Что такое твист ствола и как его рассчитать.
Нарезы, дорнирование, металлы для производства стволов
 Что такое twist (твист или шаг нарезов)ствола и почему он важен?
Что такое twist (твист или шаг нарезов)ствола и почему он важен?
Как правильно рассчитать лучший твист / шаг нарезов
Угловая скорость пули
Способы нанесения профиля нарезов в канале ствола при его изготовлении
Дорнирование
Металлы для производства стволов
Про русское (советские) производство оружейных стволов
 Что такое twist (твист или шаг нарезов)ствола и почему он важен?
Что такое twist (твист или шаг нарезов)ствола и почему он важен?Что такое twist (твист или шаг нарезов) и почему он важен?
Нарезы ствола, как известно, служат для того, чтобы, получив от них вращательное движение (угловую скорость), пуля приобрела гироскопическую устойчивость в полете. Устойчивость выражается через расчет фактора гироскопической стабильности (ФГС) или статической стабильности.
Что такое твист ствола и как его рассчитать.
Нарезы, дорнирование, металлы для производства стволов
При этом следует понимать, что твист необязательно должен быть меньше или равен длине ствола. Например, во многих пистолетах твист ствола равен 20 дюймов (508 мм). При этом длина ствола пистолета значительно меньше. Это означает, что пуля заканчивает свой оборот вокруг оси уже за пределами среза ствола.
Опять же опуская математические модели, хотим привести основной вывод: угловая скорость пули снижается значительно медленнее, чем линейная. Это означает, что пуля снижает свою скорость полета быстрее, чем скорость вращения вокруг оси. Именно поэтому по мере удаления пули от ствола гироскопическая стабильность пули растет, но, с некоторого момента, резко падает. Поэтому кучность при увеличении дистанции может меняться нелинейно. То есть, определенная пуля может показывать хорошую кучность на коротких дистанциях и плохую на длинных. И наоборот.
Как правильно рассчитать лучший твист / шаг нарезов
шаг нарезов при заданной длине пули: T = (K * D2) / L
или
при уже заданном шаге нарезов длина пули: L = (K * D2) / T
Получаем приблизительно шаг нарезов 1:10,5 (10,54 дюймов на совершение полного оборота пули в стволе), что близко к используемому в винтовках калибра 30-06 шагу нарезов 1:10. Если диаметр пули и ее длину брать в метрической системе, т.е в миллиметрах, константа НЕ МЕНЯЕТСЯ. Таким образом:
(150 * 7,822) / 34,29 = 267,51 мм.
Выводы
Вывод 1: Главную роль в стабилизации пули в играет ее длина, а не вес.
Вывод 2: Более длинные пули для стабилизации требуют более быстрых нарезов (меньшего шага нарезов)
Вывод 3: Шаг нарезов в изготавливаемой винтовке выбирается по самой длинной (тяжелой) пуле, которая будет применяться в данном калибре.
Формула компании Sierra Bullets: T = 0,06 * V * D2 / L
Угловая скорость пули
Угловую скорость пули грубо можно оценить по формуле: w = V/(T * 0,0254),
Получаем:
935/(12 * 0,0254) = 3 067,5 об/сек.
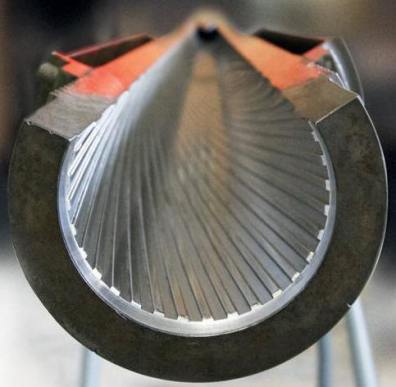
Способы нанесения профиля нарезов в канале ствола при его изготовлении
Есть несколько способов получения профиля нарезов в канале ствола. Все они имеют свои достоинства и недостатки. При изготовлении любого ствола есть несколько стандартных операций, сверление, оконтуривание, развертка канала, подготовка канала (полировка, лаппинг, хонингование), далее идет профилирование (это уже специализированная операция определяющая метод получения нарезов и свойства ствола) и финишные операции (как правило определяются технологией получения нарезов и традициями сложившимися у конкретного производителя) тут могут быть различные финишные полировки, термическая и термохимическая обработка и т.д.
