Привалочные поверхности

Привалочные поверхности под съемные детали следует выполнять плоскими. Следует избегать крепления на цилиндрической поверхности (рис. 327, а). Изготовление таких соединений очень трудоемко. Привалочная поверхность отъемной детали должна быть обработана в приспособлении, обеспечивающем равенство диаметров привалочных поверхностей детали и корпуса. Равномерная затяжка болтов, расположенных под углом, затруднительна. Правильная конструкция с плоской привалочной поверхностью показана на рис. 327, б.
При креплении на поверхностях, расположенных под углом, требуется точно выдержать равенство углов привалочных поверхностей детали и корпуса, чтобы исключить деформацию детали при затяжке (рис. 327, в). Крепежные болты необходимо затягивать попеременно и каждый раз на небольшую величину, чтобы обеспечить плотное прилегание детали к обеим привалочным поверхностям. Предпочтительнее конструкция с плоским креплением (рис. 327, г).

Правило крепления по плоскости имеет особое значение для герметичных соединений. На уплотняющих поверхностях не должно быть ступенек, внутренних и наружных углов. Недопустима подгонка по криволинейным поверхностям. В конструкции (д) крышки, закрывающей угловую полость, допущены две ошибки. Во-первых, невозможно уплотнить торцовые стенки полости на входящем углу α, во-вторых, нельзя правильно затянуть крышку (затяжка одного ряда болтов мешает затяжке другого ряда). Вторая из этих ошибок устранена в конструкции (е), где крышка притянута одним рядом диагональных болтов. Такой способ нередко применяют для крепления щитков над полостями, не нуждающимися в герметичности, или для закрытия сквозных туннелей. Если требуется герметичность, то единственно правильным решением является сопряжение крышки по плоской поверхности (рис 327, ж).
Ошибочна конструкция крышки, закрывающей люк на углу сварного корпуса из листовой стали (рис. 327, з). Обеспечить плотную затяжку по криволинейной поверхности даже при наличии толстой прокладки практически невозможно. В правильной конструкции (и) люк усилен рамкой, образующей плоскую уплотнительную поверхность.
Большая Энциклопедия Нефти и Газа
Привалочная поверхность
Привалочные поверхности под съемные детали следует выполнять плоскими. Изготовление таких соединений очень трудоемко. Привалочная поверхность отъемной детали должна быть обработана в приспособлении, обеспечивающем равенство диаметров привалочных поверхностей детали и корпуса. Равномерная затяжка болтов, расположенных под углом, затруднительна. [2]
Привалочные поверхности под съемные детали, как общее правило, следует выполнять плоскими. Изготовление таких соединений очень трудоемко. Привалочная поверхность отъемной детали должна быть обработана в приспособлении, обеспечивающем равенство диаметров прива-лочных поверхностей детали и корпуса. Равномерная затяжка болтов, расположенных под углом, затруднительна. [4]
Привалочные поверхности корпусных узлов не должны иметь забоин, трещин, раковин и задиров. Мелкие риски, забоины, вмятины на плоскостях привалки разъемов устраняют зачисткой, шабровкой или опиловкой. Крупные дефекты на стальных деталях устраняют наплавкой электросваркой с последующей обработкой этих поверхностей. [5]
Привалочная поверхность шкворня должна плотно соприкасаться с поверхностью настильного листа. [7]
Привалочная поверхность корпуса 2 должна быть обработана строго параллельно оси малого колеса. Тем не менее точность установки нарушается при затяжке прокладки на стыке. Другим дефектом является затрудненный доступ к колесам. Осевое их положение можно отрегулировать только по краске с несколькими повторными пробами, каждый раз с демонтажем большого колеса. Точность регулировки нарушается при переборках в результате неодинаковой затяжки прокладки. [9]
Привалочные поверхности сопрягаемых элементов должны прилегать друг к другу всей плоскостью, чтобы между ними не было зазора. В противном случае опорные плиты должны быть дополнительно проверены на перпендикулярность или параллельность осям стоек, а имеющиеся отклонения выправлены. При несовпадении отверстий привалочных плит дефект должен быть исправлен заваркой негодных и сверлением новых отверстий в пределах допусков на отклонение межцентровых расстояний. [12]
Привалочные поверхности смотровых крышек над отопительными каналами, а также крышек и рам загрузочных люков покрывают солидолом, чтобы уменьшить коррозию этих поверхностей в процессе сушки и разогрева печей. [14]
