Система 5S на производстве: секреты успешного внедрения
Система 5S на производстве: секреты успешного внедрения

Финансовый директор группы компаний «Радиус». Имеет большой опыт работы в финансовом консалтинге, а также в управлении финансовой службой инвестиционной компании, специализирующейся на вложениях в высокотехнологичные проекты.
Определение и принципы системы 5S
Система 5S – это способ организации рабочего пространства, основанный на следующих принципах (см. таблицу 1 и рисунок 1).
| № | Японский | Английский | Русский |
|---|---|---|---|
| 1 | Seiri | Sort | Сортировка |
| 2 | Seiton | Set in Order | Соблюдение порядка |
| 3 | Seiso | Shine | Содержание в чистоте |
| 4 | Seiketsu | Standartise | Стандартизация |
| 5 | Shitsuke | Sustain | Совершенствование |
Являясь, на первый взгляд, набором простых и очевидных правил, 5S призван сформировать определенную культуру. Это больше чем инструкции, это часть идеологии бережливого отношения к самому себе и своему рабочему окружению.
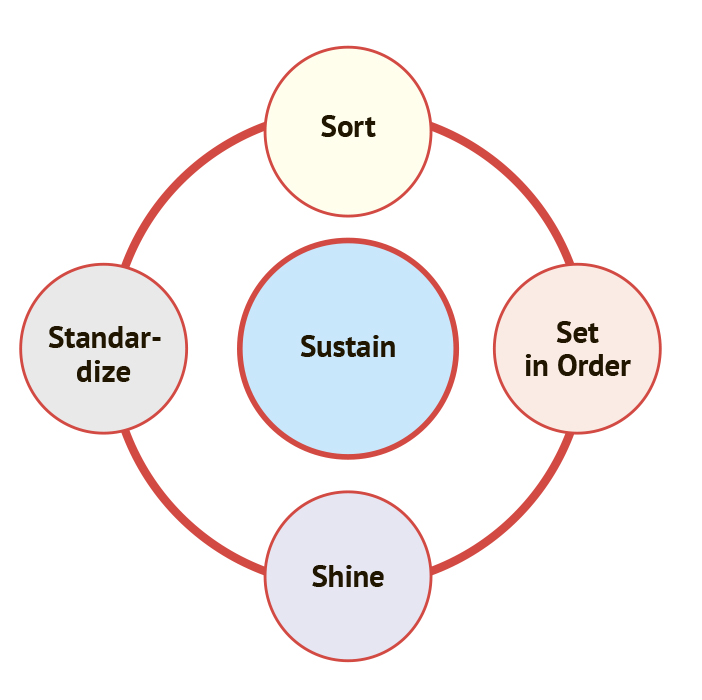
Рисунок 1. Что такое система 5S
Этапы перехода на систему 5S
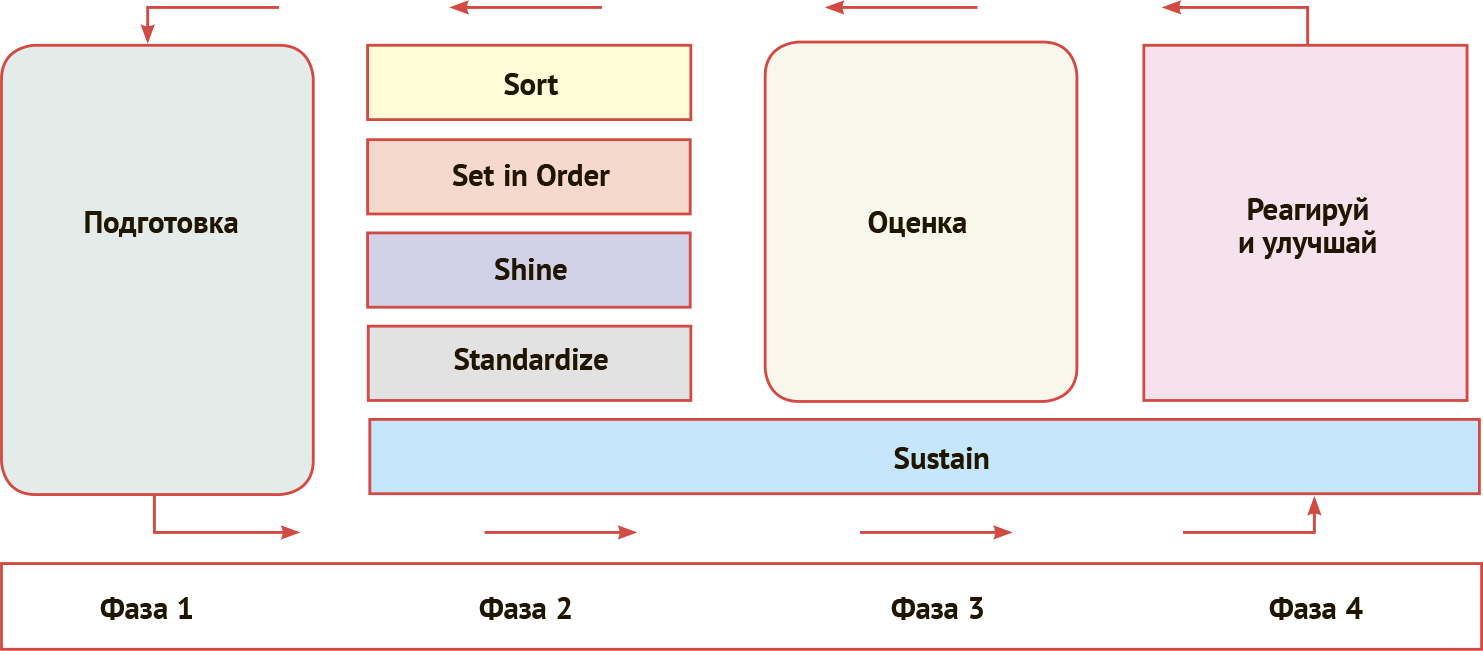
Реализация принципов 5S в компании происходит в несколько этапов, структура и названия которых остаются на усмотрение компании. Хорошим обобщением возможных вариантов будет представление в виде стандартного цикла P-D-C-A (Plan/Prepare – Do – Check – Act, см. рисунок 6).
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников
Фаза 1. Подготовка. Выполняет следующие задачи:
Каждый из шагов важен. Акцент следует сделать на объяснении того, как 5S может способствовать повышению безопасности, предотвращению несчастных случаев на рабочем месте, снижению затрат, облегчению работы и т.д. Двигателем изменений станет топ-менеджмент компании, поэтому лидеру проекта необходимо выстроить эффективные коммуникации прежде всего с ними.
Фаза 2. Исполнение. Детальное планирование и исполнение принципов 5S.
2.1. Сортировка: определяются критерии сортировки, организовываются временные склады для условно лишних предметов, выполняется сортировка, организовывается утилизация ненужных предметов (см. таблицу 2).
Таблица 2. Пример критериев сортировки
| Решения | Частота использования предмета | Критерий |
| Ненужные | ||
| Не использовался в течение последнего года | Временный склад для принятия дальнейших решений | |
| Не используется в рабочем процессе | Временный склад для принятия дальнейших решений | |
| Не подлежит ремонту | Удалить | |
| Необходимые редко | Использовался не больше 3 раз за последние полгода | Хранить в пределах рабочей зоны на среднем расстоянии |
| Используется не чаще 2 раз в год | Хранить в пределах рабочей зоны на удаленном расстоянии | |
| Необходимые часто | Используется еженедельно | Хранить в пределах рабочей зоны на близком или среднем расстоянии |
| Используется ежедневно | Хранить в пределах рабочей зоны на близком расстоянии | |
| Используется ежечасно | Хранить в непосредственной близости либо носить с собой |
2.2. Соблюдение порядка. Продолжается тотальная инвентаризация с сопутствующей расстановкой вещей на определенные позиции. Примерами новых правил могут являться следующие:
Предметы и их маркировку следует подготовить не только для сотрудников, использующих их постоянно. Удобный доступ к предмету и обозначениям следует организовать для любого сотрудника, имеющего соответствующее право на использование предмета.
2.3. Содержание в чистоте. Этот пункт может играть ключевую роль на производственных площадках с высокими требованиями к чистоте. Например, микробиологическое производство особенно чувствительно к заражениям сторонними микроорганизмами. Спецификой технологического процесса определяется степень регламентации и контроля. Можно выделить несколько общих шагов:
Сочетание функций очистки и диагностики дефектов и поломок приводит к более комфортной и безопасной среде, создает лучшие условия для посещений сторонними людьми (например, кредиторами).
2.4. Стандартизация. Не представляет большой сложности для компаний в России. Десятилетия бюрократизации процессов сформировали высокий уровень компетенции в регламентации действий сотрудников. Но нередко за толстыми томами положений и регламентов теряется смысл этапа стандартизации, который заключается в постоянном улучшении процесса. На этом этапе документируются или улучшаются:
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников.
