Допуск соосности
Допуск соосности указывается на деталях, где требования к осевым характеристикам объясняются их функциональными свойствами. Допуск соосности указывается на рабочем поле чертежа в виде двух окружностей расположенных концентрично одно большего диаметра другое меньшего диаметра.
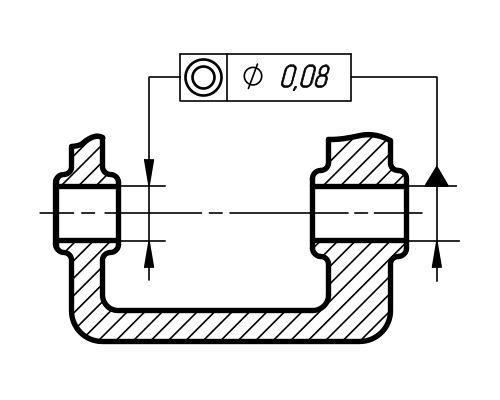
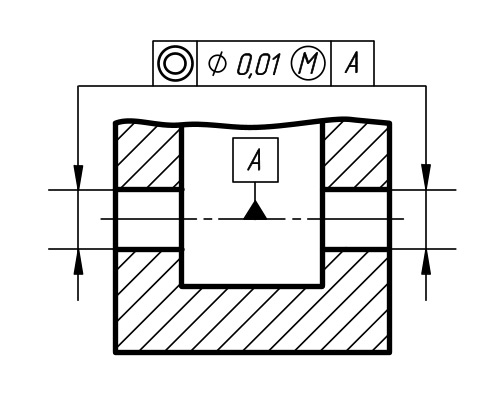
Допуск соосности двух отверстий относительно их общей оси Ø 0.01 мм
(допуск зависимый).
Отклонение от соосности элементов деталей машин, относительно исходных осей, называется допуском соосности. Существует два типа нормирования требований к точности осевых отклонений в зависимости от используемых баз. Первый тип характеризуется отклонением от соосности относительно базовой поверхности, а второй тип отклонением от соосности общей оси.
Иногда вместо слова «соосность» используется термин «отклонение от концентричности», под которым понимается расстояние смещения профилей в форме окружностей лежащих на контрольной плоскости. Таким образом, когда рассматривается соответствие точности совпадения осей элементов изделия, на длине выбранного участка, то более правильно будет называть, максимальное несовпадение осей как отклонение от соосности.
Если рассматривать положение осей в каком-либо перпендикулярном сечении осей, то следует использовать термин отклонение от концентричности. Допуск концентричности нормируется так же, как и отклонение от допуска соосности в диаметральном или радиусном выражении.
Работоспособность любого механизма в значительной степени зависит от соосности деталей задействованных в рабочей конструкции. При смещении осей деталей вращения, которые превышают значения допуска соосности, нагрузка между рабочими элементами и деталями какого либо механизма распределяется неравномерно и появляется дополнительная нагрузка на опорные части конструкции, а так же происходит снижение коэффициента полезного действия в целом. Недопустимые биения деталей машин также снижают срок службы узлов и механизмов. Критерием работоспособности узлов и соединений является качество изготовляемых деталей согласно указанным допускам и техническим требованиям.
Одним из основных характеристик, определяющих работоспособность изделия, является контроль изготовления посадочных отверстий в блоках корпусов механизмов.
Соосность отверстий, растачиваемых цилиндрических поверхностей, расположенных на расстоянии друг от друга в блоках и агрегатах, проверяют при помощи специальных измерительных приборов характерных для данного вида операций. При измерении таких характеристик как межосевые расстояния и не параллельность осей, используют микрометры, индикаторы, а так же штангенциркули. Соосность отверстий изготавливаемых для установки шарикоподшипников и сальников проверяют специальным технологическим валом после проведения сборочных операций. Если отклонение от соосности превышает 0,05 мм, то данное отверстие повторно проверяют, после чего намечают ряд действий по возможному исправлению брака.
