Что такое паты на рукавах
Смотреть что такое «пата» в других словарях:
пата́ны — патаны, ов … Русское словесное ударение
пата — Деталь швейного изделия для его декоративного оформления, настроченная или втачанная одним концом в шов. 27 пата [ГОСТ 22977 89] Тематики детали швейных изделий … Справочник технического переводчика
Пата — Сосипатр, Сосипатра, Спартак Словарь русских личных имен. Н. А. Петровский. 2011 … Словарь личных имен
Пата — О футболисте см. Пата, Анатолий Григорьевич. Пата Пата или пуддха индийск … Википедия
ПАТА — прямой индийский меч с череном, расположенным перпендикулярно клинку и скрытымкожаным наручем, предохраняющим руку до локтя … Энциклопедия вооружений
Пата — Прямой индийский меч с череном, расположенным перпендикулярно клинку и скрытым кожаным наручем, предохраняющим руку до локтя … Военно-исторический словарь
Пата (оружие) — Пата Пата или пуддха индийский меч с длинным прямым обоюдоострым лезвием, которое соединяется с латной рукавицей стальной гардой, которая защищает руку до локтя. Содержание … Википедия
Пата-Сос — Характеристика Длина 35 км Бассейн Северная Сосьва Водоток Устье 463 км по левому берегу реки Сев. Сосьва Расположение … Википедия
Пата (значения) — Пата: Пата, Анатолий Григорьевич советский футболист, вратарь и российский тренер. Пата исторический индийский меч … Википедия
Пата, Анатолий Григорьевич — Анатолий Пата Общая информация … Википедия
Обработка хлястиков и пат
Главная > Документ
| Информация о документе | |
| Дата добавления: | |
| Размер: | |
| Доступные форматы для скачивания: |
Обработка хлястиков и пат
Технические условия на выполнение операции
1.1. Выкраивание деталей
Хлястик выкраивают из основной ткани, нить основы должна совпадать с нитью основы на полочке (или по модели). Выкраивают хлястик с припусками на швы. Подкладку хлястика выкраивают уже и короче хлястика на ширину канта из подкладочной или основной ткани

1.2. Сметывание хлястика с подкладкой
Хлястик складывают с подкладкой лицевыми сторонами внутрь, уравнивают срезы, сметывают с трех сторон прямыми стежками длиной 0,5— 1,0 см на расстоянии 0,4 см от среза, посаживая основную ткань в углах

1.3. Обтачивание хлястика
Обтачивают хлястик со стороны подкладки швом шириной 0,5 — 0,7 см, швы подрезают, оставляя 0,2 — 0,3 см. Высекают ткань в углах, оставляя 0,2 см до строчки

1.4. Выметывание хлястика
Вывертывают хлястик на лицевую сторону, края выправляют и выметывают со стороны подкладки на расстоянии 0,5 см от края с образованием канта из детали верха. Ширина канта 0,1—0,3 см. Хлястик приутюживают

1.5. Обработка обтачного края
С лицевой стороны прокладывают отделочную строчку, ширина которой зависит от модели. Края хлястика можно вспушивать. Нитки выметывания удаляют

Обработка шлевок
Технические условия на выполнение операции
Шлевки — это детали одежды, необходимые для фиксирования пояса (ремня) на заданном месте в изделии.
Широкие шлевки состоят из двух деталей — шлевки и подкладки шлевки, их долевые стороны обрабатывают обтачным швом.
Узкие шлевки обрабатывают на стачивающей, специальной или краеобметочной машине
В изделиях из тонких тканей
Шлевки складывают вдвое вдоль лицевой стороной внутрь, уравнивают срезы и стачивают швом шириной 0,5 — 0,7 см (рис. а ) Шов разутюживают. Шлевки вывертывают на лицевую сторону и приутюживают так, чтобы шов стачивания располагался посередине (рис. б )

На краеобметочной машине
Шлевки пояса стачивают на краеобметочной машине с ослабленным натяжением строчки так, чтобы после раскладывания припусков шва, срезы располагались встык

На стачивающей и краеобметочной машинах
Узкие шлевки (шириной 1 см) могут быть обработаны швом вподгибку с одним закрытым срезом с предварительно обметанным внешним срезом

На специальной двухигольной машине (оверлоке)

