Флюсы
Флю́сы (пла́вни) — в металлургии — неорганические вещества, которые добавляют к руде при выплавке металлов, чтобы снизить температуру плавления и легче отделить металл от пустой породы.
Флюсами, или плавнями, называются примеси, прибавляемые при выплавке металлов с целью образования шлака надлежащей степени плавкости. Впрочем, часто флюсами называются также примеси, прибавленные с целью разложить то или другое металлическое соединение или растворить металл или его соединения в массе прибавленного вещества и т. д. (см. Шлаки и Шихта). Выбор флюса зависит от рода плавки и от состава руд. Например, при руде, богатой глинозёмом и кремнезёмом, флюс должен быть известковым или магнезиальным — этот случай имеет место на 9/10 всех чугуноплавильных заводов. Чистый известняк состоит из 56 % извести и 44 % угольной кислоты. Чтобы ввести в шихту 100 частей извести, надо 178,6 известняка. Конечно, можно прибавлять в печь и прямо известь, но это делается сравнительно редко. Известняки, содержащие окаменелости, иногда содержат много фосфора, что часто нежелательно; поэтому предварительный анализ известняков составляет существенную необходимость. Лучше всех мраморовидные, кристаллические известняки; мел применяется редко. Доломит, содержащий в среднем 60 % углекислого кальция и 40 % углекислого магния, находит себе также применение при плавке — он дает более легкоплавкие шлаки, чем чистый известняк. В доменном производстве главная цель применения флюсов — это связать кремнезем железной руды. Естественно, что чем меньше сам известняк содержит кремнезема, тем лучше. Кварц и другие минералы, содержащие кремнезем, — песчаники, роговые обманки, гранаты, полевые шпаты, базальты и т. д. — применяются при рудах очень богатых основаниями. Силикаты легче чистого кварца вступают в соединения и плавятся. Плавиковый шпат действует на шлаки чрезвычайно разжижающим образом. Температура плавления шлака им также сильно понижается. Дороговизна его и разъедание им стенок печи мешают его рядовому применению. В домну плавиковый шпат вводится в случае расстройства хода печи; иногда его засаживают в какое-нибудь определенное место печи, чтобы удалить образовавшиеся там настыли. Глинистые сланцы применяются в виде флюса при сильно известковистых рудах. Железо присаживается при плавке свинцовых, сурьмяных, ртутных руд главнейше для разложения руды: PbS + Fe = Pb + FeS. Руды мышьяка и сурьмы служат плавнями при плавке на кобальт и никель. Свинец служит для собирания золота и серебра при плавке медных руд. Металлические окислы присаживаются для различных целей: при пудлинговании — при рафинировании меди — для разделения металлов; для образования жидких шлаков — как сильные основания (плавка меди) и т. д. Шлаки того же или другого процесса служат также флюсами; действие их зависит от их состава.