Попробуем рассмотреть основные:
1. Ротационная ковка.
Достоинство: очень быстрый способ (около 3 минут на изготовление ствола), позволяющий получать стволы с внешней и внутренней геометрией (иногда даже куют вместе с патронником), с хорошей внутренней поверхностью и достаточной для большинства задач точностью. Суть метода: в канал ствола вводится оправка (есть разные названия, в России говорят «дорн», хотя «дорном» называют и другой инструмент о котором пойдет речь ниже) с обратным профилем нарезов, удары молотков станка сжимают металл, и внутреняя поверхность отпечатывается повторяя форму «оправки-дорна».
Способ характерен еще тем, что металл в процессе ковки уплотняется, что теоретически, а по утверждению некоторых уважаемых производителей и практически положительно влияет на ресурс. Например по заявлению FN herstal их стволы полученные ковкой дают ресурс в 20 тыс. выстрелов в М16 (кал.223Рем) против 6-8 тыс. выстрелов ресурса стволов фирмы Colt (полученных дорнированием).
К недостаткам можно отнести очень дорогое оборудование, станок GFM австрийского производства стоит несколько миллионов евро, высокие требования к хонингованию (и высокой стоимости хонинговальных станков) и общей подготовке ствола.
С точки зрения качества есть проблемы внутренних напряжений (так как идет ударное уплотнение материала), что негативно сказывается на стрельбе. Точность канала ствола при данном методе получается с допусками в сотые доли мм, что недостаточно для прецизионной стрельбы.
для снятия напряжений и упрочнения поверхностного слоя некоторые фирмы (например Блейзер) прибегают к нитроцементации. Среди фирм производящих стволы методом ротационной ковки можно выделить уже упомянутые FN herstal и входящие в группу FN herstal Браунинг и Винчестер, Блейзер, Зауэр и Маузер, ЧЗ, Сако, Ремингтон, Штеер Манлихер.
Дорнирование
Протягивание (или проталкивание) через канал ствола твердосплавной головки button- дорн. Головка имеет определенный профиль соответствующий калибру, количеству и шагу нарезов.
Метод позволяет получать стволы очень высокого качества, пару десятков лет назад именно дорнированные стволы доминировали во всех крупных соревнованиях по бенчресту, с ними были установлены десятки рекордов. Недостатком метода можно назвать сложность подбора термических режимов для попадания в «размер», а так же большое количество «ручных» операций. Метод применяют многие фирмы, из изместных Лотар Вальтер, Шилен, Харт. В заводских винтовках дорнированные стволы стоят у Везерби. Ролики о производстве винтовок Бергара Баррелс, ствольное производство организовано при участие Эда Шилена. На 17 секунде видно, как дорн формирует нарезы.
Получение профиля нарезов резанием, т.е. с изъятием металла из канала ствола наиболее древний способ, самые первые нарезные стволы получали именно так, в 20 веке в период гонки за производительностью этот метод в массовом производстве был заменен куда более высоко производительными способами таким как ротационная ковка и дорнирование.
Однако сам метод получения стволов резанием наиболее точный, позволяющий получать внутреннюю геометрию канала практически идеальной по размерам полей и нарезов.
До недавнего времени станки для нарезания канала использовались Pratt Whithney выпуска до второй мировой войны с ручными индексами и частичной автоматизацией, с 2005 года появились станки с ЧПУ позволившие улучшить точность обработки канала ствола и получить стволы непревзойденной точности. На сегодняшний день стволы полученные данным способом являются безусловными лидерами в соревнованиях по высокоточной стрельбе.
Ствол получаемый данным способом не нуждается в термической обработке и сразу готов к применению. Из известных фирм устанавливающих резанные стволы на свои винтовки можно упомянуть Accuracy International, Barrett, McMillan. Самые известные производители стволов методом резания: Шайлен, Кригер, Бартлейн, Бордер.
Редкие способы изготовления стволов
Фирма Беретта получает для своих пистолетов стволы именно протяжкой. Метод неприменим для большинства винтовочных калибров, так как получить необходимую жесткость инструмента при малых диаметрах невозможно.
2. Электрохимическое травление. Метод весьма распространен в России, таким способом получают стволы даже для малокалиберной артиллерии. Название метода по сути описывает и его технологию, через канал протягивают электрод с профилем нарезов и подают электрический ток, в месте «контакта» металл ствола вытравливается и получаются нарезы. Способ довольно точный, и быстрый. Применим не на всех сталях.