Обработка широких шлевок обтачным швом
Подкладку для шлевок выкраивают уже детали из основной ткани на 0,4 — 0,5 см. Шлевку складывают с подкладкой лицевыми сторонами внутрь, уравнивают срезы и обтачивают со стороны подкладки швом шириной 0,5 — 0,7 см. Шлевки вывертывают на лицевую сторону, края выправляют и приутюживают, образуя кант из деталей верха шириной 0,2 см

Клапан с кантом, оборкой, кружевом
Технические условия на выполнение операции
Клапан с кантом, оборкой, кружевом
Обрабатывают отделочные элементы.
Кант — полоску ткани, выкроенную по косой нити (шириной 2,0 — 2,5 см), заутюживают вдоль посередине детали

Обрабатывают отлетной срез оборки; необработанный срез оборки собирают сборками

Образуют сборки по одному из краев кружева

Притачивают или приметывают ( строчка 1 ) детали отделки к подклапану, совместив срезы отделки со срезами подклапана. В углах из канта образуют слабину, количество сборок на оборке и кружеве увеличивают. Ширина шва должна быть меньше ширины шва обтачивания

Обтачивают клапан (строчка 2 ) подклапаном в соответствии с техническими условиями

Обработка клапана обтачным швом
Технические условия на выполнение операции
Клапан — это деталь кармана, которая закрывает вход в него и одновременно служит отделочным элементом; клапаны бывают различными по форме и способу обработки края

1.1. Выкраивание деталей кроя клапана
Клапан (1 деталь) выкраивают из основной ткани. Нить основы ( н.о. ) проходит так же, как на полочке. Припуски на обработку швов: по верх¬нему срезу — 1,5 см; по боковым сторонам и срезу низа клапана — 0,5 — 0,7 см (рис. а )
Подклапан (1 деталь) выкраивают из подкладочной (реже из основной) ткани. Нить основы проходит параллельно верхнему срезу. По боковым сторонам и срезу низа подклапан меньше клапана на ширину канта на 0,2 — 0,3 см (рис. 6 )
Прокладка (1 деталь) может быть клеевой и неклеевой. Прокладка неклеевая должна попадать в шов обтачивания клапана. Клеевая прокладка в зависимости от свойств ткани верха может попадать в шов обтачивания на 0,1 — 0,2 см или не попадать в него (рис. в ).
Допускается обрабатывать клапан без прокладки, если позволяют свойства ткани



1.2. Дублирование клапана
Дублируют клапан или подклапан клеевой прокладкой в зависимости от ТУ на модель
1.3. Сметывание клапана с подклапаном
Клапан и подклапан складывают лицевыми сторонами внутрь, уравнивают срезы, сметывают прямыми стежками со стороны основной детали на расстоянии 0,3 — 0,4 см от срезов с посадкой в углах из клапана. Посадка в 1,5 — 3,0 мм дается для того, чтобы углы клапана не отгибались наружу. Длина стежков 0,6 — 0,8 см

Посадку в углах слегка сутюживают
1.5. Обтачивание клапана
Обтачивают клапан со стороны подклапана швом шириной 0,5 — 0,7 см. Нитки сметывания удаляют, высекают углы, оставляя припуск 0,2 — 0,3 см, чтобы после вывертывания избежать толщины в шве

1.6. Выметывание клапана
Выметывают край клапана со стороны подклапана с образованием канта из основной детали. Ширина шва выметывания 0,5 — 0,7 см. Длина стежков 0,7 — 0,8 см; стежки косые; ширина канта 0,1 —0,3 см. Приутюживают со стороны подклапана через проутюжильник

1.7. Обработка края клапана

Примечание : На готовом клапане намечают линию притачивания его к полочке

Обработка кармана с цельнокроеными припусками.
Технические условия на выполнение операции
1.1 Проверка деталей кроя
1 — кромка для верхнего края кармана;
2—долевик (клеевой или неклеевой);
3 — подкладка кармана из двух частей. Переднюю и боковую части полочки выкраивают с припусками на обработку кармана; ширина припусков равна 3,5 — 4,0 см

1.2 Разметка линии входа в карман
Направление входа в карман определяют линией рельефа, а длину кармана определяют двумя знаками, перпендикулярными линии входа в карман