Полезное
Смотреть что такое «Флюсы» в других словарях:
Флюсы — – материалы для изоляции сварочной ванны от различных воздействий и для формирования поверхности сварного шва. [Терминологический словарь по бетону и железобетону. ФГУП «НИЦ «Строительство» НИИЖБ им. А. А. Гвоздева, Москва, 2007 г. 110… … Энциклопедия терминов, определений и пояснений строительных материалов
ФЛЮСЫ — (1) в металлургии мате риалы, вводимые в плавильные печи млн. ковши для отделения металла от пустой породы, образования жидких шлаков, очищающих металл от нежелательных примесей, и предохранения металла от окисления при переплавке. В зависимости… … Большая политехническая энциклопедия
Флюсы — [fluxes] (от немецкого Flup поток) материалы, применяемые в металлургических процес сах для образования и регулирования состава шлака в соответствии с требованием к его физическим и химическим свойствам. В зависимости от характера плавки и… … Энциклопедический словарь по металлургии
Флюсы — материалы, применяемые в металлургических процессах с целью образования или регулирования состава шлака, предохранения расплавленных металлов от взаимодействия с внешней газовой средой, а также служащие для связывания окислов при пайке и… … Большая советская энциклопедия
Флюсы — отходы доменного производства в виде мелкого щебня высокопрочных карбонатных пород. Пригодны в качестве минерального материала для устройства слоев дорожных одежд на дорогах IV и V категорий. Источник: Справочник дорожных терминов … Строительный словарь
флюсы для сварки и пайки — [welding and soldering fluxes] вещества, вводимые в зону сварки или пайки для защиты от окисления, восстановления оксидов, легирования металла шва и снижения вязкости и температуры плавленных шлаков. Флюсы для дуговой и электрошлаковой сварки… … Энциклопедический словарь по металлургии
ГОСТ 22974.8-96: Флюсы сварочные плавленые. Методы определения оксида циркония — Терминология ГОСТ 22974.8 96: Флюсы сварочные плавленые. Методы определения оксида циркония оригинал документа: 4.2 Аппаратура, реактивы и растворы Спектрофотометр или фотоэлектроколориметр. Кислота азотная по ГОСТ 4461. Кислота серная по ГОСТ… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 21639.3-93: Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния — Терминология ГОСТ 21639.3 93: Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния оригинал документа: 8.2 Аппаратура, реактивы и растворы Спектрофотометр атомно абсорбционный любого типа с источником излучения… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22974.5-96: Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния — Терминология ГОСТ 22974.5 96: Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния оригинал документа: 6.2 Аппаратура, реактивы и растворы Атомно абсорбционный спектрофотометр. Лампа с полым катодом для определения магния … Словарь-справочник терминов нормативно-технической документации
Металлургические флюсы
Формирование шлаков — это процесс, требующий особых материалов. Их называют флюсами.
Среди них популярны: боксит, шамотный бой, известь, плавиковый шпат, известняк. Каждый вид флюса имеет уникальные особенности. Так как они входят в состав шихты, помещенной в агрегаты для плавления стали, то они должны иметь подходящие технологические характеристики.
При перевозке и хранении боксита важно обеспечить уровень влажности сырья, не превышающий двадцати процентов, чтобы защитить груз от непредвиденных потерь. Перед началом использования, его нужно хорошо просушить. Необходимо тщательно провести эту процедуру, так как излишки влаги снизят полезные свойства боксита. Затем его помещают в сталеплавильную установку для увеличения скорости образования шлака.
Выделяют различные марки боксита, отличающиеся своими свойствами. К примеру, Б-6 содержит от 37 % Al2O3. При этом содержание серы и P2O3 не превышает 0,2 % и 0,6 % соответственно. SiO2 и Al2O3 больше 2,1 процента.
Еще один вид флюса — это шамотный бой. Электрические сталеплавильные агрегаты — его основное место применения. В дуговых печах шамотный бой влияет на уровень вязкости шлака. Такой эффект достигается за счет отсутствия оксидов железа и воды. Однако. Содержащийся в шамотном бое кремнезём из-за своего количества может увеличить количество шлака. Кроме него, в состав флюса входит от тридцати до сорока процентов Al2O3 и SiO2, менее 1 % Fe2BO3.
Следующий вид — известняк используется в больших объёмах. Это природный вид кальцита. Такое количество флюса при производстве продукта скрап-рудным процессом снижает температуру в режиме конвертерной плавки. При повышении температуры кальцит диссоциирует следующим образом:

Здесь приставлена химическая реакция, происходящая в мартеновской печи при завалке плавки. Как показано на рисунке, известняком поглощается тепло. Но наилучший эффект достигается за счет извести, так как тепловой баланс улучшается. Но известь обладает особыми свойствами, требующих больших затрат на её хранение и производство. Поэтому для мартеновских отделений, работающих в скрап-рудном режиме используют известняк. Он не требует особых условий хранения и доступен в больших количествах. Начальный период плавки отличается высоким уровнем тепла, так как факел нагревает ванну.
