Штамповка металла что это
Череповецкий завод металлоконструкций занимается профессиональной штамповкой металла. Делая заказ у нас, вы можете быть уверены в качестве выполненной работы и профессионализме сотрудников.
Штамповка металла – это процесс, под которым подразумевается изменение формы материала под действием факторов внешней среды для получения необходимой детали. Для выполнения данной процедуры требуются большие усилия. Поэтому для штамповки используют специальное оборудование, которое может работать с изделиями от 16 до 500 тонн. Оснащение, которое устанавливается в пресс, называется штампом. Он позволяет металлу соприкасаться с рабочим инструментом. В результате получается деталь высокой точности.
История возникновения процесса
Штамповка изделий из металла берет свое начало в XVI веке. Необходимость в данном процессе появилась из-за развития оружейного производства, где требовалось изготовление большого количества одинаковых изделий. В XIX веке началось активное развитие штамповочного производства. Стали выпускать предметы домашней утвари, а также появляется потребность в изготовлении серийной продукции.
С появлением автомобиле- и судостроения штамповка металла играла важную роль в развитии этих отраслей. Данный процесс позволил производить изделия больших габаритов.
Сферы использования штамповки металла
Производство в промышленных условиях обязательно подразумевает методы холодной и горячей штамповки. Данные способы дают возможность быстро и легко получить детали любых размеров. Горячий вид штамповки применяется для изготовления объемных изделий.
Для штамповки фланцев используют 2 метода:

Технология и виды штамповки
Технология штамповки конструкций из металла горячим или холодным способом подразумевает наличие оснастки. Для этих видов используются штампы, которые отличаются между собой определенным образом. Они используются для конструкций из металла различной толщины.
Изделия больших габаритов сначала нагреваются, а потом подвергаются воздействию ковки. В холодном состоянии толщина изделия обычно не превышает 1 мм. С материалом можно проводить различные операции, например, штамповку значков.
Существуют разные методы штамповки. Вот некоторые из них:
1. Холодная штамповка.
Процесс холодной штамповки не подразумевает нагрев листового материала. Усилий пресса вполне достаточно для того, чтобы осуществлять формоизменяющие и разделительные операции. В результате холодной штамповки получается изделие, которое не подвержено процессу усадки. Для более экономичного расхода материала штамповку проводят по правилам раскроя листа, соответствующим государственным стандартам.
К холодной штамповке относятся следующие процессы:

Один из важнейших моментов в холодной штамповке – это выбор зазора между пуансоном и матрицей. Размер зависит от толщины и вида материала. Зазор тем больше, чем выше толщина металла. Эта величина уменьшается для мягких материалов вроде алюминия. В противном случае могут появляться заусенцы.
Преимущества холодной штамповки:
2. Горячая штамповка.
Метод горячей штамповки металла подразумевает прессование заготовки под воздействием высоких температур и их поступление в камеру нагрева. Штамповка объемного металла начинается после перехода рубежа температуры в 1200 градусов. Горячие заготовки закладываются в штамп, где находятся специальные ручьи для предварительной и заключительной штамповки.
При необходимости осадить нагретую поковку, придется поставить ее в пространство между двумя плоскими бойками. Оборудование начинает свою работу, и изделие принимает нужный размер.
Существует также горячая объемная штамповка металла. Этот вариант подразумевает пластическую деформацию сразу по трем плоскостям. Штамповка позволяет делать более сложные заготовки. В ходе работы деталь подвергается давлению и воздействию высоких температур. Процесс штамповки включает в себя следующие процедуры:

3. Разделительная штамповка.
Данная процедура становится необходимой, когда нужно получить лишь часть от обрабатываемой заготовки. Она может включать в себя операции по резке, пробивке, вырубке. Как одну из них, так и несколько сразу. Они выполняются при помощи оборудования, размещенного на прессе. В качестве инструмента можно выбрать ножницы, гильотину, дисковую пилу или вибрационную головку. Траектория движения может быть прямой или ломаной. Основная задача – получить изделие нужной формы и с нужным контуром.
4. Альтернативные методы штамповки.
Штамповка металла может осуществляться не только горячим или холодным методом. Она происходит под действием других сил:
Изготовление штампов по металлу
Из металлической заготовки необходимо сконструировать штампы по металлу. Первый этап подразумевает разработку детализированных чертежей с расшифровкой.
Штампы состоят из таких элементов:

Оборудование и инструменты
Для штамповки конструкций из металла изготавливаются штампы, которые вставляются в прессы. Они бывают нескольких типов:
Штамповка металлических изделий дает возможность получить в кратчайшие сроки большое количество одинаковых деталей. Все они будут одинаковой формы. Точность этих изделий строго регламентируется государственными стандартами. Сейчас это очень востребованная технология, которая дает возможность получать изделия с высокими эксплуатационными характеристиками.