Фаза 3 и 4. Оценка и совершенствование. Цель этих фаз в преобразовании принятых решений в образ мышления, в культуру бережливого отношения к производственному процессу, сотрудникам, материалам и оборудованию. Необходимо найти баланс между дисциплиной и собственным участием сотрудников в восприятии новых ценностей.
3.1. Оценка. Аудит исполнения принятых решений является обязательной частью проекта внедрения 5S. Примером чек листа, который можно использовать на этом этапе, является приложенный файл.
3.2. Реагируй и улучшай. Если процесс не работает, то не стоит спешить с поиском причин в сотрудниках. Нередко существуют объективные причины, о которых сотрудники по разным причинам не могут сообщить руководству. Важно стимулировать сотрудников на генерацию новых идей, но не в ущерб основным обязанностям. В этом случае важно не оставлять инициативы без ответа.
Использование системы организации и рационализации рабочего места 5S на практике
5S — это мягкий переход в бережливое производство. В идеале цели бережливого производства достигаются за счет коучинга и участия команды, но на практике свою эффективность чаще доказывают контроль, приказы и наложение незначительных штрафов. Почему так происходит?
Дело в том, что, говоря о 5S, мы говорим об изменении мышления. Как следствие, причины неудачного внедрения новой парадигмы — это чаще всего субъективные причины. И речь прежде всего о руководстве компании. Внедрение 5S с последующим переходом к этапам внедрения бережливого производства вскрывает большинство болезней, распространенных в той или иной мере, но на всех предприятиях. Сформулируем наиболее частые ограничения, с которыми приходится сталкиваться на практике:
Выводы
5S — это способ организации рабочего пространства, основанный на принципах бережливого отношения к сотрудникам, коммуникациям, оборудованию и материалам. Внедрение 5S — это процесс изменения мышления всех сотрудников компании. Чаще всего успех проекта зависит от наличия ресурсов и руководства компании к изменениям. Большое внимание стоит уделить общению с сотрудниками и контролю за исполнением принятых решений.
Что такое система 5С на производстве
5S – это разработанная в Японии система организации и рационализации рабочих мест, направленная на повышение эффективности и управляемости операционной зоны, увеличение производительности труда, экономию времени и совершенствование корпоративной культуры. Концепция бережливого производства 5S подразумевает, что все сотрудники предприятия – от уборщицы до топ-менеджеров – соблюдают несколько простых правил. При этом не требуется применения новых управленческих программ и технологий.
История и принципы системы 5S
Бережливое производство 5С в качестве философии в первые было внедрено на японских предприятиях после Второй мировой войны. Изначально система предусматривала всего 4 действия, позднее добавилось 5-е. Слова, обозначающие их, в японском языке начинаются на «С», что и легло в основу названия концепции. В современной интерпретации 5С – это:
1. Сортировка. Четкое деление всех вещей на нужные и ненужные, причем от последних необходимо избавиться.
2. Соблюдение порядка. Каждый предмет находится на своем месте. Такая организация хранения вещей позволяет не тратить время на их поиски.
3. Содержание в чистоте. Рабочее место всегда должно быть чистым и аккуратным. За поддержанием порядка должны следить все сотрудники.
4. Стандартизация. Важное условие для соблюдения названных выше правил. Предполагает создание необходимых инструкций и других регламентов.
5. Совершенствование. В буквальном переводе с японского – «воспитание». У сотрудников должна сформироваться привычка точного соблюдения установленных процедур, стандартов и правил.
Результаты внедрения системы 5S
В повседневной деятельности компании система 5S помогает поддерживать организованность и прозрачность производственных процессов. Это позволяет повысить эффективность работы предприятия в целом. В результате успешного внедрения системы 5S также улучшаются условия труда, поэтому повышается его производительность, уменьшается риск простоев, снижается количество финансовых потерь. Вот одни из возможных плюсов применения концепции 5С:
Компоненты системы 5S
Мероприятия, положенные в основу системы бережливого производства 5С, – это логичные базовые правила управления, которые подходят для любого отдела и технологического направления. Отличительной особенностью концепции 5С является системный подход. Рассмотрим подробнее ее компоненты или основополагающие принципы.
