Сверление глубоких отверстий
Глубокие отверстия — это углубления в детали более 10 см. Их высверливают в:

Уровень сложности сверления отверстий пропорционален увеличению их глубины. Ее определяют по соотношению L/Dо, где L — длина, Do — диаметр отверстия. При помощи стандартных инструментов и обычных способов становится возможным сверление неглубоких отверстий — до L/Dо = 5. В случае превышения этого показателя речь идет о создании глубокого отверстия. Для реализации этой задачи используется специализированное оборудование и способы сверления глубоких отверстий:
Независимо от выбранного способа сверления важно организовать подачу смазочных жидкостей для охлаждения детали и сверла. Также это позволяет уменьшить силу трения, обеспечить естественный отвод излишков тепла, в результате чего отмечается эффективное устранение стружки. Чтобы глубокое сверление происходило максимально качественно, следует правильно определиться со скоростью резанья и вращения сверлильной части.
Разновидности сверления глубоких отверстий
Сверление отверстий классифицируется по нескольким параметрам. С учетом схемы высверливаемой стружки этот процесс подразделяют на:
Можно создавать различные глубокие отверстия несколькими способами резания:
Кроме перечисленных разновидностей, также выделяют сверление глубоких отверстий в зависимости от уровня автоматизации процесса — один или несколько параметров режима могут изменяться автоматически (к примеру, регулировка скорости вращения или подача смазочного материала во время сверления).
Особенности сверления глубоких отверстий
Глубокое сверление окажется эффективным, если следовать основным принципам:

Для подачи масла используют устройства, перекачивающие вязкие вещества. При выборе мощности системы для глубокого сверления учитывают предстоящий расход жидкости и необходимую величину давления для эффективной подачи смазывающего средства.
Разновидности инструментов, используемых для глубокого сверления
Сверление чистых, точных и прямолинейных отверстий происходит с использованием специальных инструментов, которые подразделяются на несколько видов.
Пушечные
Режущая часть, стебель и хвостик таких изделий производятся из нескольких видов металла. Такие сверла оснащены полукруглым стержнем, на торце которого создается перпендикулярно оси режущая кромка. Пушечные инструменты используют, когда нужно создать отверстия в металле, тяжело поддающемся обработке.
Ружейные
Представляют собой однорезцовые режущие инструменты для создания глубоких отверстий малого/большого диаметра. За счет ружейной установки удается лучше направить режущую часть. В отличие от предыдущего типа сверл эта модель оснащена внутренним каналом для подвода СОЖ и прямой канавкой, позволяющей удобно выводить стружку с жидкостью.
Перовые
Материалом изготовления служит пруток, который путем ковки или фрезерования преобразуют в пластину. Ее затачивают, образуя пару главных и пару вспомогательных кромок. Перовые сверла отличаются простой конструкцией. Их можно легко изготовить нужного диаметра, длины. Такие инструменты применяют для шпиндельного глубокого сверления. Их главным недостатком считают сложное выведение стружки, а также склонность к вибрациям во время сверления, что связано с недостаточной жесткостью режущей части.
Спиральные с подводом СОЖ
Стандартные инструменты с удлиненной рабочей частью, оснащенной круглыми отверстиями. Изготовленные на базе проката с винтовыми отверстиями или заготовок, подготовленных путем радикальной ковки. Они подходят для сверления больших партий изделий, характеризуются высоким расходом твердого сплава и максимальной производительностью (в 8 раз больше в сравнении с ружейными).
Заказать сверление глубоких отверстий предлагает завод «ЧЗМК». Мы выполним любой объем работы в сжатые сроки. У нас всегда в наличии популярные марки металла для обработки.
Несколько слов о глубоком сверлении
Этой небольшой заметкой мы хотели бы начать разговор о глубоком сверлении. Операция глубокого сверления является одной из наиболее сложных с точки зрения людей, не сталкивающихся с ней повседневно, и у некоторых вызывает даже некоторый страх. Мы попробуем показать, что при правильном подборе инструмента, оборудования и условий обработки глубокое сверление не так сложно, как кажется.