Привалочные поверхности внутренних корпусов двухкорпусных насосов шабрятся и проверяются по краске. [15]
Дефектуем головку блока цилиндров
Чтобы вам не пришлось ремонтировать, будь то тапочки или атомный крейсер, надо для начала определить какие параметры ремонтируемого объекта вышли за нормы, установить возможность восстановления данных параметров и составить план ремонта. Головка блока цилиндров в этом плане ничем принципиально не отличается. Без правильной дефектовки и определения правильной последовательности выполнения работ по ремонту ГБЦ, говорить о качественном и экономически разумном ремонте просто смешно.
Итак, что будем рассматривать:
— необходимость обработки плоскости ГБЦ;
— состояние направляющей втулки клапана и необходимость её замены;
— состояние клапана и возможность его восстановления;
— состояние рабочих фасок седла клапана и возможность их обработки;
— состояние сальников клапанов и необходимость их замены;
Привалочная плоскость головки блока цилиндров.
Для диагностики привалочной плоскости головки блока цилиндров необходимы следующие инструменты: лекальная линейка необходимой длинны, набор щупов, штангенциркуль или рейсмус высотомер с точностью до 0,05 мм и технические данные по проверяемой головке с допустимой величиной зазора и допустимой остаточной высотой.
До измерения прогиба головки, на помытой и очищенной от нагара и остатков прокладки головки, выявляем видимые на глаз проблемы. Такими могут являться механические повреждения, коррозия материала головки, раковины возникшие в местах прогара прокладки ГБЦ. Определяем возможность обработки по внешним видимым признакам, возможно головка требует наплавки поврежденных мест либо других восстановительных мероприятий. Особое внимание уделяется местам уплотнения прокладки вокруг цилиндра, уплотнения водяной рубашки и масляных каналов. Если при таком осмотре дефектов определяющих объем работ не установлено, переходим к проверке плоскости головки на прогиб инструментальным способом.
Проверка проводится на агрегате имеющем комнатную температуру (если проводилась опрессовка, головка должна остыть!). Прикладываем линейку сначала в двух — трех местах по длине головки, а затем по двум диагоналям пытаясь засунуть под нее щуп. Начинать надо с самого тонкого щупа, обычно это 0,05 мм. Если он не проходит под линейку ни в каких местах, необходимости шлифовки плоскости нет. Чем чаще ваши попытки вставить щуп под линейку, тем выше вероятность найти вогнутое место. Величину допустимого прогиба надо искать в ремонтных пособиях или рекомендациях производителей. С учетом собственного опыта могу сказать, что прогиб 0,01мм на 100мм длины допускают практически все автомобильные производители.
Еще один важный момент, если обработка плоскости производится методом мокрой шлифовки, то можно такую работу рекомендовать без проверки головки на плоскость. Этот метод позволяет снять с головки ровно столько, сколько необходимо. Если обработка производится методом резания (фрезеровка), такую обработку без необходимости лучше не делать, так как при таком способе снимается гораздо больший слой материала и сокращается количество последующих шлифовок.
Кроме того существует еще один немаловажный фактор, остаточная высота ГБЦ. Проводим измерения высоты головки с помощью штангенциркуля или рейсмуса и сравниваем с техническими данными. Здесь можно отталкиваться только от рекомендаций производителя и пожеланий моториста. Часто «умные» заказчики вычитывают в рекомендациях производителей, что обработка плоскости головки данной модели не допускается. Рекомендую задуматься таким умникам, как она будет ездить кривая.
В любом случае окончательное решение по всем обработкам деталей двигателей за заказчиком.
Направляющая втулка клапана.
Для диагностики направляющих втулок нам необходимы следующие инструменты: нутромер с диапазоном 5 – 12 мм, индикаторная стойка, индикатор часового типа с точностью шкалы 0,01 мм.
Диагностика направляющей втулки клапана, вещь вроде бы обыкновенная, однако вы мало найдете людей, которые вам толково смогут объяснить, почему необходимо менять втулку. Обычно это происходит так: слесарь вставляет клапан в направляющую втулку, начинает шатать клапан, и выдает: «Смотри! – Болтается!». А как же в этом случае тепловой зазор между клапаном и втулкой? Клапан не может не болтаться, иначе он заклинит! Мерительные инструменты для таких измерений не очень удобны, во первых, измерять много мелких отверстий нутромером это долго, а во вторых учитывая неравномерный износ втулки, точность таких измерений не высокая.