Сортировка в разрезе концепции 5С означает освобождение пространства на рабочем месте и удаление всего, что не потребуется при выполнении необходимых технологических операций.
У многих сотрудников и руководителей не сформирована привычка вовремя избавляться от вещей, которые уже не нужны для выполнения профессиональных обязанностей. Хранение таких предметов «на всякий случай» обычно приводит к созданию беспорядка и даже появлению препятствий в производственной зоне. Удаление ненужных вещей помогает поддерживать порядок на рабочем месте, повышает безопасность труда, снижая производственные риски.
В целях бережливого производства все сотрудники должны быть вовлечены в процесс сортировки. Их задача – выявить предметы, которые:
Для наглядной демонстрации того, сколько лишнего накопилось в производственной зоне, можно использовать метод ярлыков. В данном случае каждый предмет – кандидат на удаление маркируется специальной картинкой – красным флажком. Если помеченные таким образом вещи не используются дольше 30 дней, от них избавляются.
Система 5С предписывает определить и обозначить место для каждого необходимого в операционной зоне предмета. Это особенно важно, когда работа в компании организована по сменам. Если сотрудники кладут инструменты, комплектующие и документы каждый раз в разные места, их коллегам приходится тратить много времени на непродуктивные поиски. В целях бережливого производства и повышения производительности труда нужно четко определить зоны для хранения всего необходимого в работе. При этом расположение вещей должно отвечать требованиям безопасности, качества и эффективности выполнения технологических операций. При реализации концепции предметы 5С размещаются в соответствии со следующими принципами:
Содержание в чистоте
В рамках системы 5С необходимо обеспечить опрятность рабочих зон и постоянно поддерживать в них порядок. В целях бережливого производства рекомендуется проводить уборку в начале или в конце дня/смены. Это позволяет немедленно устранить потенциальные проблемы, которые могут привести к остановке технологического процесса на конкретном участке или даже во всей компании.
Порядок действий при реализации программы 5С следующий:
Этот принцип концепции 5С на производстве требует письменного закрепления правил содержания рабочего места и инструкции с пошаговым описанием мероприятий по поддержанию порядка. В целях бережливого производства необходимо также разработать методы контроля за исполнением регламентов, меры по поощрению сотрудников. При этом все в компании должны понимать, почему важно соблюдать установленные стандарты чистоты.
Концепция 5С предполагает как выработку привычки по поддержанию порядка, так и постоянное совершенствование сложившейся системы. Для достижения этих целей необходимо:
Как внедрить систему 5S
Внедрение системы 5S необходимо производить поэтапно. Это позволит добиться оптимального результата, придать изменениям планомерную форму, успешно преодолеть возможное сопротивление персонала. Процесс можно разбить на следующие этапы или задачи.
На каждом этапе программы необходимо фиксировать достижение показателей по каждому из принципов концепции 5С. В процесс необходимо вовлекать всех без исключения сотрудников. Важно понимать, что такое система 5С на производстве, – это не перечень мероприятий, которые проводятся время от времени: они должны практиковаться постоянно.
Типичные ошибки при внедрении системы 5S
Негативный пример руководителя. Внедрение программы 5С на производстве может осложниться из-за того, что задачи по поддержанию порядка ложатся только на плечи рядовых сотрудников. При этом руководители могут не участвовать в общем деле и позволяют себе беспорядок на рабочем месте. В идеале в кабинете первых лиц компании все должно быть так же чисто и аккуратно, как и у обычных сотрудников.
Штрафные санкции. Для успешного применения концепции 5С необходимо положительное подкрепление рабочих. Штрафы, наоборот, убивают инициативу и мотивацию. В целях бережливого производства рекомендуется премировать сотрудников за чистоту. Подойдет и нематериальное поощрение (награждение лучшего рабочего месяца, доска почета и т. д.).
Неправильная работа с возражениями. При внедрении концепции 5S у персонала часто возникают возражения: «Я и так знаю, где лежат нужные вещи», «Мне так удобно», «У меня творческий беспорядок». Необходимо грамотно донести до сотрудников преимущества бережливого производства. Основная трудность – изменить сложившиеся привычки.
5S — система бережливого производства