Заказать штамповку металла можно на Череповецком заводе металлоконструкций. Мы работаем более 55 лет, и за это время успели посотрудничать с крупными и небольшими предприятиями по всей России. В нашей команде работают только высококвалифицированные сотрудники с большим опытом работы.
На Череповецком заводе вы сможете заказать изделие по уже готовым чертежам или оформить индивидуальный заказ. Наши сотрудники берутся за задачи любой сложности и объемов. Вы можете быть уверены в качестве выполненной работы, и даже понаблюдать за ней в онлайн-режиме, при помощи трансляции, ведущейся из цехов.
Преимущества работы с ЧЗМК:
Получить консультацию, оформить заказ или задать любой интересующий вас вопрос можно по телефону 8 800 222 04 45. Вы также можете оставить заявку на сайте, и мы сами вам перезвоним.
Что такое штамповка металла и ее виды
Для создания металлических изделий используется такая технология, как штамповка металла. Череповецкий завод металлоконструкций располагает оборудованием для выполнения заказов любой сложности.
История возникновения технологии штамповки металла
Считается, что штамповка возникла из ковки. Археологические раскопки свидетельствуют, что человек с древних времен научился изготавливать из металла различные плоские и объемные изделия. Например, используя штампы-обжимки, люди делали наконечники для стрел.
В 1819-м в Туле на оружейном заводе освоили одноручьевую штамповку, с помощью которой делали целый ряд деталей. Далее их правили, обрезали заусенцы. Основную роль играл молот простого действия, а во второй половине 19 века его заменил паровой механизм. Благодаря этому произошло массовое распространение и совершенствование штамповки.
К 30-м годами 20 века процессы автоматизировали. Собственные цеха для штамповки деталей из металла появились на авиационных, машиностроительных, автомобильных и прочих предприятиях. Долгие годы использовались паровые прессы. От них не отказывались даже с изобретением гидравлической установки, которая впервые внедрена в 1861 году. Но постепенно гидравлика вытеснила молоты, работающие под силой пара.
Еще в 20 веке преимущественно производство было серийным. Только отдельные заводы применяли методы штамповки для выпуска крупных серий изделий из металла. Сложности были обусловлены необходимостью многократной перенастройки оборудования.
К настоящему моменту предприятия пришли к идее специализации на изготовлении определенной продукции. Современные технологические решения упростили процесс переналадки инструментов и оборудования. Благодаря этому технология штамповки из металла стала более экономичной и простой одновременно с ростом производительности.

Сферы использования
Метод востребован в различных отраслях, где необходимо придавать металлам заданную форму. К изготовлению деталей при помощи штамповки прибегают в следующих сферах:
Благодаря высокотехнологичным приспособлениям в процессе обработки удается получать заготовки заданной формы разного размера с минимумом отходов.
Технология штамповки
К основным методам производства относят две технологии – холодную и горячую штамповку металлов. В первом и во втором случае процесс предполагает использование давления с разницей в температуре материала. Помимо этого, существуют инновационные виды, которые еще называют альтернативными.
Технология предполагает работу с металлами, которые не подвергают специально нагреву. Основное преимущество метода заключается в том, что штампы не дают усадку. Но поскольку обработка металла происходит исключительно под воздействием силы давления, существуют определенные ограничения.
Холодная штамповка применима только по отношению к материалам, которые обладают конкретными физическими свойствами. Важна их высокая пластичность. Но также исключают склонность к хрупким деформациям. В результате складывается следующий перечень материалов, которые поддаются холодной штамповке:
Холодная штамповка бывает листовой и объемной. В первом случае из металла делают корпуса различных приборов и механизмов, детали для автомобилей, пластины разного назначения. Во втором получают объемные фигуры. Таким методом удается выполнять задачи с высокой точностью. Изделия получаются гладкими. Поэтому упрощены дальнейшие процессы обработки – шлифовка, грунтовка, покраска.