 По общепринятой терминологии «глубокими» считаются отверстия глубиной больше 10xD, где D— диаметр отверстия. Упоминание о глубоком сверлении традиционно ассоциируется с необходимостью использования специализированного инструмента сверл для глубокого сверления (однолезвийных пушечных или эжекторных). Тем не менее, это не совсем так. Попробуем коротко, не вдаваясь в особенности конструкции, показать, какие еще инструменты могут быть использованы для обработки глубоких отверстий. В производственной программе фирм, производящих современный быстрорежущий инструмент (Fette, Guehring, Titex Plus) присутствуют сверла сверхдлинной серии с крутым углом подъема спирали стружечной канавки. Как правило, эти сверла выпускаются в диапазоне диаметров до 12 мм с цилиндрическим хвостовиком с возможной глубиной сверления до 25-30 диаметров. Сверла большего диаметра выпускаются с коническим хвостовиком, для глубин до 10-12 диаметров. Для удаления стружки подобные сверла используются в циклах глубокого сверления с выводом сверла из отверстия.
По общепринятой терминологии «глубокими» считаются отверстия глубиной больше 10xD, где D— диаметр отверстия. Упоминание о глубоком сверлении традиционно ассоциируется с необходимостью использования специализированного инструмента сверл для глубокого сверления (однолезвийных пушечных или эжекторных). Тем не менее, это не совсем так. Попробуем коротко, не вдаваясь в особенности конструкции, показать, какие еще инструменты могут быть использованы для обработки глубоких отверстий. В производственной программе фирм, производящих современный быстрорежущий инструмент (Fette, Guehring, Titex Plus) присутствуют сверла сверхдлинной серии с крутым углом подъема спирали стружечной канавки. Как правило, эти сверла выпускаются в диапазоне диаметров до 12 мм с цилиндрическим хвостовиком с возможной глубиной сверления до 25-30 диаметров. Сверла большего диаметра выпускаются с коническим хвостовиком, для глубин до 10-12 диаметров. Для удаления стружки подобные сверла используются в циклах глубокого сверления с выводом сверла из отверстия.
Кроме быстрорежущих сверл в последнее время появились цельные твердосплавные сверла, позволяющие вести обработку на глубину до 12 диаметров. Обычно это сверла с прямыми стружечными канавками и каналами внутреннего подвода СОЖ. Диапазон диаметров (как и для всех цельных твердосплавных сверл) ограничен рамками 3-20 мм. Такие сверла можно увидеть в программе фирм Fette, Biax, НАМ. Еще одним альтернативным вариантом являются сверла с пластинами. Здесь можно выделить конструкцию сверл KSEM фирмы Kennametal Hertel, позволяющую в диапазоне 16-32 мм сверлить на 10 диаметров, как сверлом из цельного твердого сплава. Ну, а для больших диаметров (до 300 мм) применяются системы со сменными многогранными пластинами и пилотными сверлами (например, HTS от Kennametal Hertel). Глубина сверления такими сверлами ограничена только технологическими условиями обработки. Есть еще и другие варианты обработки глубоких отверстий, но, тем не менее, основным технологическим приемом остается сверление с помощью сверл глубокого сверления.
Преимущества этого вида обработки проявляются в высокой точности, оптимальной прямолинейности и хорошем качестве поверхности. Лидерами по производству таких сверл на европейском рынке являются фирмы Botek, Guehering, Tiefbohrtechnik, Sandvik. Основные технические и конструктивные особенности продукции каждой из фирм подробно изложены в их каталогах. В этой статье будут изложены наиболее общие аспекты применения таких сверл.
Большинство применяемых сегодня сверл глубокого сверления конструктивно относится к двум группам:
Вот две основные предпосылки использования любых сверл для глубокого сверления:
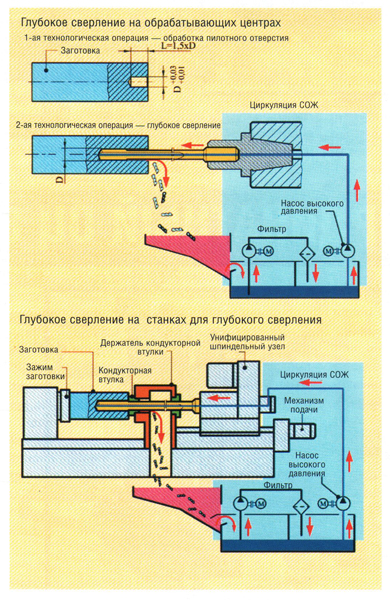
Указанные особенности операции глубокого сверления привели к созданию специального типа оборудования станков для глубокого сверления. Такие станки обеспечивают подвод СОЖ под большим давлением и с большим расходом через инструмент, а также оснащены системой направляющих втулок и люнетов для направления сверла. Схема сверления на таком станке приведена на рисунке.