Допуск соосности так же контролируют гладкими или ступенчатыми контрольными оправками, которые вставляются в соответствующие отверстия для проверки отклонений.
Допуски формы и расположения
Любая технологическая операция может быть выполнена с определенной точностью, а значит размеры полученной в результате обработки детали не будут идеальными, они могут колебаться в некотором диапазоне. Для того, чтобы выполнить условия собираемости и обеспечить надежную работу детали в заданных условиях необходимо задать допустимый интервал, в который должен попасть итоговый размер. Этот интервал может регламентировать не только линейные или диаметральные размеры, но и форму или взаимное расположение поверхностей.
Допуски формы и расположения назначаются конструктором исходя из условий сборки и особенностей работы детали в механизме.
Виды допусков формы
Отклонения и допуски формы
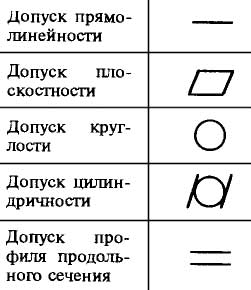
Различают следующие допуски на отклонения формы:
Допустимые отклонения обозначаются специальными символами.
Виды допусков расположения
Различают допуски месторасположения и допуски ориентации.
Отклонения и допуски расположения
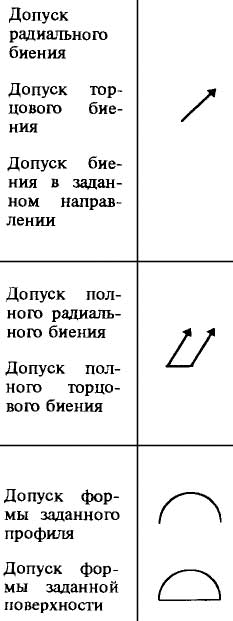
Различают следующие виды допусков расположения:
Эти допуски обозначаются символами.

Суммарные допуски
Существует несколько видов суммарных допусков формы и расположения.
Эти допуски обозначаются символами.
Обозначение допусков формы и расположения на чертежах
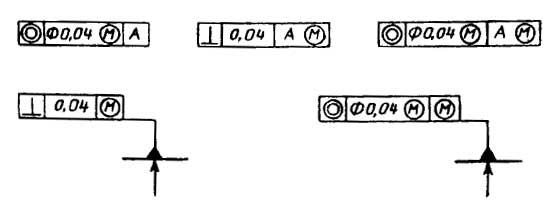
В случае отсутствия базы допуска рамка состоит только из двух частей. Примеры рамок допусков формы и расположения показаны на рисунке.
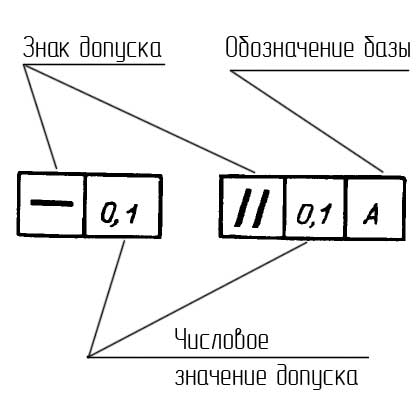
На рисунке слева показана рамка с допуском формы (допустимое отклонение от прямолинейности), справа с допуском расположения (допустимое отклонение от параллельности).
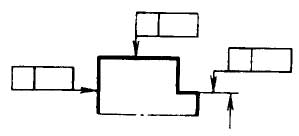
Рамку выполняют тонкими линиями. Высота текста в рамке должна равняться размеру шрифта размерных чисел. От рамки допуска до поверхности или до выноски проводится линия, оканчивающаяся стрелкой.
Перед числовым значение допуска могут указываться знаки:
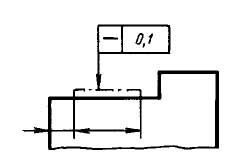
Если допуск должен применяться не ко всей поверхности, а только к некоторому участку, то он обозначается штрих пунктирной линией.