5S — один из первых инструментов для компании, постигающей культуру бережливого производства (lean production) и совершенствования бизнес-процессов. Внедрение 5S помогает определить правила по сокращению отходов и поддержанию эргономичной, безопасной и чистой рабочей среды.
Впервые принципы бережливого производства 5S были разработаны Тайити Оно, инженером и председателем совета директоров компании Toyota, и Шигео Синго, который также сформулировал концепцию Poka-Yoke.
Концепция бережливого производства по методологии 5S сегодня нашла отражение в ГОСТ Р 56906-2016 «Бережливое производство. Организация рабочего пространства (5S)».
Содержание:
Шаг 2. Элементы бережливого производства 5S
Название 5S включает в себя пять принципов бережливого производства. Термины заимствованы из японского языка: все они начинаются с буквы S. По сути, эти пять терминов представляют пять шагов к совершенству в работе и процессах:
SEIRI (整理) «сортировка»: отделите необходимые инструменты, материалы и инструкции от ненужных. Уберите из рабочей зоны все лишнее.
SEITON (整頓) «соблюдение порядка»: отсортируйте и систематизируйте все инструменты, оборудование, файлы, данные, материалы и ресурсы для быстрого и удобного поиска и использования. Пометьте все места хранения, инструменты и оборудование.
SEISO (清掃) «содержание в чистоте»: установите новые стандарты чистоты. Очистите и удалите весь мусор. Чистота обеспечивает безопасное рабочее место и делает потенциальные проблемы заметными.
SHISUSKE (清潔) «стандартизация»: привлекайте сотрудников к систематическому выполнению шагов 1, 2 и 3, указанных выше, ежедневно, чтобы поддерживать рабочее место в идеальном состоянии в качестве стандартного процесса. Внедрите принципы 5S на уровне предписаний и правил. Включайте в рабочее время необходимость ухода за рабочим местом.
SEIKETSU (躾) «совершенствование»: сделайте 5S частью своей культуры и включите ее в корпоративную философию. Принципы бережливого производства должны стать вашими организационными ценностями, повседневными привычками каждого сотрудника компании.
Шаг 3: План действий
Начните внедрение 5S с обучения своих сотрудников пониманию системы. За этим могут последовать однодневные встречи с каждым сотрудником отдельно или командой. Убедитесь, что сотрудники «на одной волне» в том, что касается реализации принципов бережливого производства.
Во время первого однодневного занятия необходимо выполнить следующее:
Рекомендации эксперта
Для стандартизации рабочего места сотрудника вполне подойдет «рабочая ячейка», которая будет состоять из стеллажа и рабочего стола со встроенными розетками.
Стеллаж располагается за спиной сотрудника и служит как психологической опорой, элементом зонирования, а также подойдет для хранения документации, различных каталогов, экземпляров продукции и пр.
Стол дополняем перфорированной панелью и располагаем все необходимые канцтовары, мелочи, семейные фото, напоминалки и прочие мелочи в органайзерах на ней. Так они всегда остаются под рукой и не занимают рабочую поверхность стола.
Подобные панели можно разместить с 1, 2 или со всех трёх сторон стола. Они также будут служить элементом зонирования, что актуально в офисах, где трудятся сразу несколько человек.
Такая система подойдет и для ангарных помещений, где рабочие места располагаются просто рядами.
«Рабочие ячейки» можно располагать рядами и размещать сотрудников как лицом, так и спиной друг к другу. В первом случае они смогут, если необходимо, общаться через зонирующую перфорированную панель и погружаться в дела, не отвлекаясь на то, что происходит вокруг. Во втором случае ряды рабочих мест разделяются стеллажами, которые находятся за спиной каждого сотрудника. Тогда никто не сможет подглядеть в чужой монитор, и каждая «ячейка» будет оснащена местом для хранения и полноценным рабочим пространством.
Шаг 4. Стандартизация
Во время второго однодневного сеанса (через две недели после первого) необходимо сделать третий снимок и сравнить его с первыми двумя. Многие организации проводят коллегиальные аудиты, чтобы проверить, как соблюдаются принципы 5S, а также убедиться, что план выполняется. Работайте вместе, чтобы определить способы стандартизации с течением времени: составьте графики уборки, определите роли и обязанности и подготовьте письменные процедуры или диаграммы.
Шаг 5: Завершение
Во время третьего однодневного сеанса (через два месяца после второго) проверьте, как выглядят рабочие места сотрудников, и запланируйте еще одну экспертную оценку. Так вы сможете убедиться, что 5S поддерживается, графики и процедуры соблюдаются.