Начинаем как обычно с внешнего осмотра, смотрим на ножку клапана: если на ней существуют задиры, потянутости – направляющую втулку клапана надо однозначно менять. Если на рабочей части ножки клапана нагар, надо смотреть какой и сколько. Он обычно возникает на клапане со стороны цилиндра, особенно на выпускных клапанах. Величина нагара до 20 мм по рабочей части ножки клапана ни о чем не говорит, 20-30 мм надо мерять втулку, более 30 мм направляющая втулка изношена и газы забивают в повышенный зазор между клапаном и направляющей. Если по внешним признакам принять решение о замене направляющей не удалось, переходим к измерениям. Как я уже говорил, можно измерять износ втулки с помощью нутромера, но мы с вами рассмотрим другой способ измерений более удобный для применения на практике. Мы будем измерять люфт клапана в направляющей втулке с помощью индикатора, и вычислять зазор между клапаном и втулкой.
Зазор=(Люфт*Длина направляющей)/(2*Длина клапана)
То есть, величина зазора равна величине люфта клапана, умноженной на длину направляющей и деленной на две длинны клапана. Дальше осталось полученный зазор сравнить с ремонтными допусками и принять решение о необходимости замены направляющей.
В дальнейшем можно наоборот вычислить допустимый для этой модели люфт кпанапа:
Люфт=(Зазор*2*Длину клапана)/(Длину направляющей)
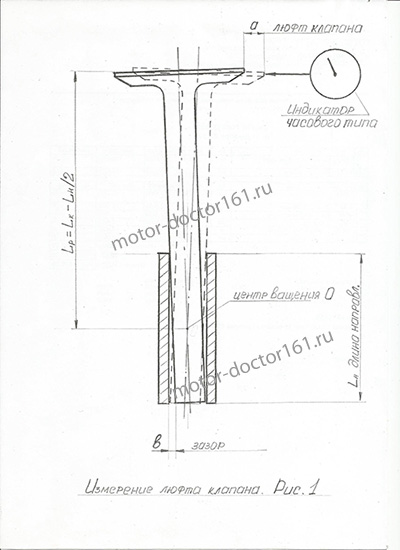 Измерение люфта клапана
Измерение люфта клапана
Если направляющие втулки имеют газовый карман, следует учитывать только фактически работающую длину втулки. Также при отработке подобных измерений, на начальных этапах следует контролировать расчетные величины с помощью нутромера.
Клапан.
Для диагностики клапанов нам необходим микрометр с диапазоном 0-25 мм, устройство для проверки клапана на биение с индикатором или станок для шлифовки клапанов.
И так как обычно внешний осмотр, смотрим на ножку клапана: если на ней существуют задиры, потянутости, заметная на глаз, или на ощупь выработка – клапан подлежит замене. Также подлежат замене клапана с большой выработкой либо глубокими раковинами тарелки. Далее клапана с ровными гладкими ножками необходимо проверить на биение. Для этого существуют различные приспособления, одно из них изображено на фото ниже. Клапан прижимается к неподвижной станине, его торец ставиться в упор, лапка индикатора прижимается к тарелке клапана. Далее вращая клапан, смотрим биение шляпки относительно оси вращения, если оно более 0.05 мм — клапан бракуем, меньше — подлежит шлифовке.
 Проверка клапана на биение
Проверка клапана на биение  Проверка клапана
Проверка клапана
Другой вариант проверки клапана на биение – установить его на шлифовальный станок, и сделать касание шлифовальным камнем. Если клапан достаточно ровный, вы услышите звук равномерной обработки. Если вы услышите чиркание клапана об камень – клапан непригоден.
 Проверка клапана второй вариант
Проверка клапана второй вариант
Седло клапана.
Для диагностики состояния седла клапана понадобиться измерительная планка с индикатором часового типа или микрометрисеский глубиномер, на мой взгляд планка с индикатором гораздо удобнее. Для грубой проверки подойдет даже штангенциркуль с глубиномером.
Диагностика седла клапана сводится в большинстве случаев к выбору: менять седло или обработать фаску существующего седла. Случай: « с седлом делать ничего не надо» не рассматриваю, если принесли головку на дефектовку – значит что то делать необходимо. Навряд ли вам принесут новую головку в ремонт, или головку снятую с нового двигателя.
Итак – дефектовка седла! Определяем по внешним признакам общую пригодность седла клапана. Трещины, неровности на седле, глубокие раковины, следы ударов от попадания посторонних предметов а также черезмерно изношенная рабочая фаска седла клапана говорит о необходимости замены седла.
Сальники клапанов.
Сальник клапана надо менять при любой ревизии головки блока цилиндров! И всеже укажу признаки износа сальников клапанов при которых их нельзя оставить даже в самом крайнем случае. Разрывы сальников, затвердевание резиновой обоймы сальника, сползание сальника с направляющей втулки клапана и перекосы сальника на посадочном месте. Также в случае замены направляющей втулки клапана однозначно устанавливается новый сальник клапана.
В следующей статье рассмотрим с вами правильную последовательность работ при ремонте головки блока цилиндров.
Маховик придуманный дьяволом, ремонт маховика, замена диска сцепления.