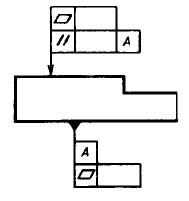
Для одного элемента может быть указано несколько допусков, этом случае рамки изображаются одна над другой.
Дополнительная информация может быть указана над рамкой или под ней.
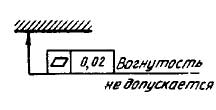
Информация о допусках формы и расположения может быть указана в технических требованиях.
Зависимые допуски
Зависимые допуски расположения обозначают следующим символом  .
.
Этот символ может быть размещен после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента. Также символ может быть размещен после буквенного обозначение (если оно отсутствует то в третьем поле рамки) в том случае, если зависимый допуск связан с действительными размерами базового элемента.
Назначение допусков формы и расположения
Чем точнее изготовлена деталь, тем более точные инструменты потребуются для ее изготовления и контроля размеров. Это автоматически увеличит ее стоимость. Получается, что цена изготовления детали во многом зависит от требуемой точности при ее изготовлении. Это означает, что конструктор должен указать лишь те допуски, которые действительно необходимы для сборки и надежной работы механизма. Допустимые интервалы также должны быть назначены исходя из условий собираемости и работоспособности.
В ГОСТе 24643-81 указаны рекомендации по назначению допусков формы и расположения поверхностей
Числовые значения допусков формы
В зависимости от класса точности устанавливаются стандартные значения допусков формы.
Допуски плоскостности и прямолинейности

Номинальным размеров в данном случае считается номинальная длина нормированного участка.
Допуски круглости, цилиндричности, профиля продольного сечения
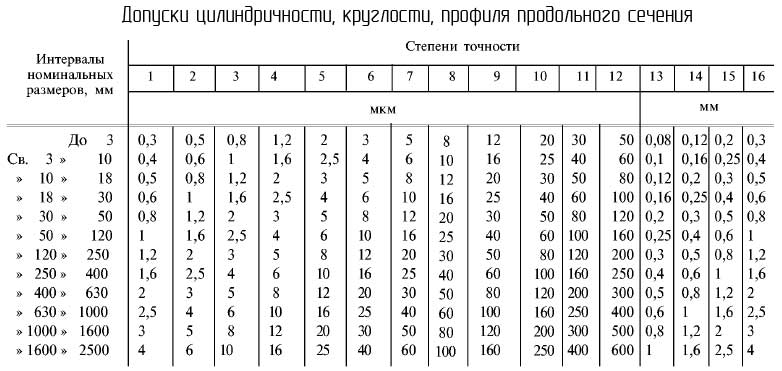
Данные допуски назначаются в тех случаях, когда они должны быть меньше, чем допуск размера.
Номинальным размером считается номинальный диаметр поверхности.
Допуски перпендикулярности, параллельности, наклона, торцевого биения
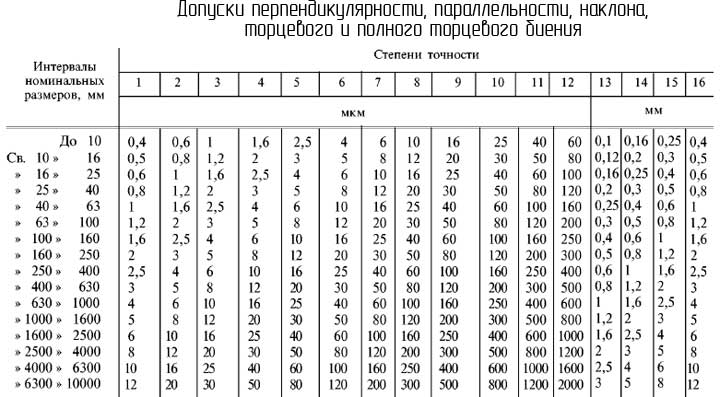
Номинальным размером при назначении допусков на параллельность, перпендикулярность, наклон понимается номинальная длина нормируемого участка или номинальная длина всей контролируемой поверхности.