После того, как происходит подача известняка, температура снижается, поэтому следует принять дополнительные меры. Содержимое ванны перемешивается с углекислым газом. Он выделяется при диссоциации кальцита. Это позволяет улучшить теплопередачу между факелом и ванной. Почти половина от общего количества кислорода используется для того, чтобы окисление произошло быстрее. Однако, известь более качественный продукт, прошедший дополнительную обработку, позволит существенно снизить затраченное время на процесс плавления. Поэтому в процессе доводки используют ее.
 Продукт термической обработки известняка называют известью. Процесс обжига проходит в трубчатых, шахтных, а также в печах с кипящим слоем. Содержание топлива оказывает влияние на получившийся продукт. Например, при использовании сернистого кокса в извести можно обнаружить до 0,3 % серы. Такая сера слабо справляется с ролью десульфуратора. Оптимальным топливом для получения извести, с низким содержанием серы, является природный газ.
Продукт термической обработки известняка называют известью. Процесс обжига проходит в трубчатых, шахтных, а также в печах с кипящим слоем. Содержание топлива оказывает влияние на получившийся продукт. Например, при использовании сернистого кокса в извести можно обнаружить до 0,3 % серы. Такая сера слабо справляется с ролью десульфуратора. Оптимальным топливом для получения извести, с низким содержанием серы, является природный газ.
Обжиг определяет металлургические параметры извести. Если обжиг был произведен «мягким способом», при котором её быстро нагревают до максимальной температуры и быстро понижают температуру, то в ней буде больше пор и трещин. Такой флюс быстро растворяется в шлаке. Важно не допускать процесса перекристаллизации, он происходит, если известь слишком долго находится под воздействием высоких температур. Металлургические свойства такой извести оставляют желать лучшего, так как ее скорость растворения низкая.
Оптимальный размер блока извести не должен превышать 150 мм в мартеновских печах. Конвертерный метод плавки стали требует куски размером от 10 до 50 мм. Эти размеры позволяют флюсу полностью раствориться в шлаке.
Флюорит — это природная форма существования плавикового шпата (CaF2). Он повышает скорость растворения извести, формируя подвижный высокоосновной шлак. Такой результат достигается за счет химического состава флюса. Плавиковый шпат содержит от 90 до 95 % CaF2 и менее 5 % SiO2.
Однако, слабое распространение и высокая стоимость снижает круг его применения. Основной ареал применения плавикового шпата дуговые электросталеплавильные печи, при выплавке стали. В минимальных количествах его используют в производстве стали. При этом оно должно проходить кислородных конвертерах на основе двух-шлаковой технологии. Содержание флюса не должно превышать 2 % от массы металла.