Помимо этого, данное решение выигрышное при создании миниатюрных изделий. Можно рассчитывать на их высокую прочность и жесткость. К резанию почти не приходится прибегать, так как точность размеров и форм выверена по максимуму.
Для организации такого производства с автоматизированными и механизированными линиями необходимо сравнительно простое оборудование. При этом объемы выпуска продукции будут впечатляющими: с одной машины получают до 30-40 тысяч деталей в смену.
Холодную штамповку высоко ценят за приспособляемость к специфике предприятия. Поэтому она экономически целесообразна практически на каждом заводе, вне зависимости от объемов выпускаемой продукции.
Горячая штамповка
Для этого необходимо оборудование для предварительного нагрева заготовки. Горячая штамповка позволяет орудовать с различными металлами, добиваясь высочайшей точности в создании сложнейших геометрических форм.
Однако специфика процесса обуславливает образование пленки окислов. Кроме того, на стыках форм остаются следы материала. Поэтому требуется механическая обработка.
Горячую штамповку выполняют в открытых и закрытых штампах. В первом случае небольшой зазор между плоскостями пресса заполняется расплавленными металлами. Такие излишки называют облоем. Его необходимо удалить, чтобы получить деталь нужного размера и формы. Изготовление с использованием закрытых штампов считается более эффективным, так как облоя практически не образовывается.

Альтернативные методы
С металлами работают, получая нужные заготовки, не только при помощи давления и температур. Штамповку выполняют, используя многочисленные силы. Например, в строительстве самолетов и ракет применимы взрывы. Заготовки располагают в бассейне с водой на пресс-форме. Над ними находится взрывчатое вещество. После детонации происходит деформация металла.
Быстрый и эффективный способ создания различных металлических деталей – использование магнитно-импульсной ковки. Электрогидравлическую штамповку можно сравнить с деформацией взрывов. Для этого метода используют высокую температуру и давление, но напряжение создают не в воздушной, а в водной среде.
Горячую ковку на многих предприятиях заменяют изотермической штамповкой. Для этого нагревают пресс-форму вместе с заготовкой до достижения температуры плавления. Такой режим поддерживается в течение всего времени изготовления. У метода есть множество достоинств:
Отдельные предприятия выбирают валковую штамповку. Суть метода заключается в прокатке металла на пресс-валах. Они изготовлены из твердых сплавов. Такое решение позволяет получать изделия заданной формы с высокой точностью. Причем прочностные характеристики улучшаются, ведь микроструктуры спрессовываются.
Изготовление штампов по металлу
Завод металлоконструкций ЧЗМК выполняет штамповку металла согласно образцам, эскизам или чертежам. Также наша компания выпускает штампы. Специальная оснастка необходима предприятиям, организациям, частным предпринимателям, чтобы запустить собственную штамповку.
Штампы делятся на несколько видов:

В зависимости от объемов и метода производства, штампы бывают промышленными и ручными. Первые устанавливают в мощные прессы. Далее с ними работают, обрабатывая разнообразные материалы, включая металлические сплавы, сургуч, воск, кожу, бумагу. Ручные применяют для выполнения оттиска на различных поверхностях.
Оборудование и инструменты
Для оснащения предприятия необходимы разнообразные инструменты начиная от штампа простой вырубки. Такой элемент представляет собой комплект из матриц и пуансонов плюс дополнительных деталей. Верхняя и нижняя плиты, направляющие колонки и втулки выполняют функцию опоры, задают направление рабочим частям. Но устройство разнится, в зависимости от принципа действия штампа. Инструменты бывают простыми или однооперационными, последовательного и совмещенного действия – от двух операций и больше.
Холодную листовую штамповку выполняют на кривошипных прессах. Они тоже представлены несколькими видами, в зависимости от количества и видов выполняемых операций. Гидравлические прессы устанавливают, чтобы выполнять и холодную, и горячую штамповку. На них возможна обработка толстых листов. Изделия подвергают глубокой вытяжке.
Чтобы усовершенствовать производственные процессы, используют инновации. Штамповку ускоряют устройства, которые подают полосу или ленту, направляя ее в штамп. Специальные приспособления для захвата и подачи заготовки упрощают изготовление штучных изделий.
Если к методу прибегают на мелком предприятии, применение прессов бывает нецелесообразным с экономической точки зрения. Тогда задействуют специальные установки для мелкосерийного выпуска деталей.