Допуски радиального биения, симметричности, соосности пересечения осей в диаметральном выражении
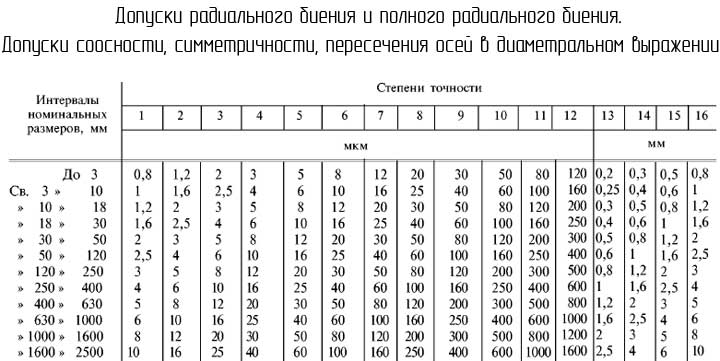
При назначении допусков радиального биения номинальным размером считается номинальный диаметр рассматриваемой поверхности.
В случае назначения допусков симметричности, пересечения осе соосности номинальным размером считается номинальный диаметр поверхности или номинальный размер между поверхностями, которые образуют рассматриваемый элемент.
Соосность
Смотреть что такое «Соосность» в других словарях:
СООСНОСТЬ — совпадение осей деталей или их элементов, расположенных в сборочной единице (изделии) на одной линии … Большая политехническая энциклопедия
Соосность отверстия d1 с поверхностью 5 — 4.2.7 Соосность отверстия d1 с поверхностью 5 Рисунок 44 Допуск, мкм, для станков с шириной стола: до 800 мм 6; св. 800 мм 10. Измерения проводят с использованием прибора для определения круглости, в котором круговое движение совершает… … Словарь-справочник терминов нормативно-технической документации
Соосность втулки люнета с осью вращения шпинделя в горизонтальной плоскости — 3.29 Соосность втулки люнета с осью вращения шпинделя в горизонтальной плоскости Рисунок 52 Таблица 19 Ширина рабочей поверхности стола, мм Длина измерения, мм Допуск, мкм, для станков классов точности Н П До 1250 800 20 12 Св. 1250 « 2000 1000… … Словарь-справочник терминов нормативно-технической документации
Соосность люльки и инструментального шпинделя (для станков, имеющих возможность соосной установки люльки и инструментального шпинделя) — 1.13. Соосность люльки и инструментального шпинделя (для станков, имеющих возможность соосной установки люльки и инструментального шпинделя) Черт. 11 Таблица 11 Наибольшим диаметр обрабатываемых зубчатых колес, мм Допуск мкм, для станков классов… … Словарь-справочник терминов нормативно-технической документации
Соосность люльки и шпинделя бабки изделия (для станков с установкой бабки изделия на угол 90°) — 2.14. Соосность люльки и шпинделя бабки изделия (для станков с установкой бабки изделия на угол 90°): а) в плоскости, проходящей через центр станка; б) на расстоянии L от центра станка Черт. 13 Таблица 13 Наибольший диаметр обрабатываемого колеса … Словарь-справочник терминов нормативно-технической документации
Соосность люльки и шпинделя бабки изделия (для станков, имеющих возможность установки шпинделя бабки изделия соосно с люлькой) — 1.13. Соосность люльки и шпинделя бабки изделия (для станков, имеющих возможность установки шпинделя бабки изделия соосно с люлькой): 1) в плоскости вершин резцов; 2) на расстоянии L от плоскости вершин резцов Черт. 11 Таблица 11 Наибольший… … Словарь-справочник терминов нормативно-технической документации
Соосность оси верхнего центра с осью вращения шпинделя (или стола) изделия — 2.3.9. Соосность оси верхнего центра с осью вращения шпинделя (или стола) изделия: а) в крайнем нижнем положении; б) в крайнем верхнем положении (для станков с вертикальной осью обрабатываемого колеса) Черт. 10 Таблица 5 Источник … Словарь-справочник терминов нормативно-технической документации
Соосность оси отверстия подшипника контрподдержки оправки изделия с осью вращения стола (шпинделя изделия) — 2.2.10. Соосность оси отверстия подшипника контрподдержки оправки изделия с осью вращения стола (шпинделя изделия): а) в крайнем нижнем положении контрподдержки; б) в крайнем верхнем положении контрподдержки Черт. 14 Таблица 11 Наибольший диаметр … Словарь-справочник терминов нормативно-технической документации