Флюсы
Флюсы [fluxes] (от немецкого Flup — поток) — материалы, применяемые в металлургических процес сах для образования и регулирования состава шлака в соответствии с требованием к его физическим и химическим свойствам. В зависимости от характера плавки и переплавляемых материалов применяются кислые, основные или химически нейтральные. Кислыми флюсами служит SiO2, основными — оксиды Са, Mg, Fe, Mn и других металлов, нейтральными — Аl2O3, а также хлориды и фториды щелочных и ЩЗ металлов. Известняк и доломитизированный известняк — главные флюсы в доменной плавке, в которой пустая порода железных руд и зола кокса богаты SiO2 и Аl2O3
В основном мартеновском процессе и при электроплавке в качестве флюсов применяется известь и Mg, а также вторичных металлов ведут под покровительственными или защитными флюсами. из хлоридов или фторидов щелочных металлов или их смесей:
Полезное
Смотреть что такое «Флюсы» в других словарях:
Флюсы — – материалы для изоляции сварочной ванны от различных воздействий и для формирования поверхности сварного шва. [Терминологический словарь по бетону и железобетону. ФГУП «НИЦ «Строительство» НИИЖБ им. А. А. Гвоздева, Москва, 2007 г. 110… … Энциклопедия терминов, определений и пояснений строительных материалов
ФЛЮСЫ — (1) в металлургии мате риалы, вводимые в плавильные печи млн. ковши для отделения металла от пустой породы, образования жидких шлаков, очищающих металл от нежелательных примесей, и предохранения металла от окисления при переплавке. В зависимости… … Большая политехническая энциклопедия
Флюсы — материалы, применяемые в металлургических процессах с целью образования или регулирования состава шлака, предохранения расплавленных металлов от взаимодействия с внешней газовой средой, а также служащие для связывания окислов при пайке и… … Большая советская энциклопедия
Флюсы — У этого термина существуют и другие значения, см. Флюс. У этого термина существуют и другие значения, см. Плавни (значения). Флюсы (плавни) в металлургии неорганические вещества, которые добавляют к руде при выплавке металлов, чтобы снизить… … Википедия
Флюсы — отходы доменного производства в виде мелкого щебня высокопрочных карбонатных пород. Пригодны в качестве минерального материала для устройства слоев дорожных одежд на дорогах IV и V категорий. Источник: Справочник дорожных терминов … Строительный словарь
флюсы для сварки и пайки — [welding and soldering fluxes] вещества, вводимые в зону сварки или пайки для защиты от окисления, восстановления оксидов, легирования металла шва и снижения вязкости и температуры плавленных шлаков. Флюсы для дуговой и электрошлаковой сварки… … Энциклопедический словарь по металлургии
ГОСТ 22974.8-96: Флюсы сварочные плавленые. Методы определения оксида циркония — Терминология ГОСТ 22974.8 96: Флюсы сварочные плавленые. Методы определения оксида циркония оригинал документа: 4.2 Аппаратура, реактивы и растворы Спектрофотометр или фотоэлектроколориметр. Кислота азотная по ГОСТ 4461. Кислота серная по ГОСТ… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 21639.3-93: Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния — Терминология ГОСТ 21639.3 93: Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния оригинал документа: 8.2 Аппаратура, реактивы и растворы Спектрофотометр атомно абсорбционный любого типа с источником излучения… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22974.5-96: Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния — Терминология ГОСТ 22974.5 96: Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния оригинал документа: 6.2 Аппаратура, реактивы и растворы Атомно абсорбционный спектрофотометр. Лампа с полым катодом для определения магния … Словарь-справочник терминов нормативно-технической документации
Флюс (металлургия)




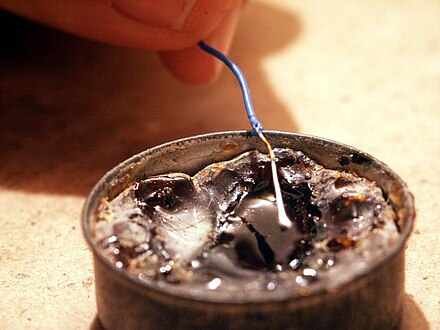
В процессах высокотемпературного соединения металлов (сварка, пайка и пайка) флюс представляет собой вещество, которое почти инертно при комнатной температуре, но становится сильно восстанавливающимся при повышенных температурах, предотвращая окисление основного и присадочного материалов. Роль флюса обычно двойная: растворение оксидов, уже присутствующих на поверхности металла, что способствует смачиванию расплавленным металлом, и действие в качестве кислородного барьера, покрывая горячую поверхность, предотвращая ее окисление.
Например, оловянно-свинцовый припой очень хорошо прикрепляется к меди, но плохо к различным оксидам меди, которые быстро образуются при температурах пайки. Предотвращая образование оксидов металлов, флюс позволяет припою прилипать к чистой металлической поверхности, а не образовывать валики, как на окисленной поверхности.