Появление на рынке обрабатывающих центров с эффективными системами подвода СОЖ через шпиндель и инструмент позволили реализовать сверление глубоких отверстий непосредственно в цикле полной обработки детали. Роль кондукторных втулок выполняет пилотное отверстие. Схема такой обработки показана на рисунке, а технология выглядит так:
Несколько графиков, приведенных в этой статье, призваны показать каких параметров мы можем добиться от сверл глубокого сверления. Разумеется, при соответствующем состоянии оборудования и, главное, при соблюдении всех технологических параметров обработки. Показанные графики описывают сверла одностороннего резания.
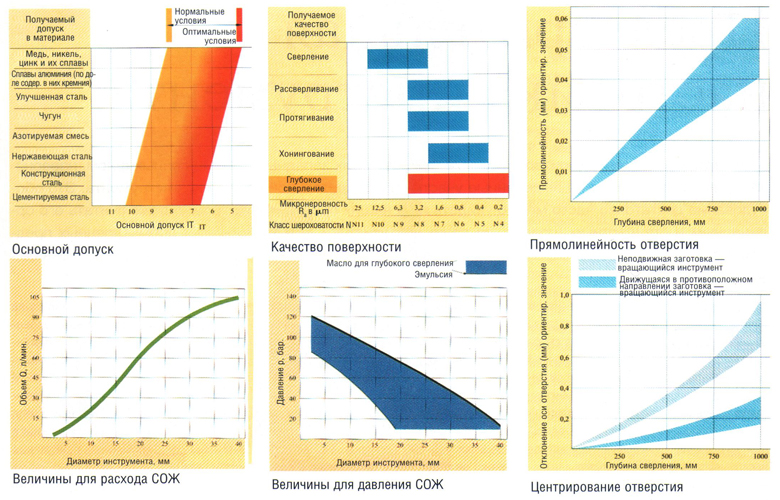
При обработке такими сверлами потребитель вправе рассчитывать на получение допуска IT7-IT9. Достаточно высокая точность достигается за счет того, что силы резания перераспределяются на боковые поверхности твердосплавной головки (в отличие от спиральных сверл, где нагрузка передается на ленточки). Боковые поверхности под воздействием этой силы полируют внутреннюю стенку отверстия, что позволяет получить очень хорошие результаты шероховатости. На конечную шероховатость оказывает влияние и качество СОЖ, выполняющей функции полироли.
Хорошие результаты показывают такие сверла и по таким параметрам, как прямолинейность отверстий и отклонение от оси. На прямолинейность могут оказать негативное влияние включения или изменения структуры материала (отбел, раковина и т. д.). С точки зрения отклонения от оси опять положительную роль играет перераспределение сил резания (разноперость спиральных сверл вызывает дисбаланс сил и, как следствие, увод сверла от оси отверстия).
При выборе конкретного типа сверла обязательно необходимо проверить достаточность для данного типа и диаметра давления и расхода СОЖ, обеспечиваемого станком. Примеры таких графиков (для сверл одностороннего резания) приведены ниже. Конечно же, каждая фирма-производитель дает уточненные данные, исходя из конструктивных особенностей своей продукции. При заказе сверл также обязательно надо правильно указать тип хвостовика для крепления инструмента. Ведущие фирмы выпускают продукцию как со специальными хвостовиками для сверл глубокого сверления, так и с хвостовиками по DIN1835, DIN6535 и по другим стандартам.
Длительной эксплуатации и хорошим результатам работы, естественно, способствует правильная переточка сверл глубокого сверления. Некоторые фирмы предлагают свои приспособления или небольшие станочки уже адаптированные именно для переточки таких сверл.
Александр Локтев
Журнал «Стружка», № 01, май 2002 г.
Сверлим отверстия в дереве правильно, часть 1: для чего нужны трехточечные сверла и где в перьевых — перья?
Дерево, в наших краях, один и самых часто встречающихся и популярных материалов с которым имеет дело домашний мастер. Из него можно построить дачный домик, поставить забор, сделать мебель и многое другое. В этой статье хотел бы рассказать о различных типах сверл для выполнения отверстий в дереве и поделится собственным опытом по их выбору и применению, а также дать несколько советов, которые возможно будут полезны читателю.