1.3 Прокладывание кромки
Кромку прокладывают с некоторым натяжением на расстоянии 0,1 — 0,2 см от сгиба кармана в сторону припуска (она может быть клеевой и неклеевой); концы кромки должны перекрывать контрольные знаки на 1 см

1.4 Прокладывание долевика
Долевик прокладывают с изнаночной стороны боковой части так, чтобы он перекрывал линию входа в карман на 2 — 3 см и выходил за контрольные знаки на 1,0— 1,5 см

1.5 Притачивание подкладки к припускам кармана
Подкладку кармана притачивают (со стороны подкладки) к обоим припускам швом шириной 0,7— 1,0 см (строчка 1 ). Припуски заутюживают на подкладку

1.6 Стачивание рельефа и подкладки кармана
Части полочки складывают лицевыми сторонами внутрь и стачивают по передней части полочки; одновременно стачивают подкладку кармана (строчка 2 ). Концы кармана закрепляют двойной машинной строчкой шириной 1 см

1.7 Обработка рельефа, закрепление сгиба кармана, влажнотепловая обработка

Технические условия на выполнение операции
1.1. Разметка вытачек
Вытачки намечают на изнаночной стороне тремя линиями:
1 — середина вытачки;
2 — боковая сторона вытачки;
3 — линия, ограничивающая длину вытачки

1.2. Сметывание и стачивание неразрезных вытачек
Длина прямых сметочных стежков равна 1,0—1,5 см. Стачивают, начиная от среза по боковой линии. В начале и конце строчки должна быть закрепка. На тонких тканях в конце вытачки закрепку не ставят, а концы ниток завязывают узлом

1.3. Стачивание вытачек с дополнительными полосками ткани
В верхней одежде вытачки могут быть стачаны с дополнительными полосками, выкроенными из льняных, хлопчатобумажных тканей или нетканых материалов. Ширина полоски равна 2,5 — 3,5 см, длина — на 1,5 — 2,0 см длиннее вытачки (рис. а ). При стачивании вытачек под строчку подкладывают полоску так, чтобы ее середина совпадала со строчкой стачивания вытачки. Полоска может быть расположена по всей длине вытачки, или только в ее конце (на 3 — 4 см). К концу строчки стачивания вытачки полоску рассекают, припуск раскладывают на обе стороны (рис. б )


Перед ВТО нитки сметывания вытачек удаляют. Вытачки заутюживают или разутюживают (совмещая линию середины со швом стачивания вытачки), одновременно сутюживая слабину в концах вытачек (рис. а ). При обработке вытачек с дополнительными полосками припуск вытачек разутюживают, если полоска притачана в конце вытачки. Припуск вытачки и полоски направляют в разные стороны и фиксируют утюгом, одновременно сутюживая слабину в концах вытачек (рис. б ), если полоска притачана по всей длине вытачки ( см. рисунки в поз. 1.3 )


Инструкционно – технологическая карта
«Обработка фигурной кокетки»
Последовательность выполнения работ
Продублировать подкройную обтачку кокетки.
Верхний срез обтачки обметать на специальной машине 51 а класса

Сложить обтачку с кокеткой лицевыми сторонами внутрь, сколоть, сметать. Ширина шва 0,5см. ±0,2см.
Обтачать. Ширина шва 0,5 ± 0,2 см. В начале и конце строчки выполнить закрепки 0,7 ¸1,0см.

Удалить строчку приметывания обтачки. Срезать припуски в углах и выполнить надсечки, не доходя до строчки 0,1÷0,15см.

Вывернуть кокетку на лицевую сторону, выметать, образуя кант из основной детали. Величина канта 0,1-0,2см. Шов приутюжить.
Проложить отделочную строчку по краю кокетки с лицевой стороны. Ширина шва 0,5± 0,2 см. выполнить закрепки 0,7 ¸1,0см.