В некоторых случаях расплавленный флюс также служит теплоносителем, облегчая нагрев соединения паяльным инструментом или расплавленным припоем.
Флюсы для пайки мягким припоем обычно имеют органическую природу, хотя неорганические флюсы, обычно на основе галогенидов и / или кислот, также используются в неэлектронных приложениях. Флюсы для пайки работают при значительно более высоких температурах и поэтому в большинстве своем являются неорганическими; органические соединения, как правило, имеют дополнительный характер, например, делают флюс липким при низкой температуре, чтобы его можно было легко наносить.
Содержание
Состав органических флюсов [ править ]
Органические флюсы обычно состоят из четырех основных компонентов: [4]
Свойства [ править ]
Флюсы обладают несколькими важными свойствами:
Поверхность припоя на основе олова покрыта преимущественно оксидами олова; даже в сплавах поверхностный слой имеет тенденцию становиться относительно обогащенным оловом. Флюсы для припоев на основе индия и цинка имеют другой состав, чем флюсы для обычных припоев на основе олова и свинца, из-за разной температуры пайки и разного химического состава задействованных оксидов.
Органические флюсы не подходят для пайки пламенем и пайки пламенем, поскольку они имеют тенденцию обугливаться и ухудшать текучесть припоя.
Флюсы для высокотемпературной пайки отличаются от флюсов для использования при более низких температурах. При более высоких температурах даже относительно мягкие химические вещества обладают достаточной активностью по разрушению оксидов, но скорость окисления металлов становится довольно высокой; поэтому барьерная функция транспортного средства становится более важной, чем активность потока. Для этого часто используются высокомолекулярные углеводороды; разбавитель с более низкой молекулярной массой, выкипающий во время фазы предварительного нагрева, обычно используется для облегчения нанесения. [5]
Поведение активаторов [ править ]
Роль активаторов заключается, прежде всего, в разрушении и удалении оксидного слоя на поверхности металла (а также расплавленного припоя) для облегчения прямого контакта между расплавленным припоем и металлом. Продукт реакции обычно растворим или, по крайней мере, диспергирован в расплавленном носителе. Активаторами обычно являются кислоты или соединения, выделяющие кислоты при повышенной температуре.
Общая реакция удаления оксида:
Оксид металла + кислота → соль + вода
Активность активатора обычно увеличивается с температурой до определенного значения, при котором активность прекращается либо из-за термического разложения, либо из-за чрезмерного улетучивания. Однако скорость окисления металлов также увеличивается с температурой.
Неорганические кислоты вызывают сильную коррозию металлов даже при комнатной температуре, что вызывает проблемы при хранении, обращении и применении. Поскольку пайка связана с высокими температурами, часто используются соединения, которые в виде продуктов разлагаются или реагируют с кислотами:
Канифольные флюсы [ править ]
Флюсы канифоли классифицируются по степени активности: L для низкой, M для умеренной и H для высокой. Существуют также другие сокращения для различных марок канифольного флюса: [6] [8]
Марки R, WW и RMA используются для соединений, которые нелегко очистить или где существует слишком высокий риск коррозии. Более активные марки требуют тщательной очистки от остатков. Неправильная очистка может фактически усугубить коррозию, высвободив захваченные активаторы из остатков флюса.
Возможны несколько групп активаторов канифоли:
Технические характеристики [ править ]
Флюсы для припоя указаны в соответствии с несколькими стандартами.
Наиболее распространенным в Европе является ISO 9454-1 (также известный как DIN EN 29454-1). [9]
Классы флюса согласно ISO 9454-1 определяются четырехзначным кодом, типом флюса, основанием, активатором и типом. Код формы часто опускается.