3. В Турции применяют способ сходный с ротационной ковкой, только вместо ударов молотков, применяют валки, которые сдавливают металл на оправку.
4. Я знаю примеры когда стволы получали электроэрозионным способом и даже литьем. Данные методы развития пока не получили.
Металлы для производства стволов
Стволы в основном делают из стали, это либо нержавеющая сталь, либо «черная» хром молибденовая.
разные стали по разному обрабатываются разными методами. Например нержавеющие стали хуже куются, но хорошо обрабатываются дорнированием или резанием. Нержавейку практически невозможно обработать электрохимическим травлением и т.д.
Некоторые нержавеющие стали очень плохо обрабатываются резанием, но прекрасно дорнируются. Поэтому выбор стали для конкретной технологии это очень важный и принципиальный момент.
К ствольной стали предъявляются высокие требования, это прежде всего плотность структуры, отсутствие неметаллических включений, полостей и микротрещин, напряжений. В США и Европе ствольные стали поставляются с заводов изготовителей с паспортами ультразвукового контроля и со снятыми в заводских условиях напряжениями. В США поставщики прилагают сертификат подтверждающий возможность использования данной стали в оружейной промышленности.
Твердость стали для разных способов обработки тоже различная, для дорнирования это 26-28 HRC, для резания 30-34HRC, для пистолетов и автоматов до 40-41.
Распространенные марки: нержавеющая сталь 416R (особенность данной стали повышенное содержание серы и отсутствие никеля), хроммолибденовая 4140, 32CrNiMo6 и др.
Покрытия стволов и упрочнение.
В СССР и РФ традиционно наносят хром, упрочняя поверхность и снижая трение, хромирование ухудшает точность геометрии канала ствола, но значительно повышает прочность. Применяются так же различные способы термохимического упрочнения, уже упомянутая нитроцементация, а так же карбонитрация и т.д. Позволяющие получить очень твердый поверхностный слой как снаружи так и внутри ствола.
Про русское (советские) производство оружейных стволов
У нас два способа получения нарезов, в основном резание, и вторично дорнирование. Резание у нас происходит на специализированных станках с ЧПУ, наличие ЧПУ позволяет очень точно контролировать параметры работы инструмента, а именно углы поворота, точность спирального угла шага нарезов, точность подъема инструмента при обработке. Все это делает возможным получение внутренней геометрии ствола очень высокой точности, с допусками в 1 микрон и в тысячные градуса по углам обработки.
Точность изготовления стволов напрямую транслируется в точность стрельбы. Мы выбирали данный способ как основной по причине того, что более точного способа получения ствола не существует.
В случае дорнирования цикл операций немного другой, и применяется другой инструмент даже на сходных операциях, например развертка канала ствола для дорнирования производится разверткой большего размера чем для резания, по другому проводится финишная полировка-лаппинг. Существенным отличием способов пр-ва является наличие в цепочке дорнирования продолжительного цикла термической обработки.
В качестве дополнения:
— Производство стволов по технологии холодного радиального обжатия;
— Производство стволов по технологии горячего радиального обжатия;
— Производство скрепленных стволов;
Материалами для производства стволов являются:
— углеродистые стали 50РА (перлитный класс) ОСТ 3-98-88 (стволы до 9мм с низкой скорострельностью до 600 выстрелов);
— хромоникельмолибденовованадиевые стали 30ХН2МФА ОСТ 3-98-88 (стволы до 23мм, скорострельность до 1500 выстрелов);
хромоникельмолибденовованадиевые стали ОХН3МФА ГОСТ В 5192-88 (стволы 30мм и более, скорострельность свыше 1500 выстрелов).
Лейнеры:
— сталь ЭП131;
— сталь ЭП720.
Урок 2. Твист (шаг нарезов)
За три года работы нам приходилось слышать множество умных и не очень вопросов, относительно оружейного дела. И вот наконец мы сделали для вас конспект из наиболее наболевших тем и популярных ошибок. Надеемся, вам будет полезно. Ждем ваши отзывы и пожелания в комментариях.