Как известно наши машинки на механической коробке передач страдают одним древне-японским проклятьем — двухмассовым маховиком.
Мой X-trail в был приобретён в 2018г с пробегом 300тыс.км., и с небольшим стуком между коробкой передач и двигателем.
В итоге, этот стучек вылился в несколько-кратное снятие коробки передач, кучу потерянного времени, и отмененных поездок.
итак, имеем Хитрилу 2005г.
2.5 литра qr25
МКПП 5ст
300тыс.км
— дикие вибрации в салоне до 1500 оборотов;
— вибрации при разгоне, похожие на левый шрус (но это не он);
— жрёт сцепление за 10тыс.км;
— запах жженного сцепления, всегда;
— через 5тыс.км нового сцепления, при трогании оно начинает выть как корабельный сапун, или как пустое эмалированное ведро, в которое положили 10 гаек и начали трясти так, что аж рядом идущие люди разбегаются в стороны, или морщатся как-будто съели лемон…
-но это не основной признак выхода из строя двух масс, это признак отсутствия плоскопараллейности привалочных поверхностей между маховиком и корзиной.
В сервисе на это всё смотрят и говорят: «Да ты сцепление г…но покупаешь!», и побыстрей-быстрей снять машину с подъёмника. Ведь, чем дольше машина стоит на подъёмнике, тем меньше зарабатывает СТО.
В итоге, как говорится, хочешь сделать хорошо, сделай сам.
Снял коробку, и обалдел:
во-время успел доехать до гаража, и приступить к самостоятельному ремонту.
Быстрый износ сцепления с постоянным его подгоранием, случился в следствии конического износа маховика и корзины