Вообще, по своему сугубо личному мнению, практически любое дерево обладает крайне положительной энергетикой и работа с ним позволяет успокоить нервы и привести в равновесие душевное состояние не хуже медитации или таблеток. Возможно именно поэтому, большинство столяров и плотников, которые мне встречались, были людьми крайне уравновешенными и добродушными 🙂
Самая простая и наиболее частая операция выполняемая с деревом это сверление отверстий, давайте посмотрим когда и чем их лучше делать. Конечно, разные виды древесины отличаются друг от друга и мягкая сосна или липа, требуют гораздо меньшего усилия при обработке чем, например, бук или дуб. Однако, общие принципы применения тех или иных типов сверл одинаковые для всех видов.
Трехточечные сверла
Применение: сверление отверстий небольшого диаметра в дереве, фанере, ДСП и тд.
Сверла предназначенные для сверления именно дерева и содержащих его материалов (типа ДСП). По конструкции такие сверла имеют в передней части, по оси сверла, заостренный шип, для точного позиционирования на месте сверления. Кроме этого, режущие элементы имеют небольшой наклон в сторону поверхности сверления и вся конструкция напоминает трезубец. Спиральные канавки-шнеки, через которые происходит отвод высверленного дерева имеют большую глубину и дополнительно заточенную кромку для получения более гладкого отверстия.
Главной особенностью при сверлении такими сверлами, является приложение усилия строго перпендикулярно оси сверла, иначе оно, при перекосе, либо погнется (если плохое), либо сломается (если хорошее), особенно это актуально для малых диаметров сверл (до 5мм). При выполнении сквозного сверления желательно подкладывать под заготовку черновой брусок, чтобы с обратной стороны целевой заготовки не происходило вырывание волокон при выходе трезубца. Впрочем, этот совет актуален для любых типов сверл.
Сверла отлично подходят для засверловки отверстий перед вкручиванием саморезов, чтобы предотвратить растрескивание деревянной заготовки вдоль волокон. Продаются как поштучно, так и в наборах, обычно, от 3 до 10мм в диаметре.
Достоинства: лучший вариант для сверления отверстий в дереве диаметром до 10мм. Достаточно дешевы.
Недостатки: Малые диаметры достаточно легко сломать при перекосе в процессе сверления.
Универсальные спиральные сверла
Применение: сверление разных типов материалов, в том числе дерева.
Это самые распространенный тип сверл, используемый для сверления не только дерева, но и других материалов: пластика, металла, пенобетона и др. Их удобно применять когда отверстие сверлится сразу в нескольких, сложенных в «пирог», заготовках.
Такие сверла имеют две режущие кромки на коническом наконечнике и закручены спиралью. Глубина спиральных канавок меньше чем у сверл по дереву и их кромка не такая острая. Изготавливаются как с гладким цилиндрическим хвостовиком, так и с шестигранником, если покупаете набор второго типа, проверяйте чтобы на нем было упоминание или значок, что подходят для работы импактами.
В основном универсальные сверла изготавливаются из углеродистой или быстрорежущей стали HSS/Р6М5 — первый вариант более дешевый, хрупкий и выдерживает меньшие боковые нагрузки на излом, чем вторые, в которых присутствует небольшой процент молибдена и вольфрама.
Подобные сверла имеют строго определенный угол заточки для тех или иных видов материала, хотя, для сверления дерева этот параметр не очень важен, тут главное, чтобы кромка была просто хорошо заточена. Также отмечу, различие данного типа сверл по цвету:
Однако, по личному опыту отмечу, что оценивать качество ориентируясь по цвету не стоит, у меня были и черные и «золотые» сверла разных производителей и ломаются они ничуть не хуже обычных 🙂 Особенно преуспели в такой покраске китайские производители, покрытие которых стирается после первых двух просверленных отверстий. Главное материал изготовления самих сверл, брендовые ходят дольше, да и покрытие выдерживает десятки отверстий даже в твердых материалах (при соблюдении правил сверления).
При должной сноровке отверстия в дереве получаются ровными, однако, но скорость сверления отверстий ниже, чем у сверл из предыдущего пункта, а широкий конус режущей кромки увеличивает время точного позиционирования центра сверления. Сверлить нужно также как и сверлами для дерева, прилагая усилие строго перпендикулярно оси сверла, особенно если сверлим малым диаметром.
Диаметр универсальных сверл обычно не превышает 10мм (редко попадаются 12мм), часто продаются в наборах по несколько штук с диаметром от 3 до 10мм. Советую всегда иметь в наличии один такой набор с сверлами разного диаметра + несколько отдельных дублей диаметром 3-4 мм.
Достоинства: Универсальность. Вариант для сверления отверстий не только в дереве.