Опыт использования инструмента бережливого производства 5S в международной сети автосервисов FIT Service

Светлана Соловьева, HR-директор, международной сети автосервисов FIT Service:
Внедрять методику 5S мы начали в 2012 году. На тот момент в сети было 8 автосервисов, а сейчас 248 станций в 127 городах России и Казахстана.
На первом этапе мы сконцентрировались на оптимизации физического пространства станций. Для этого определили стандарт размещения постов, расстояния между подъёмниками, расстояния до стен и так далее. Это нужно как для экономии площади, а значит и сокращения арендной ставки, так и для сокращения пути до инструмента.
Инструменты и оборудование расположили в цехе, в зависимости от их категории. Индивидуальные, например, отвёртки и гаечные ключи, разместили на посту каждого механика. Специальные — на полках в закрытых шкафах. Инструменты общего пользования закрепили на контурных стендах или боксах, где по контурам видно, какого инструмента не хватает.
Оптимизировали расположение товаров на складе: на уровне глаз и рук — наиболее востребованные запчасти, на верхних и нижних полках — используемые редко. Это нужно для того, чтобы сократить время на выдачу товара. При пиковых нагрузках каждая минута на счету.
Отдельный стеллаж — для товаров под заказ и на возврат. Это нужно для контроля возвратов. Помимо отдельных полок мы так же сделали специальные условия возврата — можно вернуть со следующим курьером, без проволочек.
Конечно, персонал не был готов к столь масштабным изменениям. Люди сопротивлялись новым требованиям, не хотели соблюдать правила расположения инструментов и оборудования. Часть сотрудников ушла.
С внедрением бережливого производства дополнительная нагрузка легла на руководителей станций. Если раньше необходимо было решать исключительно производственные вопросы, например, если сотрудники не вышли на смену, разбирать конфликтные ситуации с клиентом, то теперь нужно было постоянно разъяснять сотрудникам, почему важно приводить в порядок рабочее место, почему нужно вырезать формы под оборудование или инструмент.
Недовольство персонала продолжалось в течение полугода. Затем, люди привыкли и поняли, что порядок на рабочих местах действительно экономит не только время, но и силы.
После успешного внедрения системы 5S на наших станциях. Мы также её внедрили в офисе Управляющей компании. Нанесли разметку на столы, подписи на кухне, разместили стеллажи в быстром доступе для каждого сотрудника.
Принцип бережливого производства позволил нам:
Комплекс мер, включая и внедрение 5S, дал такие результаты:
Организация рабочего пространства по принципу 5С

