ПР-В3К – HRCэ 41,5; ПР-В3К-Р – HRCэ 47,5. Они имеют почти такой же коэффициент линейного расширения, как и стали 9ХФ и 9ХФМ, и поэтому после наплавки в лезвиях не возникают внутренние напряжения. Кроме того, стеллиты ВЗК-Р и ВЗК хорошо затачиваются, обладают достаточно высокой износостойкостью при воздействии высоких температур, механических нагрузок, при влиянии химической среды. Предельная температура нагрева наплавки из стеллита ВЗК-Р – 800°, а ВЗК –750°.
Стеллитирование зубьев дереворежущего инструмента
Потребность в оснащении зубьев стеллитом
Марки прутков
Основа
Углерод С
Хром Cr
Кремний Si
Марганец Mn
Никель Ni
Марки прутков
Вольфрам W
Сурьма
Сера S
Фосфор P
Железо Fe
Способы стеллитирования зубьев
.jpg)
.jpg)
.jpg)
C Уважением! Коллектив Древ Комплект
Новые цены на все дисковые пилы.
| Рекомендуемые товары | ||||
|




Приспособления для обрезки применяется для высококачественного снятия продольных свесов после облицовки. Снятие свесов происходит одновременно с обеих сторон. Приспособление для обрезания кромки способно обрабатывать кромку изделия из древесины толщиной до 40 мм. Ручное приспособление для двухсторонней подрезки кромки для снятия свесов острыми ножами найдет широкое применение на любом мебельном производстве в дополнении к основному более производительному деревообрабатывающему оборудованию для оперативного исправления дефектов обработки кромочного материала.
Устройство для нанесения клея применяется для качественного и быстрого нанесения клея на плоские поверхности различных материалов. Установка для нанесения клея способна качественно наносить клеевой слой на заготовки различной длины, благодаря 2 клеенаносящим валикам. Приспособление для нанесения клея найдет широкое применение на любом мебельном производстве в дополнении к основному более производительному оборудованию. Машина для нанесения клея – идеальный помощник при обработке кромки и облицовке кромки изделий из древесины.
Ленточные пилы по металлу применяются для раскроя заготовок из металла и нержавейки. Ленточная пила по металлу применяется на вертикальных и других специализированных станках для раскроя металла. Полотно ленточное по металлу изготовлено из инструментальной стали. Пила ленточная по металлу цена зависит от технических параметров ленточной пилы. Ленточные пилы по металлу цена зависит от следующих технических параметров ленточной пилы: длина, ширина и толщина пилы. Ленточная резка металла одна из самых скорых операций по резке заготовок из металла и нержавейки. Но резка металла ленточной пилой также и очень опасная операция. Надо соблдать правила безопасности. Ленточная пила по металлу купить можно уже сейчас оформив заказ на сайте. Купить ленточную пилу по металлу Вы можете по телефону: +7 (495) 646-08-26. Компания Древкомплект предлагает биметаллические ленточные пилы по металлу Pilana. Также мы готовы предложить Вам ленточное полотно по металлу Eberle.
Памятка по эксплуатации рамных пил со стеллитом
Памятка при использовании рамных пил со стеллитом
Транспортировку рамных пил осуществляйте в специальной таре с целью предотвращения сколов, трещин, глубоких рисок на зубьях.
При подготовке пил к работе:
При установке пил в раму:
Подразвод зубьев недопустим, поскольку приводит к их облому. Не эксплуатируйте пилы с более чем одним обломанным зубом. Обеспечьте подачу бревен в лесопильную раму без межторцовых разрывов. Имейте на каждую лесораму двух рабочих и по одному запасному комплекту постава пил.
Преимущества рамных пил со стеллитом
Оснащение зубьев рамных пил стеллитом применяется для повышения стойкости режущей части зубьев, повышения работоспособности и долговечности пил, улучшения качества и производительности распиловки. Высокая стойкость зубьев позволяет ликвидировать внутрисменные замены пил, повысить точность размеров и снизить шероховатость пиломатериалов, а также получить прирост производительности распиловки на 4-10%. За счет увеличения периода стойкости пил трудозатраты на их подготовку уменьшаются на 30-40%, а расход пил на 30-35%.
Условия и регламент применения рамных пил.
Особенности эксплуатации пил со стеллитом
Для нормальной работы необходимо иметь в обороте на каждую лесораму в каждую смену минимум по два рабочих постава и два запасных (при перенаплавке первых двух). Принцип набора поставов, выбор параметров пил, величина вальцовки, натяжения, уклона пил и т.д. принимаются без изменения такими же, как и для стандартных пил с плющенными зубьями. Пилы в поставе должны быть установлены строго параллельно направлению подачи распиливаемого материала и движению пильной рамки. Неточная установка приводит к нагреву и блужданию пил. Способ предотвращения последнего подразводом зубьев категорически запрещается, поскольку приводит к их облому.
Заточка зубьев, оснащенных стеллитом, выполняется шлифовальными кругами только в режиме чистовой заточки.
Наклон шлифовальной головки должен соответствовать переднему углу зуба, а толщина круга равна (0,3-0,4) шага зубьев.
РЕКОМЕНДАЦИИ
по подготовке и эксплуатации рамных пил с зубьями, оснащенными стеллитом
Рекомендуемые значения угловых параметров.