Недостатки: Малые диаметры. Достаточно хрупкие (особенно китайские :). При высоких оборотах сверления есть риск перегреть сверло (больше относится к плотным материалам).
Перовые (перьевые) сверла
Применение: сверление в дереве больших и глубоких отверстий диаметром от 10 до 60мм.
Хвостовик — шестигранный, может быть с проточкой или без — предназначенный для кулачковый патронов. Форма зажимной части (хвостовика) обусловлена бОльшей нагрузкой, которая воздействует на данный тип сверл при сверлении, особенно глубоких отверстий больших диаметров и гладкий хвостовик просто будет проскальзывать в патроне, как его не затягивай. Соответственно, для работы такими сверлами требуется более мощный инструмент. Толщина плоской части пера, обычно, пропорциональна диаметру отверстия, которое им можно проделать и чем он больше, тем толще и режущая часть.
Качество получаемых отверстий не очень высокое, причем оно получается тем грубее, чем глубже отверстие, т.к. достаточно сложно выдержать строго вертикальное усилие по оси сверла и даже при небольшом перекосе стенки отверстия повреждаются не заточенной плоской частью «пера». Подобный сверла изготовлены из более мягкого металла, а дешевые варианты, при сверлении глубоких отверстий, подвержены скручиванию и изгибу, бывает что даже новые «перья» изначально имеют плохую центровку, что вызывает биение и плохое качество получаемого отверстия. Начинать сверление нужно на низких оборотах, далее продолжать сверление не превышая показатель 450 об/мин (причем, чем больше диаметр, тем медленнее сверлим), периодически вытаскивая вращающееся сверло, чтобы обеспечить выход опилок.
Продаются как отдельно, так и в наборах. Для бытовых работ ходовые размеры диаметров получаемых отверстий от 10 до 25мм.
Достоинства: Дешевизна. Можно получать достаточно большие отверстия. Простота конструкции позволяет делать заточку режущих кромок самостоятельно.
Недостатки: Невысокое качество получаемого отверстия. Склонность к скручиванию и изгибу. Для сверления глубоких отверстий требуется мощный инструмент. Достаточно высокий центральный шип ограничивает возможность делать глухие отверстия в досках и брусках.
Сверла Форстнера
Применение: сверление качественных отверстий большого диаметра, в том числе глухих.
Сверло изобретено в 1874 году Бенджамином Форстнером и с тех пор притерпело большое количество модификаций. Является лучшим вариантом, чтобы получить красивое ровное отверстие в дереве, ДСП, МДФ и других подобных материалах: сквозное или глухое с нужной глубиной. Подобные сверла используются для выполнения посадочных отверстий для петель мебели и другой фурнитуры, когда важен именно аккуратный результат. Конструкция сверла достаточно сложная, что дает разным производителям реализовать свой полет фантазии в конструкции данной расходки. По сути сверло Форстнера — это небольшая фреза с несколькими режущими элементами: центральное острие служит для точного позиционирования центра будущего отверстия, шип может быть в виде конуса, призмы или даже конусного винта. Острая перемычка с лезвиями, проходящая перпендикулярно оси сверла, в процессе вращения обеспечивает послойное срезание дерева и отвод опилок и стружки, а режущая кромка по кругу позволяет получить очень ровный размер круга отверстия с гладкими стенками.
Кромка может быть выполнена в виде только двух твердосплавных резцов или же в виде венца-коронки с несколькими зубьями (обычно для сверл с большим диаметром). Базовые диаметры подобных сверл продающихся как отдельно, так и комплектами от 10 до 35мм. Однако, существуют варианты для выполнения больших отверстий, например, на 68, 80 или даже 117мм.
Производятся подобные сверла из качественной быстрорежущей стали. Могут быть сборными (более дешевые варианты), состоящими из нескольких частей или выточенными из единого куска стали (дорогие). Хвостовик обычно представляет из себя круглый гладкий цилиндр: для небольших диаметров — 8мм, для крупных — 10мм. При сверлении нужно начинать с малых оборотов, затем сверлить на средних (до 1600-1800об/мин) не перегревая, чтобы не повело металл. Инструмент должен быть мощным, чтобы обеспечить достаточный крутящий момент для выполнения больших отверстий. В продаже есть варианты в комплекте с ограничителем сверления, что крайне удобно для изготовления сверления отверстий со строго заданной глубиной под мебельные петли.
Достоинства: Высокое качество получаемых отверстий. Отличный вариант для сверления глухих и достаточно глубоких отверстий заданной глубины.