Наложить кокетку на лицевую сторону основной детали, совмещая срезы. Наметать, настрочить шириной шва 3,5 ± 0,2 см. В начале и конце строчки выполнить закрепки 0,7 ¸1,0см.
Что такое паты на рукавах




§ 3. Обработка мелких деталей
Клапаны
Клапаны обрабатывают на стачивающей машине или на аппарате марки ОКП клеевым методом крепления деталей.
При обработке клапанов на стачивающей машине детали верха и подкладки складывают лицевыми сторонами внутрь, уравнивая срезы. Затем деталь верха клапана наметывают на подкладку прямыми стежками на расстоянии 0,5 см от срезов, посаживая в углах (рис. 68). Величина посадки 0,4-0,5 см. Посадка обеспечивает образование канта и дополнительное натяжение подкладки относительно верха. Клапаны обтачивают со стороны подкладки швом шириной 0,5 см с помощью откидной линейки-направителя. В углах швы подрезают до ширины 0,2-0,3 см. Клапаны вывертывают на лицевую сторону, выправляют углы и выметывают по краям со стороны подкладки.
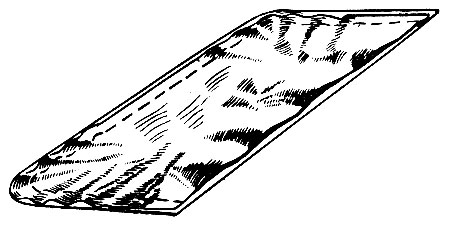
Рис. 68. Наметывание клапана на подкладку
Выметку производят на выметочной машине или ручными стежками длиной 0,8-1 см, образуя кант из основной ткани шириной 0,2 см.
Клапаны приутюживают на прессе или утюгом со стороны подкладки через увлажненный проутюжильник, выправляя углы и стороны.
Затем с лицевой стороны прокладывают отделочную строчку или обрабатывают клапан в «чистый край». Со стороны подкладки по вспомогательному лекалу намечают линию притачивания клапана в полочке.
При обработке клапанов на аппарате марки ОКП детали верха и подкладки укладывают на нижнюю подушку аппарата лицевой стороной вниз, уравнивая срезы по шаблонам.
Края деталей верха и подкладки подгибают в сторону изнанки с помощью внешних и внутренних шаблонов на 0,6-0,7 см и заутюживают, опуская подушку пресса (рис. 69).
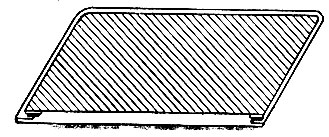
Рис. 69. Сборка клапана методом клеевого крепления
Затем на подогнутые края детали верха клапана из специального бункера насыпают клеевой порошок. Деталь подкладки совмещают с деталью верха и соединяют путем прессования.
Если изделие обрабатывают в «чистый край», вспушку краев клапанов производят с помощью клеевой пленки, которую наносят на деталь верха клапана.
Клапаны приутюживают со стороны подкладки, при этом клеевая пленка приклеивает подкладку по краю клапана.
Листочки
С изнанки листочки проводят меловую линию, которая делит листочку вдоль на две равные части. Отступив на 0,1 см от меловой линии, прокладывают кромку, которая не должна доходить до концов листочки на 0,5-0,6 см (рис. 70, а). Кромку притачивают на машине или соединяют клеевым способом. При притачивании кромки на машине нижнюю нитку подбирают в цвет ткани верха. Кромку с односторонним клеевым покрытием приклеивают на прессе или утюгом.
После прокладывания кромки листочку приутюживают, перегибают по меловой линии лицевой стороной внутрь. Концы листочки стачивают швом шириной 0,5-0,6 см (рис. 70, б), швы в углах подрезают, оставляя припуск равный 0,2-0,3 см. Затем листочку вывертывают на лицевую сторону, выправляют, углы и выметывают концы листочки на выметочной машине или вручную косыми стежками длиной 0,8-1 см. Листочку приутюживают на прессе или утюгом с внутренней стороны через увлажненный проутюжильник.
По краям листочки прокладывают отделочную строчку.
С внутренней стороны намечают линию притачивания листочки к полочке.
Пояс складывают лицевой стороной внутрь в долевом направлении, уравнивая срезы, сметывают прямыми стежками длиной 1,5-2,0 см и стачивают швом шириной 0,5 см. Шов стачивания раскладывают пополам и разутюживают до полного прилегания, Один конец пояса стачивают мысиком по намеченной меловой линии (рис. 71). Швы мысика подрезают, оставляя припуск равный 0,2-0,3 см. Пояс выворачивают на лицевую сторону с помощью специального приспособления для вывертывания деталей, располагая шов посередине внутренней стороны пояса. Выметывание производят на выметочной машине на расстоянии 1 см от краев пояса или вручную косыми стежками. Пояс приутюживают на прессе или утюгом с внутренней стороны через увлажненный проутюжильник, выправляя края и углы мысика.