Соосность отверстий d и d 1 — 2.14. Соосность отверстий d и d 1 16 Примечания: 1. Допускается проводить измерение по 2.7 на отдельном образце изделии, и вместо проверки круглости проводить проверку постоянства диаметра по ГОСТ 25889.4, с увеличением допускаемых отклонений в… … Словарь-справочник терминов нормативно-технической документации
Соосность отверстий d, расточенных с поворотом стола — 4.13 Соосность отверстий d, расточенных с поворотом стола Таблица 31 Ширина рабочей поверхности стола, мм Допуск, мкм, для станков классов точности Н П До 1250 50 40 Св. 1250 « 2000 60 50 В образце изделии проводят чистовое растачивание двух… … Словарь-справочник терминов нормативно-технической документации
Метрология
Точность формы и расположения поверхностей
Общие сведения
Любую деталь механизма или машины можно представить как совокупность геометрических тел – цилиндрических, конических, плоских, тороидальных и т. п., имеющих идеально точные формы.
Так, например, ступенчатый вал может быть образован сочетанием последовательно расположенных цилиндров разного диаметра и высоты, которые на чертеже будут представлены размещенными на одной оси, и имеющими идеально ровные поверхности и профили.
Однако, при изготовлении детали по чертежу возникают погрешности не только размеров, но также формы и расположения номинальных поверхностей, что связано и с несовершенством технологии изготовления, и с несовершенством средств измерения, предела совершенствования которых не существует.
Например, при обработке детали резцом токарного станка на ее поверхности остаются следы в виде чередующихся впадин и выступов, которые создают шероховатость и волнистость, т. е. неровности.
Таким образом, в чертежах форму деталей задают идеально точными номинальными поверхностями и профилями, а в реальности изготовленная деталь отличается от изображенной на чертеже отклонениями формы и взаимного расположения поверхностей, а также их шероховатостью и волнистостью.
Отклонения формы и расположения поверхностей
Отклонением формы поверхности или профиля называют отклонение формы реальной поверхности (реального профиля) от формы номинальной поверхности (номинального профиля). В общем случае в отклонение формы входит волнистость поверхности (профиля) и не входит шероховатость.
Отклонения формы поверхностей (профилей) отсчитывают от точек реальной поверхности (профиля) до прилегающих поверхности, профиля, прямой по нормали (перпендикуляру) к ним.

Прилегающая плоскость (рис. 1, а) – плоскость, соприкасающаяся с реальной поверхностью и расположенная так, чтобы отклонение Δ от нее до наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Прилегающая прямая (рис. 1, б) – прямая, соприкасающаяся с реальным профилем и расположенная так, чтобы отклонение от нее до наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение. При этом нормируемым участком называют часть поверхности или профиля, на которых определяют отклонения формы или расположения поверхностей, например, часть профиля длиной L (рис. 1, б).
Прилегающая окружность – окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанная в профиль внутренней поверхности вращения (рис. 2, а, б)
Прилегающий цилиндр – цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности (рис. 2, в), или максимального диаметра, вписанный в реальную внутреннюю поверхность.

Отклонение формы плоских поверхностей (рис. 1, а), или отклонение от плоскостности равно наибольшему отклонению Δ. Частными видами отклонений от плоскостности являются выпуклость (рис. 1, в) и вогнутость (рис. 1, г).
Отклонения формы цилиндрических поверхностей характеризуется нецилиндричностью (см. рис. 2, в), которая включает отклонения от круглости поперечных сечений (см. рис. 2, а, б) и профиля продольного сечения (рис. 2, е).