Недостатки: Из-за сложности конструкции и качественной стали, достаточно дороги, особенно для больших диаметров. Подвержены перегреву на высоких оборотах.
Коронки
Применение: Сверление отверстий большого диаметра в доске, фанере, пластике итд.
Оптимальны в использовании, если нужно просверлить большое отверстие, например, для подрозетника в не толстых материалах типа фанеры, доски, ДСП, ОСБ, гипсокартоне итд. Для дерева лучше покупать составные наборы в которые входит центральная часть (державка) и сменные коронки разных диаметров. В качестве центровочного сверла можно использовать, либо универсальное, либо, что еще лучше — сверло по дереву, желательно с боковой проточкой хвостовика, чтобы не проскальзывало при сверлении. Сверло фиксируется в державке при помощи винта под шестигранник, поэтому легко меняется в случае поломки. Коронок в наборах может быть много — 10-12 штук, от 19 до 127мм в диаметре. Каждая коронка имеет большое количество зубьев и работает как пила.
Кроме этого, есть варианты наборных коронок, когда режущая часть представляет из себя пильное полотно в виде неполного круга, фиксируемое в специальном диске с центральным сверлом.
Металл изготовления может быть HCS (высокоуглеродистая сталь) подходит только для мягких материалов типа дерева или пластика, HSS — быстрорежущая сталь, подходит еще и для листового металла.
Качество отверстия сделанного таким сверлом сильно зависит от умения пользователя, при должной сноровке и качественных коронках можно получить вполне гладкие кромки и стенки. Работать нужно на средних оборотах, т.к. конструкция не предполагает хорошего отвода образующихся опилок и на больших оборотах мелкий зуб коронок быстро забивается деревом, перестает резать и начинает нагреваться от трения, легко получить дымок от дерева и перегрев металла. Глубина ограничена глубиной самой коронки и не превышает 2-3см.
С большими диаметрами коронок нужно работать весьма аккуратно, лучше использовать мощный инструмент с автотормозом, хорошо удерживая и фиксируя его в обеих руках, т.к. при заклинивании такой коронки, можно получить вывих запястья или пальцев от проворота дрели или шуруповерта при резкой остановке коронки. А еще достаточно непросто вытащить из коронки получившийся кружок. Существуют варианты таких сверл с выталкивающими пружинами, вокруг центрального сверла, но это скорее маркетинг, работает такой механизм не очень хорошо.
Достоинства: Быстрое получение отверстий большого диаметра. Большой выбор размеров. Невысокая цена наборов.
Недостатки: Склонность к забиванию полотна коронок древесной пылью и опилками. Небольшая глубина.
Если интересны недорогие варианты сверл, можете посмотреть эту подборку.
В этой части я рассказал про базовые типы сверл для дерева. В следующей расскажу о других, более интересных вариантах. Продолжение следует.

СОДЕРЖАНИЕ
Пилот для больших отверстий
Пилотное отверстие также снижает мощность, необходимую для поворота большого сверла, и снижает риск поломки большого сверла. Для спиральных сверл пилотный размер обычно выбирается таким образом, чтобы острие долота большего сверла не требовало удаления какого-либо материала, что снижает вероятность раскола перемычки сверла. Пилот такого размера также предотвращает скольжение большего сверла по материалу и эффективно направляет большее сверло. Очень большие отверстия могут быть обработаны ступенчатым сверлением путем последовательного сверления пилотных отверстий большего размера перед использованием сверла окончательного размера.
Контрольные отверстия для шурупов
Когда винт забивается без направляющего отверстия или со слишком маленьким направляющим отверстием, сердечник винта может заедать и приводить к поломке винта. Соответствующее пилотное отверстие предотвратит заклинивание и обеспечит достаточное трение для предотвращения ослабления винта. Для обычных шурупов для дерева за направляющей, обеспечивающей зазор для сердечника шурупа, может следовать более крупная насадка на меньшую глубину, чтобы обеспечить зазор для большего, не имеющего резьбы стержня шурупа. Для стандартных шурупов по дереву изготавливаются специальные пилотные сверла для получения нужного профиля отверстия за одну операцию, вместо того, чтобы требовать сверла нескольких разных размеров и глубины.
Винты, вбитые в бетон, должны иметь направляющее отверстие соответствующего размера, иначе они либо сломаются при вставке, либо откроют отверстие, либо не обеспечат номинальное удерживающее усилие.
Отверстие, просверленное для самонарезания винтов или резьбы болтов в металле или пластике, также может называться пилотным отверстием.