естественно, сам диск вставал там криво-косо, начинал выть от изнеможения, и ломался… Неужели сервисмены этого не видели.
Нужно было просто приложить линейку и объективно увидеть, что ей давно конец.

массы смещаются относительно друг друга не сильно, но где-то миллиметров на 10… это достаточно что бы создавать вибрацию, но не достаточно чтобы грохотать.
Принимаю решение снимать древнеяпонское проклятие, делать маховик одномассовым и ставить демпферный диск сцепления.
Собрав информацию в интернете, пришел к выводу, что можно поступить следующими способами:
— Купить новый маховик, 60 тыс. руб
естественно нет.
— стянуть болтами;
— сварить.
Как стянуть болтами в сети много подробной информации (большой респект авторам), но у метода есть свои недостатки:
Во-первых, на 2.5 литра 2005г. маховик не имеет места, где можно разместить болты.
Во-вторых, всё-таки болты — вносят значимый дисбаланс!
И в-третьих, болтами сложнее выставить плоскость и параллейность привалочной поверхности к плоскости выхода коленвала, и потом сложнее проточить, болты будут мешаться и вносить еще больший дисбаланс…
В моем случае надо было обязательно протачивать привалочную поверхность маховика, поэтому вариант с болтами отпал как сам по себе невозможный.
Поэтому перешел ко второму варианту:
Сварка маховика.
Возможна, но при условии использования правильной технологии:
-Спецэлектроды по чугуну;
-Предварительный нагрев;
-Правильное остывание;
-Сварщик, который варит не только заборы;
-После сварки обязательно всё протачивается и балансируется.
Сложив все варианты, решил, что надо варить, точить, и балансировать.
Здесь еще нужно отметить, что в сети имеется много разномастной информации, что маховик должен балансироваться вместе с коленвалом (нет). Здесь японцы не дураки, и себе лишней работы не делали. В процессе производства должна быть обеспечена возможность модульной замены запчастей, и количественной сборки авто на конвейере, поэтому в нашем случае, на не высокофорсированном двигателе, который крутится аж до 4000об.мин. достаточно хорошей балансировки маховика.
Все понятые мной итерации процесса восстановления маховика возможно выполнить самостоятельно, есть и где проточить, есть и чем сварить, и в интернете много роликов как отбалансировать. Но, опять сложив все плюсы и минусы, пришел к выводу что нужно найти спецов, которые занимаются этим постоянно узконаправленно.
В Иркутске была найдена известная фирма, которая занимается восстановлением карданных валов.
Переделка двухмассового маховика в одномассовый была озвучена стоимостью в 12 000 руб! (!).
Не хило так, за 9 см сварного шва, проточку диаметра 30см, балансировку…»э-э-э-мм»…
Поехал к ним, разговаривать предметно, «Что такая цена-то»?
Ребята обещают за эти деньги следующий состав работ:
-разобрать полностью маховик;
-выкинуть его содержимое (пружины, упоры, направляющие), которые помешают дальнейшему балансу;
-выточить специальный фланец, установив его во внутрь маховика, чтобы после проточки он не потерял в высоте;
-сварить, всё отцентровав;
-проточить;
-отбалансировать:
и, дополнительно сказали, что делали раньше такие маховики на болты, но к сожалению болты не держат.
Цена кусается, ну что делать, предложение многообещающее, самому это всё сделать возможно, но есть шанс запороть деталь, и будет еще хуже.
Работы заняли у них 3 рабочих дня.
Поехал принимать маховик, как никогда ничего в жизни не принимал.
Действительно, они сделали всё что обещали.
Разобрали. Визуально видно, что внутри маховика появились какие-то полости, в которых стояли пружины, которые они выкинули.
Появился небольшой фланец между массами, он вварен, о добавляет высоту маховика.
Сварили чугун по краям в 3 местах, где у нашего маховика имеются небольшие выступы, три шва где-то по 6 см.
Проточили,
проточка выполнялись на горизонтальном фрезерном станке, видны следы от прохождения фразы, теперь появилась плоская плоскость привалочной поверхности маховика…
Появился баланс в виде приваренного кусочка железки 30*25*2мм на боковой части маховика.
И только сейчас, я обнаружил, что обалдев от невиданной радости, я не сделал ни одной фотографии готового маховика…
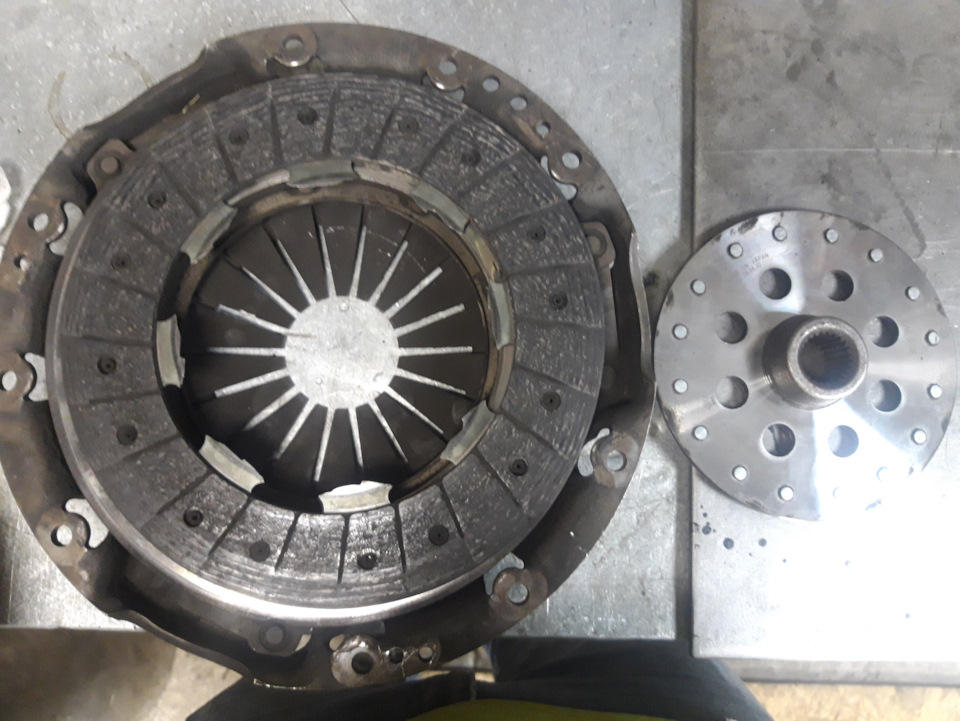
Далее, чтоб все нормально работало, надо перенести демпфер с маховика, на диск сцепления.
Был куплен демпферный диск сцепления