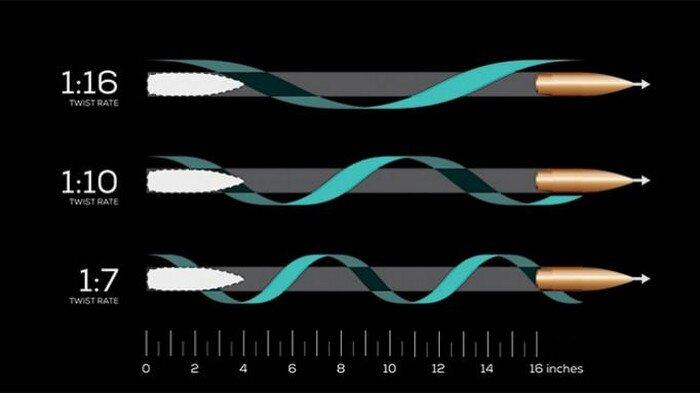
Длина участка канала ствола, на котором нарезы постоянной крутизны делают один полный оборот.
Выражается это расстояние в дюймах. Шаг 1:7 означает, что пуля делает полный оборот через 7 дюймов. То есть чем меньше число, тем круче нарез. Так же существует русская система измерения, в мм (1 дюйм = 25,4 мм).
Кучность боя ствола увеличивается с уменьшением шага нарезов и увеличением оборотов пули. Но до разумных пределов – при слишком крутых нарезах пуля будет срываться с них, и при слишком больших оборотах ее может разорвать центробежной силой.
Для пистолетных калибров рекомендуется использовать твист от 9 до 20 (от 225 до 500), однако конкретное значение твиста в данном случае не важно, так как стрельба ведется на близкие расстояния. Главное оказаться в этом промежутке. Так, например, наши мастера делают твист 240, то есть почти максимально возможной крутизны для пистолетных стволов.
Для автоматных и винтовочных стволов твист является одним из ключевых показателей, на выбор влияет длина, вес, плотность, диаметр и скорость пуль, которые вы будете использовать. Существует специальная формула Гринхила, по которой можно рассчитать оптимальный твист:
 T = шаг нарезов в дюймах
T = шаг нарезов в дюймах
K = константа Гринхила:
150 для нач. скорости пули от 457 до 853 м/сек
D = диаметр пули в дюймах
L = длина пули в дюймах
Для тех, кто не хочет заморачиваться, существует большое количество таблиц, предлагаемых заводами производителями стволов, где вы всегда можете посмотреть необходимые данные.
А здесь ссылка на специальный калькулятор, который в деталях рассчитает все необходимые коэффициенты: http://www.ada.ru/guns/ballistic/bc/bc_calculator.htm
Нарезы прогрессивной крутизны
Существуют стволы с нарезами прогрессивной крутизны, которые становятся круче к пульному выходу.
Преимущество нарезов постоянной крутизны состоит в простоте изготовления, недостаток – в неравномерности износа. Из-за изменяющегося давления в начале ствола износ намного больший, чем у пульного выхода.
Круче?… Ещё круче?

Первым человеком, предложившим математическую формулу, увязывающую скорость вращения с удлинением пули, был профессор математики Сэр Альфред Гринхил (Greenhill). Это случилось в 1879 г. В те годы определение скорости приборным способом представляло весьма непростую техническую задачу, поэтому формула, предложенная Гринхилом, устанавливала связь не с частотой вращения пули, а с крутизной шага нарезов. Выглядела формула Гринхила так:
Длина шага нарезов (в калибрах) = 150 /длина пули (в калибрах).
При меньшей длине шага нарезов пуля такого удлинения будет стабилизирована, при большей – нет.
Для достижения стабилизации пули заданного удлинения необходимо обеспечить ей определённую частоту вращений. Добиться этого можно двумя путями:
Для пулемёта сверх стабилизированная пуля, конечно, не беда. Дал очередь «трассером», сделал поправочку – и вперёд! А вот для снайперской работы, как и для охоты, такой подход явно не годится.
Попытка стабилизировать пулю за счёт придания ей высокой начальной скорости кажется на первый взгляд изящнее, поскольку позволяет добиться желаемого без потери кучности, однако пуля, как уже было сказано, теряет линейную скорость быстрее, чем угловую. В результате стабилизированная за счёт высокой скорости пуля, дающая хирургическую точность, скажем на 500 м, на 800 может попросту потерять стабильность. Любое, даже незначительное препятствие отразится на её полёте ещё более фатально.