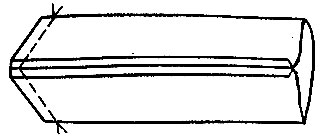
Рис. 71. Обработка конца пояса
Отделочную строчку прокладывают по лицевой стороне с помощью направляющей линейки.
Хлястики
При обработке хлястика на подкладке (рис. 72) детали верха и подкладки складывают лицевыми сторонами внутрь, срезы уравнивают. Затем верхнюю деталь хлястика наметывают на подкладку со стороны основной ткани прямыми стежками на расстоянии 0,5 см от срезов, посаживая на 0,2-0,3 см стоковых сторон и в углах.
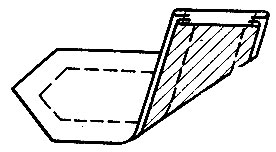
Рис. 72. Обработка хлястика на подкладке
Хлястик обтачивают со стороны подкладки швом шириной 0,5 см. После обтачивания его вывертывают на лицевую сторону, выправляют углы и выметывают со стороны подкладки вручную косыми стежками длиной 0,8-1 см или на выметочной машине, выпуская кант из детали верха шириной 0,2 см. Затем хлястик приутюживают со стороны подкладки через увлажненный проутюжильник на прессе или утюгом. Отделочную строчку прокладывают по лицевой стороне с помощью линейки-направителя.
В массовом производстве обтачку хлястиков производят без предварительного наметывания.
При обработке хлястика из основной ткани без подкладки (рис. 73) деталь складывают лицевой стороной внутрь в долевом направлении, уравнивая срезы, и стачивают швом шириной 0,5 см. Шов стачивания разутюживают, конец хлястика обмеляют по лекалу по форме фасона и обтачивают по меловой линии. Если же по фасону оба конца хлястика втачивают в боковые швы, то их оставляют необработанными.
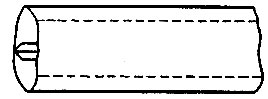
Рис. 73. Обработка хлястика из основной ткани без подкладки
Хлястики вывертывают на лицевую сторону и выметывают вручную косыми стежками или на выметочной машине, располагая шов посередине. Хлястик приутюживают на прессе или утюгом с внутренней стороны.
Детали верха и подкладки складывают лицевыми сторонами внутрь, совмещая их по верхнему и боковому срезам. Обтачивают паты со стороны подкладки швом шириной 0,5 см, посаживая в углах. Затем вывертывают на лицевую сторону, выправляют углы и выметывают со стороны подкладки, образуя кант из ткани верха. Выметку производят на выметочной машине или ручным способом косыми стежками длиной 0,8-1,0 см. Паты приутюживают на прессе или утюгом через увлажненный проутюжильник, Отделочную строчку прокладывают по лицевой стороне с помощью линейки-направителя.
Пату соединяют с верхней половинкой рукавов по контрольным знакам, при этом одним краем пату втачивают в шов или рельеф на верхней половинке рукава так, чтобы другим краем она располагалась в сторону локтевого шва параллельно линии низа рукава.
Если пата отлетная, то к рукаву ее прикрепляют пуговицей.
Пата может быть настрочена на верхнюю половинку рукава на ширину отделочной строчки.
Обработку пат на аппарате марки ОКП производят аналогично обработке клапанов (рис. 74).
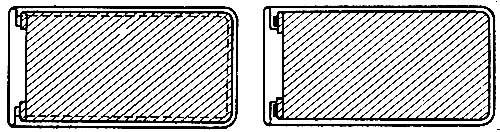
Рис. 74. Обработка пат на машине и методом клеевого крепления
Манжеты
Для придания устойчивой формы в манжету прокладывают прокладку с помощью клеевой пленки, которую наносят на верхний и нижний края прокладки; с помощью утюга прокладку соединяют с манжетой. Размеры прокладки должны соответствовать размеру манжеты в готовом виде.
Верх манжеты складывают с подкладкой лицевыми сторонами внутрь, уравнивая срезы, обтачивают верхний край манжеты швом шириной 0,5 см, посаживая манжету в углах. Шов обтачивания манжеты в углах разутюживают и подрезают до ширины 0,3 см. Далее стачивают и разутюживают локтевой шов манжет.
При обработке изделий в «чистый край» шов обтачивания манжеты пришивают к прокладке на машине потайного стежка или ручными косыми стежками.