Чтобы штамповка была не только эффективной, но и безопасной, внедряют инновационные решения. Например, для холодного метода востребованы так называемые рукоотстранители. Это устройства, предупреждающие травматизм сотрудников. В опасной зоне, поблизости от штампа, приспособления не допускают, чтобы руки людей попадали под пресс. Работают такие механизмы одновременно с движением ползуна пресса.
На некоторых предприятиях процесс безопасен благодаря еще более простому решению. Руки не могут попасть под пресс, так как необходимо ими одновременно нажимать на две пусковые кнопки. Используются также фотоэлементы, контролирующие опасную зону. Они останавливают ползун пресса, если под лучи попадают руки.
С развитием методов производства линии автоматизируют, сведя на нет участие человека. Машины-автоматы и промышленные роботы справляются с задачами разного уровня сложности.
Череповецкий завод металлоконструкций специализируется на создании различных металлических изделий, поэтому оснащен по последнему слову технику. Высокая квалификация и опыт специалистов – еще две составляющие успешного сотрудничества с предприятием.
Виды и способы современной штамповки металла
Штамповка металла: особенности технологии. Альтернативные методы пластичной деформации металла. Холодная и горячая листовая и объемная штамповка. Технологические операции холодной штамповки. Используемое оборудование прессы и автоматические линии.

Штамповка металла – это технологическая операция, которая представляет собой контролируемый процесс изменения формы и размеров заготовки под действием давления. Процесс отличается высокой производительностью, а потому широко используется в различных отраслях промышленности.
Технология имеет богатую историю, однако ее механизация началась в 50-х годах XIX века: к процессу стали подключать станки, что увеличило производительность и повысило качество изделий. Современное штамповочное оборудование позволяет изготавливать различные детали: от мелких элементов часового механизма до составных частей летательных аппаратов.
В серийном производстве активно применяется листовая штамповка. С помощью данной технологии обрабатывают металл, пластик и другие материалы. Процесс отличается высокой производительностью, стабильностью и точностью.
Холодная штамповка считается наиболее прогрессивным методом обработки давлением. Как следует из названия, это производственные операции без предварительного нагрева заготовки. Такой подход позволяет повысить прочность и чистоту поверхности изделия.
Виды штамповочных технологий
За время своего существования появилось немало методов штамповки. Массовое производство требует особого подхода, где на первое место ставится скорость и качество изготовления изделий. Ручная штамповка сейчас используется исключительно в частном порядке, для создания единичных экземпляров.
Прежде чем рассматривать способы обработки давлением, рассмотрим прочие виды штамповки:
Помимо производственных функций, энергию взрыва используют в качестве привода подвижных частей оборудования. Метод был разработан в Харьковском авиационном институте в 1949 году.
Технологический процесс, при котором изделие получают путем давления на расплавленный металл, называют жидкой штамповкой. Ввиду высокой стоимости матриц и пунсонов метод целесообразно использовать только в массовом производстве.
Листовая штамповка
Процесс обработки заготовок делят на две категории, которые отличаются рабочей температурой:
Объемная штамповка
Горячая штамповка характеризуется повышенной температурой, при которой протекает процесс. Степень нагрева зависит от используемых материалов. В отличие от штамповки жидкого металла агрегатное состояние заготовки остается неизменным.
Рассмотрим особенности каждого процесса.
Технология горячей объемной штамповки (ГОШ)
Горячую объемную деформацию деталей выполняют под воздействием температуры и давления на заготовку. Для получения необходимой формы материал нагревают и помещают в закрытые штампы. Между используемыми пресс-формами отсутствует зазор. Таким образом, готовое изделие формируется в закрытой полости, которая называется ручьем или гравюрой. Подход характеризуется низким процентом облоя, однако требует внимания на стадии заготовок.