К частным видам отклонения от округлости относят овальность (рис. 2, г) и огранка (рис. 2, д).
При огранке реальный профиль представляет собой многогранную фигуру.
Отклонения профиля в продольном сечении цилиндрических поверхностей характеризуется непрямолинейностью образующих (рис. 2, е) и делится на конусообразность (рис. 2, ж), бочкообразность (рис. 2, з) и седлообразность (рис. 2, и).
Основные причины появления отклонений формы цилиндрических поверхностей:
Отклонения расположения поверхностей (осей, профилей)

Отклонением расположения (рис. 3) называют отклонение реального расположения поверхности, оси или профиля от номинального расположения без учета отклонения формы рассматриваемых и базовых поверхностей, прямых, профилей. При этом реальные поверхности, прямые, профили заменяют прилегающими, а в качестве осей, плоскостей симметрии и центров реальных поверхностей и профилей принимают оси, плоскости симметрии и центры прилегающих поверхностей и профилей.
Отклонения от параллельности и перпендикулярности плоскостей показаны на рис. 3, а и б.
Допуски в диаметральном и радиусном выражении применяют также:
Позиционное отклонение и позиционный допуск – условные названия отклонения и допуска на смещение оси или плоскости относительно номинального расположения. Следовательно, отклонения (допуски) от параллельности (рис. 3, в), поверхностей от базовой оси (см. рис. 3, д) или от плоскости симметрии (см. рис. 3, ж) и прямых от пересечения (см. рис. 3, з) относятся к позиционным отклонениям (позиционным допускам).
Суммарное отклонение (допуск) формы и расположения – отклонение (допуск), которое одновременно учитывает (ограничивает) отклонение формы и расположения рассматриваемой реальной поверхности (профиля) относительно заданных баз. Суммарные отклонения и допуски применяют, в частности, для оценки радиального и торцевого биения.

Радиальное биение поверхности вращения (рис. 4, а) относительно базовой оси 00 возникает в результате отклонений от круглости и соосности с указанной осью профиля проверяемого сечения. Оно равно разности Δ наибольшего и наименьшего радиусов проверяемого профиля в сечении, перпендикулярном базовой оси. Полное радиальное биение цилиндрической поверхности появляется в результате отклонений проверяемой поверхности от цилиндричности или соосности с базовой осью.
Различают, также, зависимый и независимый допуски расположения (формы). Зависимым допуском расположения называют переменный допуск расположения, который указывается на чертежах своим минимальным значением и может быть превышен на величину предельных отклонений вала или отверстия. Эти допуски назначают, если зазоры или натяги между деталями, сопрягаемыми по нескольким поверхностям, должны находиться в заданных пределах.
Независимым называют допуск расположения (формы), постоянный для всех одноименных деталей и не зависящий от действительных размеров рассматриваемых поверхностей. Например, допуск на межосевое расстояние аw коробки передач не зависит от точности отверстий в корпусе КПП для подшипников качения.
Обозначения допусков формы и расположения на чертежах
Для каждого вида допуска формы и расположения поверхностей установлен определенный знак (табл. 1).
Таблица 1. Указание на чертежах предельных отклонений формы и расположения поверхностей ГОСТ 2.308-79












формы и расположения




Допуски могут быть заданы на ограниченной длине или одновременно на всей длине и на ограниченном участке. В необходимых случаях у рамок помещают надписи с дополнительными данными (рис. 5, г).
Базы обычно обозначают зачерненным треугольником и соединяют с рамкой, в которой дано буквенное обозначение базы (см. рис. 5, б) или условное обозначение допуска (рис. 5, е). Зависимые допуски расположения и формы обозначают условным знаком М (в круге), который помещают в рамке.
СООСНОСТЬ
СООСНОСТЬ — совпадение осей деталей или их элементов, расположенных в сборочной единице (изделии) на одной линии.