Манжету вывертывают на лицевую сторону, выправляя углы, и выметывают на выметочной машине или вручную, образуя кант из манжеты шириной 0,5 см. Затем манжету приутюживают и, если требуется, прокладывают отделочную строчку.
Боковые стороны манжет стачивают так, чтобы их обработанные концы и края отделочной строчки совпадали. Шов стачивания разутюживают.
Подкладку по боковым сторонам подшивают потайными подшивочными стежками, подгибая обрезные края внутрь. Нижний край манжеты подгибают и подшивают за прокладку на машине с потайным стежком. Подкладку по низу манжет подшивают подшивочными потайными стежками.
В случае когда по нижней стороне манжеты дается припуск на подгиб низа рукава, то низ манжет обрабатывают в процессе соединения манжеты с рукавами. В этом случае низ рукавов огибают манжетой и срез подгиба пришивают за прокладку в низ рукавов на машине потайного стежка.
Обработка нижнего воротника
Составные части верха нижнего воротника складывают лицевыми сторонами внутрь, уравнивают по срезу стойки и стачивают швом шириной 0,5-0,7 см.
Швы стачивания частей увлажняют и разутюживают до полного прилегания. Концы швов у среза стойки подрезают на 1 см, оставляя припуск шириной 0,1-0,2 см.
Прокладку воротника стачивают накладным швом шириной 1 см или швом встык. Затем ее проутюживают и накладывают на нижний воротник со стороны изнанки. Прокладку уравнивают по срезу стойки и приметывают посередине прямыми стежками длиной 2,5-3 см, слегка посаживая прокладку.
Затем со стороны нижнего воротника намечают две линии: первую параллельно срезу стойки на расстоянии 1,2 см от него (линия втачивания нижнего воротника) и вторую по линии сгиба стойки. Высота стойки посередине нижнего воротника 3-3,5 см, расстояние от концов стойки до уступов зависит от величины перегиба лацкана.
Прокладку с нижним воротником соединяют на стачивающей или стегальной машине, или методом клеевого крепления.
На стачивающей машине строчки прокладывают со стороны нижнего воротника (рис. 75, а). Первую строчку прокладывают параллельно срезу стойки, отступая на 1,2 см от него, вторую строчку прокладывают по линии сгиба стойки,
Стойку стегают параллельными строчками. Расстояние между строчками 0,5 см.
На стегальной машине потайного стежка прокладку с нижним воротником соединяют со стороны прокладки (см. рис. 75, б).
Выстеганный нижний воротник проутюживают со стороны прокладки, выправляя края. Затем с помощью вспомогательного лекала обмеляют его со стороны стойки и отлета и обрезают по намеченным линиям, делая надсечки по срезу стойки для соединения с изделием.
Прокладку нижнего воротника по срезу стойки вырезают с учетом ширины шва втачивания его в горловину изделия.
Для придания воротнику определенной формы нижний воротник со стороны прокладки оттягивают по стойке, начиная от середины вправо и влево (см. рис. 75, б). Затем его кладут срезом к работающему и оттягивают середину отлета, одновременно сутюживая концы отлета. Стойку нижнего воротника перегибают по линии сгиба на лицевую сторону и приутюживают со стороны прокладки (см. рис. 75, г).
Верхний воротник осноравливают по подсобному лекалу. Одновременно с нижним воротником производят влажно-тепловую обработку верхнего воротника со стороны изнанки теми же приемами и в той же последовательности, что и нижний воротник. Сгиб стойки не заутюживают.
Обработка подбортов
К подбортам притачивают надставки швом шириной 0,5-0,7 см. Детали подбортов складывают лицевыми сторонами внутрь, уравнивая срезы, стачивают, закрепляя концы строчек. Швы разутюживают до полного прилегания обрезных краев. Верхнюю часть подбортов в области лацкана по внутреннему срезу сутюживают для создания необходимой формы внешнего края подборта, затем внутренние края подбортов обмеляют по вспомогательному лекалу и обрезают.
В изделиях с подкладкой до линии талии внутренний срез подборта и низ пальто окантовывают полоской из подкладочной ткани в цвет основной ткани.