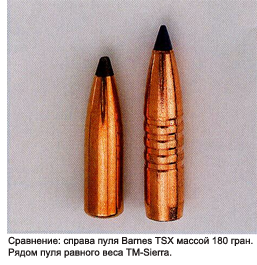
 Длина шага нарезов, необходимых для стабилизации этих
Длина шага нарезов, необходимых для стабилизации этих
столь различных пуль, может отличаться в несколько (!) раз
Итак, чего хотят военные от серийной штурмовой винтовки?
Приоритет – безусловная стабилизация широкого ассортимента пуль различного назначения, удлинения и массы при любых климатических условиях, с сохранением максимальной стабильности при попадании в цель или препятствие, возможно, ценой некоторого ухудшения кучности.
Рецепт – уменьшить длину шага нарезов.
Чего хотят целевые стрелки?
Приоритет – максимальная кучность боя, зачастую на единственной дистанции, при практически единственном типе пули, обычно среднего веса. Действие по цели не принципиально.
Рецепт – увеличение длины шага нарезов, при возможно более высокой начальной скорости
Чего хотят охотники?
Приоритет – возможность использовать максимальный ассортимент пуль. Точность боя – возможны компромиссы. Дальние дистанции (более 300 м) – почти не принципиально.
ТВИСТ (ШАГ НАРЕЗОВ)
ТВИСТ (ШАГ НАРЕЗОВ)
За три года работы нам приходилось слышать множество умных и не очень вопросов, относительно оружейного дела. И вот наконец мы сделали для вас конспект из наиболее наболевших тем и популярных ошибок. Надеемся, вам будет полезно. Ждем ваши отзывы и пожелания в комментариях.
Длина участка канала ствола, на котором нарезы постоянной крутизны делают один полный оборот.
Выражается это расстояние в дюймах. Шаг 1:7 означает, что пуля делает полный оборот через 7 дюймов. То есть чем меньше число, тем круче нарез. Так же существует русская система измерения, в мм (1 дюйм = 25,4 мм).
Кучность боя ствола увеличивается с уменьшением шага нарезов и увеличением оборотов пули. Но до разумных пределов – при слишком крутых нарезах пуля будет срываться с них, и при слишком больших оборотах ее может разорвать центробежной силой.
Для пистолетных калибров рекомендуется использовать твист от 9 до 20 (от 225 до 500), однако конкретное значение твиста в данном случае не важно, так как стрельба ведется на близкие расстояния. Главное оказаться в этом промежутке. Так, например, наши мастера делают твист 240, то есть почти максимально возможной крутизны для пистолетных стволов.
Для автоматных и винтовочных стволов твист является одним из ключевых показателей, на выбор влияет длина, вес, плотность, диаметр и скорость пуль, которые вы будете использовать. Существует специальная формула Гринхила, по которой можно рассчитать оптимальный твист:
T = шаг нарезов в дюймах
K = константа Гринхила:
150 для нач. скорости пули от 457 до 853 м/сек
D = диаметр пули в дюймах
L = длина пули в дюймах
Для тех, кто не хочет заморачиваться, существует большое количество таблиц, предлагаемых заводами производителями стволов, где вы всегда можете посмотреть необходимые данные.
А здесь ссылка на специальный калькулятор, который в деталях рассчитает все необходимые коэффициенты: http://www.ada.ru/guns/ballistic/bc/bc_calculator.htm
Нарезы прогрессивной крутизны
Существуют стволы с нарезами прогрессивной крутизны, которые становятся круче к пульному выходу.
Преимущество нарезов постоянной крутизны состоит в простоте изготовления, недостаток – в неравномерности износа. Из-за изменяющегося давления в начале ствола износ намного больший, чем у пульного выхода.
Для точности
На точность винтовки влияет много факторов. При этом центральное значение приходится на шаг нарезов. Он определяет, какой пулей можно точно выстрелить из данного ствола. Кто хочет осуществлять точную стрельбу из винтовки, должен знать об этой взаимосвязи.
Нарезы и поля канала ствола, вьющиеся в виде винтовой линии, имеют задачу придать пуле вращение вокруг ее продольной оси (ротацию). Вращательное движение необходимо, чтобы обеспечить пуле при ее полете стабилизацию относительно продольной оси и, благодаря этому, воспрепятствовать опрокидыванию. Поперечное сечение канала ствола и шаг нарезов должны быть согласованы с применяемой пулей и ее скоростью, иначе с точностью ничего не получится.