5C — это философия управления, с которой начинается эффективное производство и без которой оно просто не может существовать.
Шаг 1 — «сортировка» — четкое разделение вещей на нужные и ненужные и избавление от последних.
Шаг 2 — «соблюдение порядка» (аккуратность) — организация хранения необходимых вещей, которая позволяет быстро и просто их найти и использовать.
Шаг 3 — «содержание в чистоте» (уборка) — соблюдение рабочего места в чистоте и опрятности.
Шаг 4 — «стандартизация» (поддержание порядка) — выполнение установленных процедур первых трех шагов.
Шаг 5 — «совершенствование» или «самодисциплина» (формирование привычки) — улучшение, поддержание результатов, достигнутых ранее.

Рисунок 1. Организация рабочего пространства по принципу 5C
Шаг 1 «1С»
Для удаления ненужных предметов из операционной зоны на первоначальном этапе внедрения мы использовали так называемую «кампанию красных ярлыков», когда на каждый предмет — кандидат на удаление — приклеивается или вывешивается красный ярлык (флажок). Все сотрудники подразделения, где проходила сортировка, были вовлечены в этот процесс, в итоге выявили предметы, которые:
Для предметов с красными флажками организовали «зону карантина», которую раз в месяц перебирали. Предметы, которые пролежали в зоне карантина свыше 30 дней, либо перемещали в место постоянного хранения, как правило, в складской зоне, либо продавали, а иногда и утилизировали.
Красный ярлык может представлять собой обычный красный стикер с нанесенной на него датой перемещения этого предмета в зону карантина, а может быть более сложный по форме: с информацией о подразделении, причинах перемещения в зону карантина, ответственных и т.д. Пример красного ярлыка на рисунке 2.