Готовые изделия отличаются точностью размеров и качеством поверхности.
По завершении разработки проекта экономисты рассчитывают себестоимость выполнения работ.
По сравнению с горячей ковкой ГОШ обладает гораздо большей производительностью и точностью работ. Требования к подготовке оператора оборудования не отличаются строгостью: среднее время обучения специалиста составляет 6 месяцев. К недостаткам относят ограничение по массе конечного изделия и высокую стоимость штамповочного оборудования.
Метод холодной объемной штамповки
Основным недостатком технологии считают чрезмерные усилия, которые необходимо прилагать для получения готового изделия. По сравнению с ГОШ этот показатель выше в 10–15 раз. Высокие механические нагрузки негативно влияют на продолжительность эксплуатации штампов.
Суть и назначение холодной штамповки листового металла
Холодная штамповка – самая популярная технология изготовления различных деталей из металла и полимеров. Универсальность метода заключается в том, что он позволяет производить конструкции любой величины: от кухонных принадлежностей до элементов крупных судов.
Холодную листовую пластичную деформацию ценят за следующие преимущества:
Высокое качество и технологичность имеют обратную сторону: для наладки оборудования требуются квалифицированные специалисты. Кроме того, проектирование процесса является трудоемкой операцией.
Операции холодной штамповки
Классификация оборудования для штамповки
Штамповочное производство и оборудование для него регламентированы требованиями межгосударственных стандартов. Кроме того, ГОСТ устанавливает предельно допустимый расход материалов и утверждает правила разработки проектов.
Рассмотрим оборудование, которое применяется на производственных предприятиях.
Кривошипно-шатунные прессы
Принцип действия оборудования основан на преобразовании кривошипно-шатунным механизмом крутящего момента в возвратно-поступательное движение ползуна.
Подобное оборудование относят к механизмам простого типа. Они могут быть двойного или тройного действия.
Гидравлические прессы
Радиально-ковочные прессы
Представляют собой формовочный пресс для изготовления деталей цилиндрической конфигурации. В комплектацию станка входит индукционная печь для предварительного нагрева болванок.
Оборудование используется для получения поковок квадратного, круглого или прямоугольного сечения.
Электромагнитные прессы
Продукт современных технологий. В качестве движущей силы используется энергия электромагнитного поля, которая давит на сердечник с проволочной обмоткой. В процессе перемещения он воздействует на исполнительную часть станка.
Автоматические штамповочные линии
Современные станкостроительные предприятия предлагают широкий выбор автоматических штамповочных линий и комплексов для решения различных задач. Станки представляют собой высокотехнологичное оборудование, изготовленное под руководством квалифицированных инженеров-технологов.
Современные комплексы оснащают системами ЧПУ с центральным сенсорным дисплеем, что сводит функции оператора к минимуму.
Штамповка металла – востребованная технология, которая позволяет производить детали с высокими эксплуатационными характеристиками. Как вы считаете, могут ли полуавтоматические станки конкурировать с числовым программным управлением или такое оборудование является устаревшим? Поделитесь вашим мнением в блоке комментариев.
Штамповка металла – технология, разновидности, оборудование, ГОСТ
Штамповка как технологический процесс обработки заготовок, изготовленных из металла, позволяет получить готовые изделия плоского или объемного типа, отличающиеся как своей формой, так и размерами. В качестве рабочего инструмента при выполнении штамповки может выступать штамп, закрепленный на прессе или оборудовании другого типа. В зависимости от условий выполнения штамповка металла бывает горячая и холодная. Эти два вида данной технологии предполагают использование различного оборудования и соблюдение определенных технологических норм.
Штамповка – пластическая деформация металла, изменяющая форму или размеры материала
Особенности технологии
Ознакомиться с требованиями ГОСТ к обработке металла штампованием можно, скачав документ в формате pdf по ссылке ниже.
Кроме разделения на горячую и холодную, штамповка изделий из металла подразделяется и на ряд других категорий в зависимости от ее назначения и технологических условий. Так, операции штамповки, в результате которых происходит отделение части металлической заготовки, называются разделительными. Сюда, в частности, относятся резка, рубка и пробивка деталей из металла.
Другой категорией таких операций, в результате которых штампуемый лист металла изменяет свою форму, являются формоизменяющие штамповочные операции, часто называемые формовкой. В результате их выполнения детали из металла могут подвергаться вытяжке, холодному выдавливанию, гибке и другим процедурам по обработке.
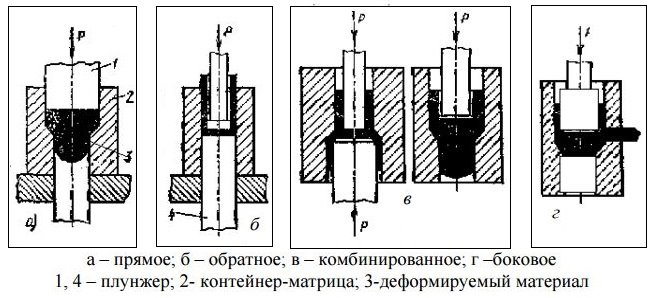
Схемы и разновидности выдавливания (прессования)
Как уже отмечалось выше, существуют такие виды штамповки, как холодная и горячая, которые, хотя и реализуются по одному принципу, предполагающему деформирование металла, имеют ряд значимых отличий. Штамповку деталей, предполагающую их предварительный нагрев до определенной температуры, применяют преимущественно на крупных производственных предприятиях.
Это связано прежде всего с достаточно высокой сложностью такой технологической операции, для качественного выполнения которой необходимо сделать предварительный расчет и точно соблюсти степень нагрева обрабатываемой заготовки. С помощью штамповки, выполняемой по горячей технологии, из листового металла различной толщины получают такие ответственные детали, как днища котлов и другие изделия в форме полусфер, корпусные и другие элементы, используемые в судостроении.