Таким образом, 1.1.2 означает канифольный флюс с галогенидами.
| Остатки | Старый | Новый | Описание |
|---|---|---|---|
| Сильная коррозия | F-SW-11 | 3.2.2 | Кислота неорганическая, кроме фосфорной |
| Сильная коррозия | F-SW-12 | 3.1.1 | Хлорид аммония |
| Сильная коррозия | F-SW-13 | 3.2.1 | Фосфорная кислота |
| Слабокоррозийный | F-SW-21 | 3.1.1 | Хлорид аммония |
| Слабокоррозийный | F-SW-22 | 3.1.2 | Неорганические соли без хлорида аммония |
| Слабокоррозийный | F-SW-23 | 2.1.3 | Органический водорастворимый без галогенидов |
| Слабокоррозийный | F-SW-23 | 2.2.1 | Органический водонерастворимый продукт без активаторов |
| Слабокоррозийный | F-SW-23 | 2.2.3 | Органические нерастворимые в воде без галогенидов |
| Слабокоррозийный | F-SW-24 | 2.1.1 | Органический водорастворимый без активаторов |
| Слабокоррозийный | F-SW-24 | 2.1.3 | Органический водорастворимый без галогенидов |
| Слабокоррозийный | F-SW-24 | 2.2.3 | Органические нерастворимые в воде без галогенидов |
| Слабокоррозийный | F-SW-25 | 2.1.2 | Органический водорастворимый с галогенидами |
| Слабокоррозийный | F-SW-25 | 2.2.2 | Органический водонерастворимый с галогенидами |
| Слабокоррозийный | F-SW-26 | 1.1.2 | Канифоль с галогенидами |
| Слабокоррозийный | F-SW-27 | 1.1.3 | Канифоль без галогенидов |
| Слабокоррозийный | F-SW-28 | 1.2.2 | Смола без канифоли с галогенидами |
| Некоррозийный | F-SW-31 | 1.1.1 | Канифоль без активаторов |
| Некоррозийный | F-SW-32 | 1.1.3 | Канифоль без галогенидов |
| Некоррозийный | F-SW-33 | 1.2.3 | Смола без канифоли без галогенидов |
| Некоррозийный | F-SW-34 | 2.2.3 | Органические нерастворимые в воде без галогенидов |
Возможна любая комбинация, например ROL0, REM1 или ORH0.
Примеры специальных флюсов [ править ]
Некоторые материалы очень сложно паять. В некоторых случаях необходимо использовать специальные флюсы.
Недостатки [ править ]
У флюсов есть несколько серьезных недостатков:
В особых случаях недостатки достаточно серьезны, чтобы оправдать использование безфлюсовых методов.
Опасности [ править ]
Продолжительное воздействие паров канифоли, выделяемых во время пайки, может вызвать профессиональную астму (ранее называемую в данном контексте колофонической болезнью [13] ) у чувствительных людей, хотя неизвестно, какой компонент паров вызывает проблему. [14]
Беспотоковые методы [ править ]
Для успешной пайки и пайки необходимо удалить оксидный слой как с поверхностей материалов, так и с поверхности заготовки присадочного металла; открытые поверхности также должны быть защищены от окисления при нагревании. Заготовки с флюсовым покрытием также можно использовать для полного удаления остатков флюса из процесса пайки. [16]
Удаление оксидов с заготовки припоя также затруднительно. К счастью, некоторые сплавы способны растворять поверхностные оксиды в своей массе при перегреве на несколько градусов выше их точки плавления; Sn-Cu 1 и Sn-Ag 4 требуют перегрева на 18-19 ° C, Sn-Sb 5 требует всего 10 ° C, а Sn-Pb 37Для растворения поверхностного оксида сплава требуется температура на 77 ° C выше его точки плавления. Однако саморастворяющийся оксид ухудшает свойства припоя и увеличивает его вязкость в расплавленном состоянии, поэтому такой подход не является оптимальным. Заготовки припоя предпочтительно должны иметь высокое отношение объема к поверхности, поскольку это ограничивает количество образующегося оксида. Пасты должны содержать гладкие сферические частицы, в идеале преформы изготавливаются из круглой проволоки. Проблему с преформами можно также обойти, нанеся припой непосредственно на поверхности деталей и / или подложек, например, химическими или электрохимическими способами.