Смотреть что такое «СООСНОСТЬ» в других словарях:
Соосность — ж. Расположение осей деталей машины (узлов, агрегатов и т.п.) на одной линии. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
Соосность отверстия d1 с поверхностью 5 — 4.2.7 Соосность отверстия d1 с поверхностью 5 Рисунок 44 Допуск, мкм, для станков с шириной стола: до 800 мм 6; св. 800 мм 10. Измерения проводят с использованием прибора для определения круглости, в котором круговое движение совершает… … Словарь-справочник терминов нормативно-технической документации
Соосность втулки люнета с осью вращения шпинделя в горизонтальной плоскости — 3.29 Соосность втулки люнета с осью вращения шпинделя в горизонтальной плоскости Рисунок 52 Таблица 19 Ширина рабочей поверхности стола, мм Длина измерения, мм Допуск, мкм, для станков классов точности Н П До 1250 800 20 12 Св. 1250 « 2000 1000… … Словарь-справочник терминов нормативно-технической документации
Соосность люльки и инструментального шпинделя (для станков, имеющих возможность соосной установки люльки и инструментального шпинделя) — 1.13. Соосность люльки и инструментального шпинделя (для станков, имеющих возможность соосной установки люльки и инструментального шпинделя) Черт. 11 Таблица 11 Наибольшим диаметр обрабатываемых зубчатых колес, мм Допуск мкм, для станков классов… … Словарь-справочник терминов нормативно-технической документации
Соосность люльки и шпинделя бабки изделия (для станков с установкой бабки изделия на угол 90°) — 2.14. Соосность люльки и шпинделя бабки изделия (для станков с установкой бабки изделия на угол 90°): а) в плоскости, проходящей через центр станка; б) на расстоянии L от центра станка Черт. 13 Таблица 13 Наибольший диаметр обрабатываемого колеса … Словарь-справочник терминов нормативно-технической документации
Соосность люльки и шпинделя бабки изделия (для станков, имеющих возможность установки шпинделя бабки изделия соосно с люлькой) — 1.13. Соосность люльки и шпинделя бабки изделия (для станков, имеющих возможность установки шпинделя бабки изделия соосно с люлькой): 1) в плоскости вершин резцов; 2) на расстоянии L от плоскости вершин резцов Черт. 11 Таблица 11 Наибольший… … Словарь-справочник терминов нормативно-технической документации
Соосность оси верхнего центра с осью вращения шпинделя (или стола) изделия — 2.3.9. Соосность оси верхнего центра с осью вращения шпинделя (или стола) изделия: а) в крайнем нижнем положении; б) в крайнем верхнем положении (для станков с вертикальной осью обрабатываемого колеса) Черт. 10 Таблица 5 Источник … Словарь-справочник терминов нормативно-технической документации
Соосность оси отверстия подшипника контрподдержки оправки изделия с осью вращения стола (шпинделя изделия) — 2.2.10. Соосность оси отверстия подшипника контрподдержки оправки изделия с осью вращения стола (шпинделя изделия): а) в крайнем нижнем положении контрподдержки; б) в крайнем верхнем положении контрподдержки Черт. 14 Таблица 11 Наибольший диаметр … Словарь-справочник терминов нормативно-технической документации
Соосность отверстий d и d 1 — 2.14. Соосность отверстий d и d 1 16 Примечания: 1. Допускается проводить измерение по 2.7 на отдельном образце изделии, и вместо проверки круглости проводить проверку постоянства диаметра по ГОСТ 25889.4, с увеличением допускаемых отклонений в… … Словарь-справочник терминов нормативно-технической документации
Соосность отверстий d, расточенных с поворотом стола — 4.13 Соосность отверстий d, расточенных с поворотом стола Таблица 31 Ширина рабочей поверхности стола, мм Допуск, мкм, для станков классов точности Н П До 1250 50 40 Св. 1250 « 2000 60 50 В образце изделии проводят чистовое растачивание двух… … Словарь-справочник терминов нормативно-технической документации