Рисунок 2. «Зона карантина» с помещенными в нее предметами с красными флажками
Ниже приведена таблица с рекомендациями по сортировке предметов с различной частотой использования в рабочей зоне:

Шаг 2 «2С»
Недостаточно один раз все разложить по местам, этот порядок должен соблюдаться всегда и всеми. При обходах рабочих мест на первоначальном этапе внедрения 5С возникало много проблем с возвратом инструментов, инвентаря на место. Прошло определенное время, пока подобрали оптимальное расположение для предметов в операционной зоне, которое позволило любому сотруднику легко использовать, быстро находить и возвращать на место документацию, инструменты, материалы, комплектующие. При маркировке места хранения предметов старались использовать принципы, позволяющие при первом же взгляде на любое из мест сразу определить, что там должно лежать, каково количество предметов и срок их хранения. Для этих целей использовали разные методы визуализации:
1. Оконтуривание предметов — нанесение контура предмета на поверхность, где данный предмет должен храниться

Рисунок 3. Стол качества, производство минеральной изоляции, г. Рязань

Рисунок 4. Оконтуривание предметов на столе качества, производство минеральной изоляции, г. Рязань

Рисунок 5. Стенд с инструментом, слесарный участок, г. Юрга

Рисунок 6. Стенд с инструментом (вертикальное размещение и хранение инструмента), производственный участок, г. Хабаровск

Рисунок 7. Стол с инструментом (горизонтальное размещение и хранение инструмента), производственный участок, г. Хабаровск
2. Цветовая маркировка, при которой разным видам инструментов и приспособлений соответствуют разные цвета


Рисунок 8. Фото разъемов центрифуги с ответной частью, соответствующей по цвету, производство минеральной изоляции, г. Рязань

Рисунок 9. Цветовая маркировка трубопроводов на участке подготовки связующего, г. Хабаровск
3. Маркировка краской для выделения места хранения на полу и/или в проходах

Рисунок 10. Обозначение мест хранения пил в производственном цехе, г. Рязань

Рисунок 11. Слесарный участок, производство минеральной изоляции, г. Заинск

Рисунок 12. Открытая складская площадка, производство минеральной изоляции, г. Рязань

Рисунок 13. Склад запчастей, производство минеральной изоляции, г. Юрга
Маркировку краской применяют также для обозначения разделительных линий между рабочими зонами или транспортных проездов.