В некоторых случаях может быть полезной защитная атмосфера с химически восстанавливающими свойствами. Молекулярный водород можно использовать для восстановления поверхностных оксидов олова и индия при температурах выше 430 и 470 ° C; для цинка температура выше 500 ° C, где цинк уже улетучивается. (При более низких температурах скорость реакции слишком мала для практического применения.) Для протекания реакции необходимо достичь очень низкого парциального давления кислорода и водяного пара.
Атомарный водород гораздо более реактивен, чем молекулярный водород. При контакте с поверхностными оксидами он образует гидроксиды, воду или гидрогенизированные комплексы, летучие при температурах пайки. Вероятно, наиболее практичным методом диссоциации является электрический разряд. Можно использовать газообразные композиции аргон-водород с концентрацией водорода ниже нижнего предела воспламеняемости, что устраняет проблемы безопасности. Операция должна выполняться при низком давлении, так как стабильность атомарного водорода при атмосферном давлении недостаточна. Такая водородная плазма может быть использована для пайки оплавлением без флюса.
Активная атмосфера относительно обычна при пайке в печи; из-за высоких температур процесса реакции протекают достаточно быстро. Активными ингредиентами обычно являются окись углерода (возможно, в виде сгоревшего топливного газа) и водород. Термическая диссоциация аммиака дает недорогую смесь водорода и азота.
Бомбардировка пучками атомных частиц может удалить поверхностные слои со скоростью десятки нанометров в минуту. Добавление водорода в плазму увеличивает эффективность удаления за счет химических механизмов.
Для покрытия поверхности можно использовать механическое трение нагретой поверхности расплавленным припоем. Таким образом можно подготовить обе соединяемые поверхности, затем соединить их и снова нагреть. Ранее этот метод использовался для ремонта небольших повреждений алюминиевых обшивок самолетов.
Для соединения алюминиевых деталей можно использовать очень тонкий слой цинка. Детали должны быть идеально обработаны или сжаты вместе из-за небольшого объема присадочного металла. При высокой температуре, нанесенной в течение длительного времени, цинк диффундирует из стыка. Полученное соединение не имеет механических повреждений и устойчиво к коррозии. Этот метод известен как диффузионная пайка.
Использует [ редактировать ]
Пайка [ править ]
Это заменяет старый стандарт MIL QQS, который определял потоки как:
| р | (Канифоль) |
| RMA | (Канифоль мягко активирована) |
| РА | (Канифоль активирована) |
| WS | (Вода) |
Любая из этих категорий может быть без очистки или без нее, в зависимости от выбранного химического состава и стандарта, требуемого производителем.
J-STD-004 включает испытания на электромиграцию и сопротивление поверхностной изоляции (которое должно быть более 100 МОм через 168 часов при повышенной температуре и влажности с приложенным смещением постоянного тока).
Пайка и серебряная пайка [ править ]
Пайка (иногда известная как серебряная пайка или пайка твердым припоем ) требует гораздо более высокой температуры, чем пайка мягким припоем, иногда более 850 ° C. Помимо удаления существующих оксидов, необходимо избегать быстрого окисления металла при повышенных температурах. Это означает, что флюсы должны быть более агрессивными и обеспечивать физический барьер. [17] Традиционно бура использовалась в качестве флюса для пайки, но сейчас доступно множество различных флюсов, часто с использованием активных химикатов, таких как фториды [18], а также смачивающих агентов. Многие из этих химикатов токсичны, и при их использовании следует соблюдать осторожность.
Плавка [ править ]
Восстановление потока [ править ]
В процессе дуговой сварки под флюсом не весь флюс превращается в шлак. В зависимости от процесса сварки от 50% до 90% флюса можно использовать повторно. [19]