Характеристики и виды деталей, производимых на горячештамповочных прессах
Для нагрева деталей из металла перед их горячей штамповкой используется нагревательное оборудование, которое в состоянии обеспечить точный температурный режим. В этой функции, в частности, могут использоваться электрические, плазменные и другие нагревательные устройства. Перед началом выполнения горячей штамповки необходимо не только рассчитать нормы нагрева обрабатываемых деталей, но и разработать точный и подробный чертеж готового изделия, в котором будет учтена усадка остывающего металла.
При выполнении холодной штамповки металлических деталей процесс формирования готового изделия протекает только за счет давления, оказываемого рабочими элементами пресса на заготовку. За счет того, что заготовки при штамповке по холодной технологии предварительно не нагреваются, они не подвержены усадке. Это позволяет изготавливать изделия законченного вида, которые не требуют дальнейшей механической доработки. Именно поэтому данная технология считается не только более удобным, но и экономически выгодным вариантом обработки.

Методом холодной штамповки обрабатывают листовой металл толщиной до 10 мм
Если квалифицированно подойти к вопросам проектирования размеров и формы заготовок и к последующему раскрою материала, то можно значительно уменьшить его расход, что особенно актуально для предприятий, выпускающих свою продукцию крупными сериями. В качестве материала, заготовки из которого успешно подвергаются штамповке, может выступать не только углеродистые или легированные стали, но также алюминиевый и медный сплавы. Более того, оснащенный соответствующим образом штамповочный пресс успешно используется для обработки заготовок из таких материалов, как резина, кожа, картон, полимерные сплавы.
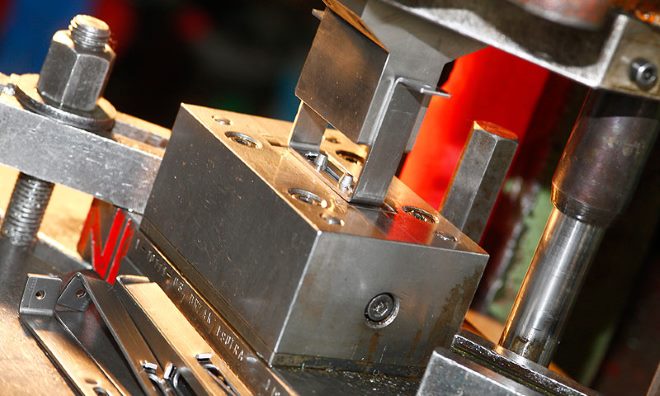
Разделительное штампование, целью которого является отделение от обрабатываемой заготовки части металла, – это очень распространенная технологическая операция, используемая практически на каждом производственном предприятии. К таким операциям, которые выполняются посредством специального инструмента, установленного на штамповочный пресс, относятся резка, вырубка и пробивка.

На этом прессе установлены специальные плунжеры для пробивки отверстий в заготовке
В процессе резки металлические детали разделяются на отдельные части, причем такое разделение может осуществляться по прямой или кривой линии реза. Для выполнения резки могут использоваться различные устройства: дисковые и вибрационные станки, гильотинные ножницы и др. Резку чаще всего используют для того, чтобы раскроить металлические заготовки для их дальнейшей обработки.
Вырубка – это технологическая операция, в процессе которой из металлического листа получают детали, имеющие замкнутый контур. При помощи пробивки в заготовках из листового металла делают отверстия различной конфигурации. Каждая из таких технологических операций должна быть тщательно спланирована и подготовлена, чтобы в результате ее выполнения получилось качественное готовое изделие. В частности, должны быть точно рассчитаны геометрические параметры используемого инструмента.
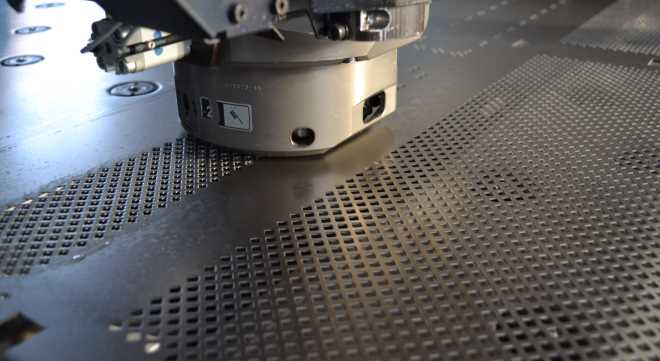
Перфорированный металлический лист получается в результате вырубки отверстий на координатно-пробивном прессе
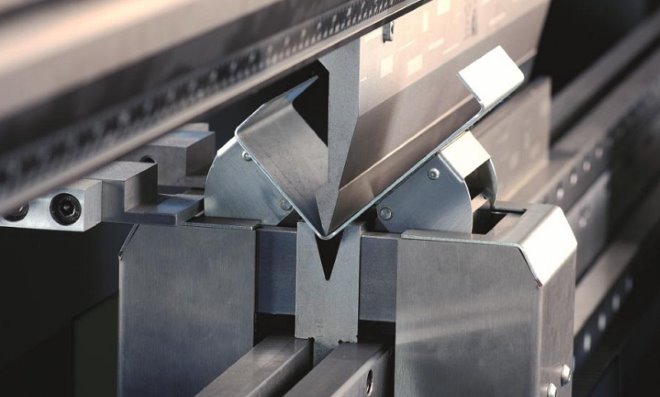
Технологическими операциями штамповки, в процессе которых осуществляется изменение начальной конфигурации металлических деталей, являются формовка, гибка, вытяжка, отбортовка и обжим. Гибка – это наиболее распространенная формоизменяющая операция, в процессе которой на поверхности металлической заготовки формируются участки с изгибом.
Вытяжка – это объемная штамповка, целью выполнения которой является получение из плоской металлической детали объемного изделия. Именно при помощи вытяжки металлический лист превращается в изделия цилиндрической, конической, полусферической или коробчатой конфигурации.
По контуру изделий из листового металла, а также вокруг отверстий, которые в них выполнены, часто необходимо сформировать бортик. С этой задачей успешно справляется отбортовка. Такой обработке, выполняемой посредством специального инструмента, подвергают и концы труб, на которые необходимо установить фланцы.