Рисунок 14. Цех по производству минеральной изоляции, г. Рязань
Шаг 3 «3С»
Есть такая поговорка «чисто не там, где метут, а там, где не сорят». Конечно, содержание в чистоте предусматривает уборку рабочих мест, придание оборудованию и рабочему месту опрятность, достаточную для проведения контроля, но главное было в том, чтобы создать такие условия, при которых образование грязи и пыли сводилось к минимально допустимому количеству. Этот процесс продолжается до сих пор, на эту тему подается немало предложений по улучшению оборудования или рабочего места.
Казалось бы, все понимают преимущества уборки:
Тем не менее, переход от убеждения к действиям, особенно на старых заводах с 50-летней историей, был совсем не легким. Во всех подразделениях проверки чистоты проводим в соответствии с заранее определенными критериями чистоты (чистота в офисе и в производственном цехе — не одно и то же), которые указываются в контрольном листе. В контрольном листе на ряде участков подробно описаны содержание и порядок работ по наведению чистоты, есть фотографии мест их проведения:


Чтобы упростить периодический осмотр, контрольные листы прикрепили рядом с соответствующим оборудованием, чтобы быстро проверять на правильность заполнения и устранять выявленные недостатки.
Есть еще один простой инструмент для контроля стандарта чистоты рабочего места — это фотография рабочего места в том виде, в каком оно должно быть. Ниже пример.

Рисунок 15. Стандарт чистоты, производство минеральной изоляции, г. Рязань
Шаг 4 «4С»
Стандартизация — создание единого подхода к выполнению заданий и процедур. Основная цель этого этапа — предотвратить отход от постоянной реализации первых трех этапов. Стандартизировать — значит разработать такой контрольный лист, который всем понятен и прост в использовании. Ниже пример табличной части контрольного листка для производственного подразделения и офиса.
Контрольный листок для производственного подразделения

Контрольный листок для офиса

Выполнение требований 5С является частью профессиональной аттестации рабочих и ИТР и давно превратилось в общую культурную норму — от кабинета директора до производственных и вспомогательных помещений.

Рисунок 16. Стандарт рабочего места в производственной зоне г. Рязань

Рисунок 17. Доска 5С на складе готовой продукции, производство минеральной изоляции, г. Хабаровск

Рисунок 18. Стандарт рабочего места главного энергетика, производство минеральной изоляции, г. Хабаровск

Рисунок 19. Стандарт безопасности рабочего места, производство минеральной изоляции, г. Челябинск
Шаг 5 «5С»
Пятый этап — это совершенствование или самодисциплина, поддержание результатов, достигнутых ранее. Стабильность системы 5С зависит не от того, насколько хорошо внедрены процедуры первых четырех этапов, а от того, будут ли поддерживаться первые четыре этапа пятым.
В отличие от первых четырех «С» совершенствование нельзя внедрить как технику, результаты совершенствования не поддаются измерению, однако можно создать условия, которые будут стимулировать сотрудников на дальнейшую деятельность в рамках системы 5С. В Компании ТЕХНОНИКОЛЬ для этого применяются разные инструменты: лозунги 5С, плакаты 5С, информационные доски «БЫЛО»—«СТАЛО», рассылки 5С, визиты в подразделения, где внедряют 5С и др.


Рисунок 20. Плакаты 5С, производство минеральной изоляции, г. Черкассы


Рисунок 21. Фрагмент информационной доски 5С «БЫЛО»-«СТАЛО», г. Рязань

Рисунок 22. Закрепление персональной ответственности на складе готовой продукции, г. Заинск