Чем тяжелее, тем короче
Значение вращательного движения
Угол подъема нарезов представляет собой угол, под которым нарез наклонен относительно продольной оси ствола. Поля и нарезы идут или направо, или налево. Следовательно, говорят о правых или левых нарезах.
Выбор правых или левых нарезов важен в том отношении, что пуля, стабилизируемая вращением, отклоняется в соответствующую сторону, при правых нарезах вправо, а при левых нарезах влево. Все же на практике на охотничьих дистанциях, а также на большинстве дальностей спортивной стрельбы этот эффект не играет никакой значительной роли, и поэтому в практическом отношении им вполне можно пренебречь.
 Однако к этому добавляются еще другие неприятности. Так, многие пули имеют внутренний дисбаланс, который приводит к появлению угла вылета. Таким образом, чем больше положение центра тяжести, обусловленное реальной формой пули, отличается от его теоретического положения, тем хуже для точности. С другой стороны, угол вылета имеет прямое влияние на движение пули. В этом случае можно поразмыслить о том, что при большем шаге нарезов отклонение центра тяжести от продольной оси пули создает меньший угол вылета, чем при малом шаге нарезов.
Однако к этому добавляются еще другие неприятности. Так, многие пули имеют внутренний дисбаланс, который приводит к появлению угла вылета. Таким образом, чем больше положение центра тяжести, обусловленное реальной формой пули, отличается от его теоретического положения, тем хуже для точности. С другой стороны, угол вылета имеет прямое влияние на движение пули. В этом случае можно поразмыслить о том, что при большем шаге нарезов отклонение центра тяжести от продольной оси пули создает меньший угол вылета, чем при малом шаге нарезов.
Другим фактором, влияющим на траекторию пули, является ветер. Поэтому при выборе пули нужно обращать внимание на пулю с возможно меньшей ветровой чувствительностью. К тому же самую решающую роль играют поперечная нагрузка и форма пули. В конечном счете, это определяет именно те параметры пуль для высокоточной стрельбы, которые выпускают ведущие производители. Для охотничьих пуль добавляется действие по цели, что приводит к уходу от требования исключительно точности и поиску компромиссного решения.
Точности способствует как можно больший шаг нарезов
Накопившиеся констатации практически означают, что выбранный шаг нареза должен придавать пуле минимальную стабилизацию после выстрела. Если встают на сторону надежности, как это воспринимается упрощенно, и выбирают «перестабилизацию», то она тоже имеет негативное влияние на точность, хотя не такое сильное, как «недостабилизация». Наконец, уменьшенный шаг нарезов способствует значительно большим «силовым затратам» во время перемещения пули по стволу, чем при более длинном шаге нарезов. С другой стороны, это вызывает большие «возмущения» в материале ствола и приводит к уже ощутимым колебаниям ствола, которые обуславливают увеличение угла вылета. Если предполагать, что от выстрела к выстрелу угол вылета сохраняет одинаковую величину и направление, то его влияние на точность было бы несущественным. Практически это все же не так, поэтому увеличенный угол вылета оказывает негативное влияние на точность. Для определенной пули с позиции точности из-за описанных выше предпосылок выбирают наибольший шаг нарезов, который еще достаточно стабилизирует пулю. С точки зрения чувствительности к препятствиям для охотничьих патронов рационально пойти на несколько более высокую стабилизацию пули, как на оправданный практикой компромисс. Скорость пули тоже играет роль. Так почему столько затрат? Не было бы рациональнее для каждого калибра назначить шаг нарезов и массу пули, то есть, таким образом, длину пули? Против этого выступает сразу большое число факторов. Разные пули по-разному ведут себя при попадании в цель. Устройство пули и материал пули неизбежно обусловливают различную геометрию пули. Подумайте только о различных плотностях классических оболочечных пуль со свинцовым сердечником и пуль, не содержащих свинца, в основном состоящих из медных сплавов. Кроме того, различные виды дичи тоже требуют пуль разной массы, если вспомнить о требуемой глубине внедрения.
Различные дистанции стрельбы также служат причиной разнообразия масс пуль и форм пуль, как и требуемых скоростей пуль. Последние тоже играют роль при определении идеального шага нарезов, наряду с длиной пули и зависящей от нее массы пули.
На практике помогают таблицы
Популярный калибр и правильный шаг нареза