Отбортовка может выполнятся различными способами
При помощи обжима, в отличие от отбортовки, концы труб или края полостей в заготовках из листового металла не расширяют, а сужают. При выполнении такой операции, осуществляемой при помощи специальной конической матрицы, происходит наружное обжатие листового металла. Формовка, которая также является одной из разновидностей штамповки, предполагает изменение формы отдельных элементов штампованной детали, при этом наружный контур детали остается неизменным.
Объемная штамповка, которая может выполняться по различным технологиям, требует не только тщательных предварительных расчетов и разработки сложных чертежей, но и использования специально изготовленного оборудования, поэтому реализовать такую технологию в домашних условиях проблематично.
Инструменты и оборудование
Даже обработка мягких металлов, в частности штамповка алюминия, требует применения специального оборудования, в качестве которого могут выступать гильотинные ножницы, кривошипный или гидравлический пресс. Кроме того, необходимо умение производить расчеты расхода материала и разрабатывать технические чертежи. При этом следует учитывать требования, которые содержит соответствующий ГОСТ.
Штамповку, для выполнения которой не требуется предварительный нагрев обрабатываемой заготовки, выполняют преимущественно на гидравлических прессах, производство которых регулирует ГОСТ. Разнообразие серийных моделей этого оборудования позволяет подбирать станок для производства изделий различных конфигураций и габаритных размеров.
В мелком производстве часто используют эластичный метод штамповки, когда шаблон является металлическим элементом, а матрица – резиновым или пластиковым
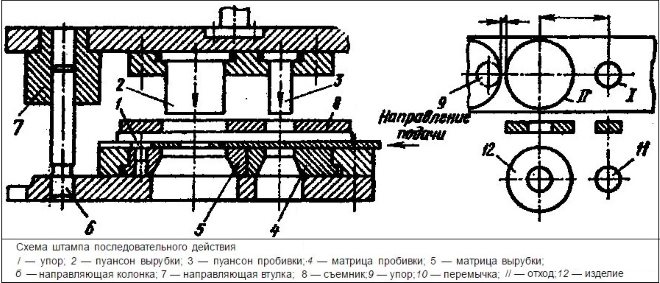
Выбирая пресс для выполнения штамповки, в первую очередь следует ориентироваться задачи, для решения которых он необходим. Например, для выполнения таких технологических операций, как вырубка или пробивка, используют штамповочное оборудование простого действия, ползун и шайбы которого в процессе обработки совершают небольшой ход. Для того чтобы выполнить вытяжку, требуется оборудование двойного действия, ползун и шайбы которого в процессе обработки совершают значительно больший ход.