Новый диск сцепления от двигателя nissan td27 240*24T (240 мм на 160 мм на 24 зуба). Этот диск вошёл в корзину как родной, ничего допиливать и протачивать не нужно.
Начал сборку, прикрутил маховик 110н*м к валу. Дальше всё собрал как разбирал, особых проблем не возникло.
и вот, первый, долгожданный запуск двигателя…
Раньше колотило так, что аж нижняя челюсть болталась. Теперь всё ровно, как в Иномарке! так что смело балансируйте маховик отдельно от коленвала, сваривайте в нем массы, и ставьте к себе в машины, ничего страшного в этом нет, всё будет хорошо.
Разгоняется теперь тоже как самолет, ровно, как по солёным озёрам, не вибрируя…
Единственное, если есть возможность, найдите диск потолще (!) на этом диске (производитель naist, без артикула производителя), на новой корзине nsc620 (exedy) педаль сцепления схватывает где-то от половины… Исправил регулировкой хода педали сцепления (болтик на 12 над педалью) в положение, что схватывает практически снизу, но вот болт пришлось выкрутить аж полностью, и законтрить на самом кончике. Срабатывает сцепление хоть и от половины, но жёстко, как надо.
Диск от двигателя td27 феродо 160мм на 240мм, 24 зуба, производитель Naist — 2000 руб.
Корзина Exedy nsc620 привалочная поверхность тоже 160мм на 240мм — 7 500 руб.
Ретрофит маховика — 12 000 руб
масла и прочие расходники не считал.
Описанные мною запчасти справедливы для qr25de, 2005г. T30.
такие дела. Первый мой пост, не судите строго, всем добра, мира, хорошего настрения, счастья, здоровья, и ровных маховиков!
Проточка привалочной плоскости головки блока

Здравствуйте все.
Случилась у меня проблема, начала подниматься температура двигателя выше 90, на горячую при запуске сильно дымил и троил двигатель. Не долго думая скинул головку блока, увидел такую картину.

Видно что пробило кольцо на 4м цилиндре, кроме этого видны прогары между цилиндрами…в общем прокладка просто убилась)
Привалочная поверхность ГБЦ вот в таком виде.

С блоком после очистки вроде всё нормально, трещин нет, поверхность ровная, жидкость кольца держат…даже есть хон, но это к делу не относится.


Теперь вопрос к тем кто уже сталкивался! Почему происходят пробои? У соседа тоже шевинива, говорит что менял прокладку на своей раза 3 уже. Это что, болезнь?) Что делать, может какие то нюансы есть? А ещё где в Питере фрезеровку ГБЦ сделать хорошо и качественно, именно на станке а не на плите? Я думаю что если пробило то фрезеровать в любом случае ну и конечно новые болты ГБЦ. Делал замеры металл линейкой во всех плоскостях, вроде как больших просветов нет…
Ещё вопрос по масляной магистрали, когда снял она была в таком состоянии… Старый хозяин менял гидрокомпенсаторы. Наверное это случилось благодаря перетяжки или может по другой причине?

Кто может что то высказать по данному вопросу заранее спасибо!