Кривошипный пресс КД-238 относится к категории простого оборудования. Предназначен для холодной штамповки: гибки, пробивки, вырубки и неглубокой вытяжки
По своей конструкции, как указывает ГОСТ, оборудование для выполнения штамповки делится на несколько типов, а именно:
На прессах двух последних категорий устанавливают ползуны более крупных размеров. Однако вне зависимости от конструктивного исполнения каждый штамповочный пресс оснащается матрицей. Основное движение, за счет которого и выполняется обработка заготовки на штамповочном прессе, совершает ползун, нижняя часть которого соединена с подвижной частью штампа. Для сообщения такого движения ползуну пресса приводной электродвигатель связывается с ним посредством таких элементов кинематической цепи, как:
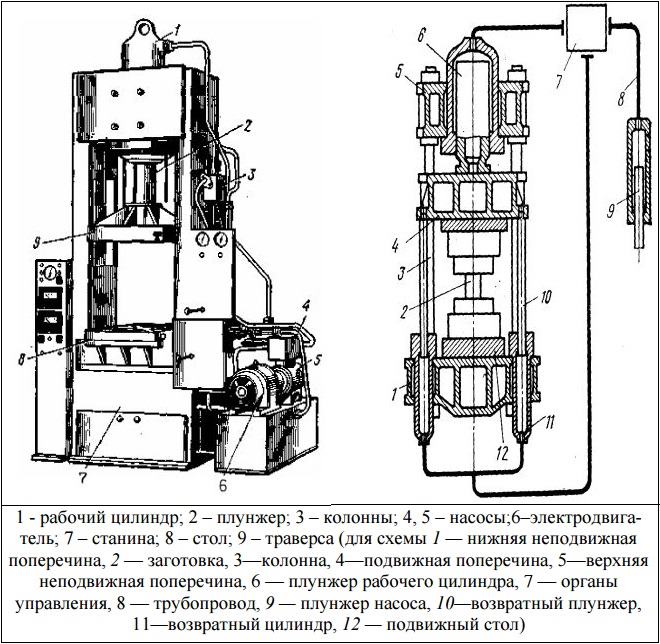
Схема гидравлического пресса
Для запуска ползуна, который совершает возвратно-поступательное движение по направлению к рабочему столу пресса, используется ножная пресс-педаль, напрямую связанная с пусковой муфтой.
Несколько другим принципом работы отличается четырехшатунный пресс, рабочие органы которого создают усилие с центром, приходящимся на середину четырехугольника, образуемого четырьмя шатунами. Благодаря тому, что усилие, создаваемое таким прессом, приходится не на центр ползуна, это устройство успешно используется для того, чтобы изготавливать изделия даже очень сложной конфигурации. Прессы данной категории, в частности, применяют для того, чтобы изготовить асимметричные изделия, отличающиеся значительными габаритами.

Промышленные четырехшатунные прессы могут развивать усилие в сотни тонн
Чтобы изготовить изделия более сложной конфигурации, используют прессовое оборудование пневматического типа, конструктивная особенность которого заключается в том, что оно может быть оснащено двумя или даже тремя ползунами. В прессе двойного действия применяются одновременно два ползуна, один из которых (внешний) обеспечивает фиксацию заготовки, а второй (внутренний) выполняет вытяжку поверхности обрабатываемого металлического листа. Первым в работе такого пресса, конструктивные параметры которого также регламентирует ГОСТ, участвует внешний ползун, фиксирующий заготовку при достижении самой нижней точки. После того как внутренний ползун выполнит свою работу по вытяжке листового металла, внешний рабочий орган поднимается и освобождает заготовку.
Для штамповки тонколистового металла используются преимущественно специальные фрикционные прессы, технические параметры которых также устанавливает ГОСТ. Чтобы обрабатывать более толстый листовой металл, лучше всего применять гидравлическое штамповочное оборудование, которое оснащено более надежными шайбами и другими конструктивными элементами.
Штамповка металла любой толщины должна производится с высокой точностью
Отдельную категорию составляет оборудование, при помощи которого выполняется штамповка взрывом. На таких устройствах, в которых энергия управляемого взрыва преобразуется в усилие, оказываемое на металл, обработке подвергают металлические заготовки значительной толщины. Работа такого оборудования, считающегося инновационным, даже на видео выглядит очень эффектно.
Чтобы получаемый сгиб и общая конфигурация готового изделия из металла отличались высоким качеством, в последнее время стали активно использовать прессы, оснащенные встроенными вибрационными ножницами. Использование такого оборудования с более короткими ножками позволяет изготавливать изделия практически любой конфигурации.
Таким образом, выполнение штамповки листового металла требует наличия не только специализированного оборудования, но и соответствующих навыков и знаний, поэтому реализовать такую технологию в домашних условиях достаточно сложно.